TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024085133
公報種別
公開特許公報(A)
公開日
2024-06-26
出願番号
2022199502
出願日
2022-12-14
発明の名称
取鍋用注入ノズル及び連続鋳造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B22D
11/10 20060101AFI20240619BHJP(鋳造;粉末冶金)
要約
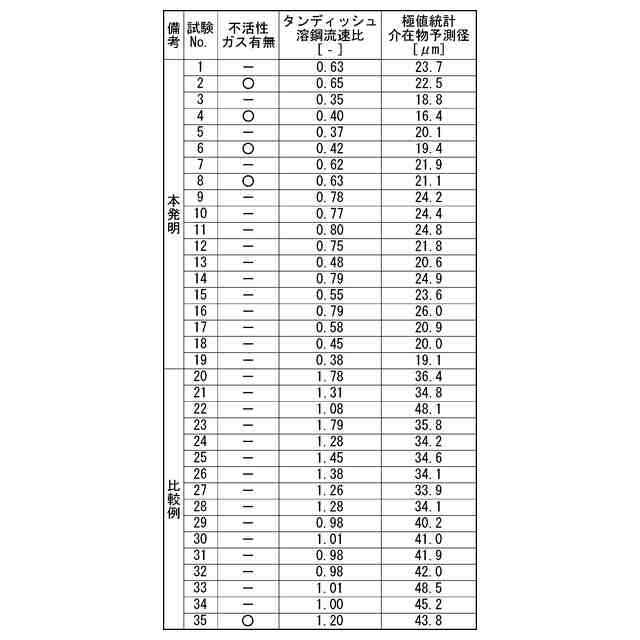
【課題】タンディッシュ内に流入する介在物および取鍋スラグに起因するスラグ系介在物の浮上除去をはかり、タンディッシュ湯面上に浮上分離された介在物およびタンディッシュスラグの巻き込みを抑制する。
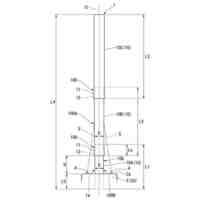
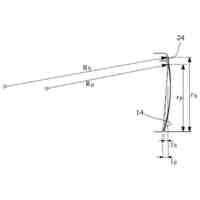
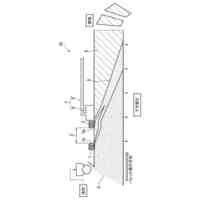
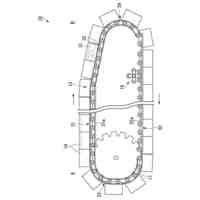
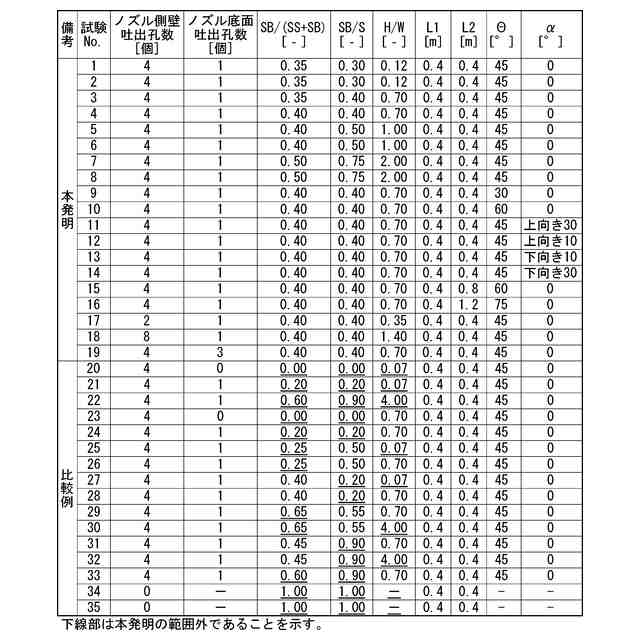
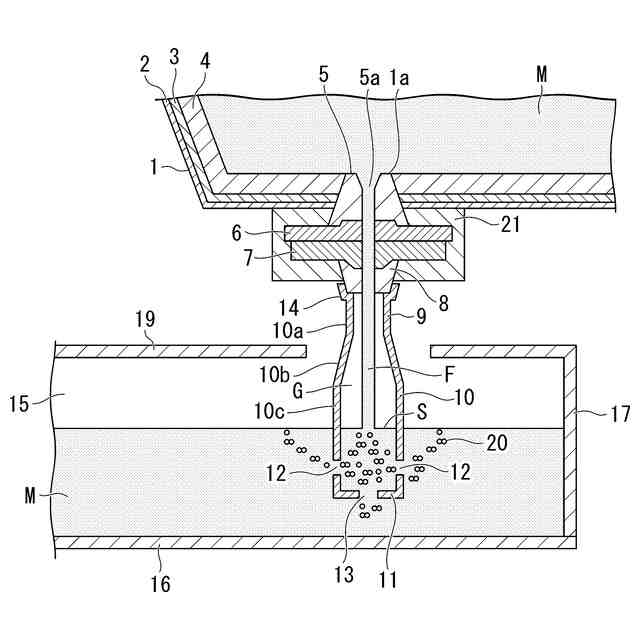
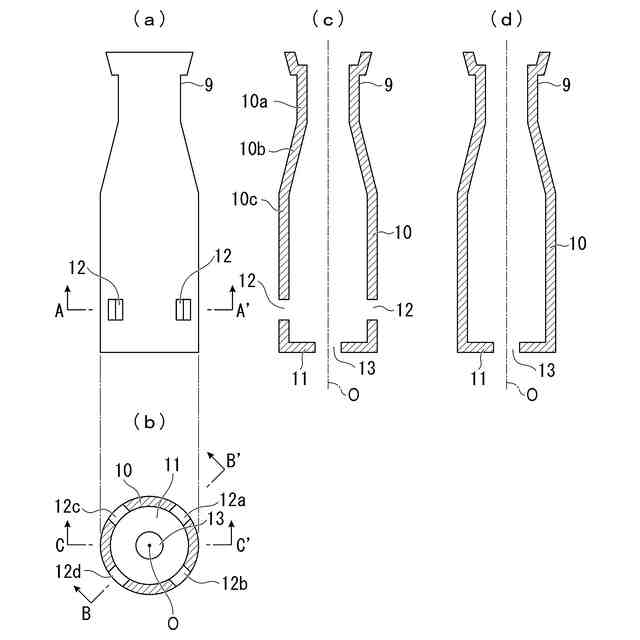
【解決手段】ノズル側壁部10と、ノズル側壁部10の下端に位置する底面部11とが備えられ、ノズル側壁部10には、タンディッシュ長手方向に平行かつノズル中心を通る仮想面に対して対称な位置に、少なくとも2つの側部吐出孔12が一対で設けられ、底面部11には、1つ以上の底部吐出孔13が設けられ、側部吐出孔12の開孔面積の和SS、底部吐出孔13の開孔面積の和SB、底面部11のノズル内部側の底面積S、側部吐出孔の高さH、側部吐出孔の幅Wの関係が、(1)~(3)を満たす取鍋用注入ノズル。
0.35≦SB/(SS+SB)≦0.50…(1)
0.30≦SB/S≦0.80…(2)
0.10≦H/W≦3.0…(3)
【選択図】図1
特許請求の範囲
【請求項1】
取鍋内の溶鋼をタンディッシュ内に注入する注入ノズルであって、
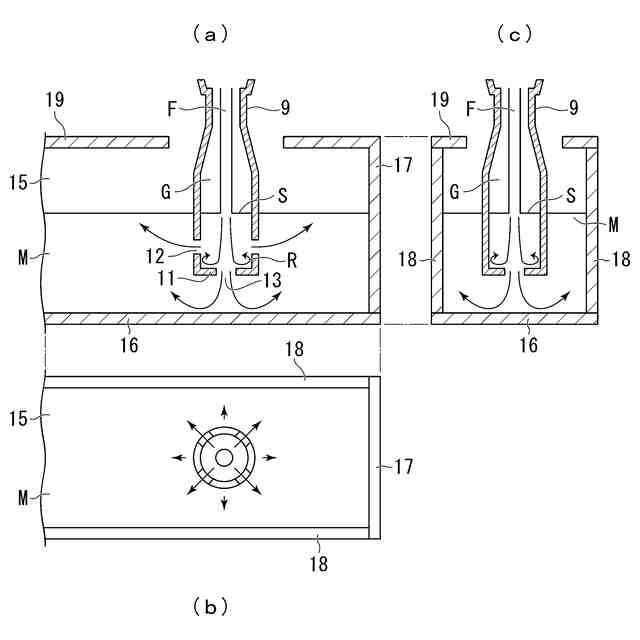
前記注入ノズルには、筒状のノズル側壁部と、前記ノズル側壁部の下端に位置する底面部とが備えられ、
前記ノズル側壁部には、前記タンディッシュ長手方向に平行かつノズル中心を通る仮想面に対して対称な位置に、少なくとも2つの側部吐出孔が一対で設けられ、
前記底面部には、1つ以上の底部吐出孔が設けられ、
前記側部吐出孔の開孔面積の和をSSとし、前記底部吐出孔の開孔面積の和をSBとし、前記底面部のノズル内部側の底面積をSとし、側部吐出孔の高さをHとし、側部吐出孔の幅をWとしたとき、総開孔面積に対する底部吐出孔の開孔面積の比SB/(SS+SB)が下記(1)式の範囲であり、前記底面部の底面積Sに対する底部吐出孔の開孔面積の和SBとの比SB/Sが下記(2)式の範囲であり、側部吐出孔の高さと幅との比H/Wが下記(3)式の範囲であることを特徴とする取鍋用注入ノズル。
0.35≦SB/(SS+SB)≦0.50 … (1)
0.30≦SB/S≦0.80 … (2)
0.10≦H/W≦3.0 … (3)
続きを表示(約 610 文字)
【請求項2】
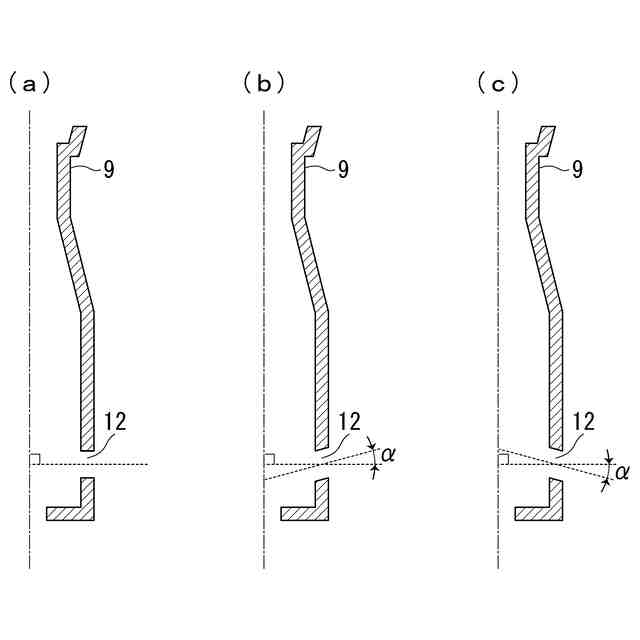
前記側部吐出孔の向きが、前記注入ノズルの長手方向に垂直な水平方向に対して上向き15°から下向き15°の範囲内にあることを特徴とする請求項1に記載の取鍋用注入ノズル。
【請求項3】
請求項1または請求項2に記載の取鍋用注入ノズルを、タンディッシュ内に挿入して前記取鍋用注入ノズルから前記タンディッシュ内に溶鋼を注入する際に、
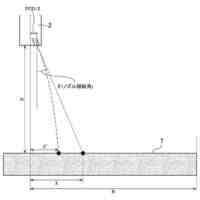
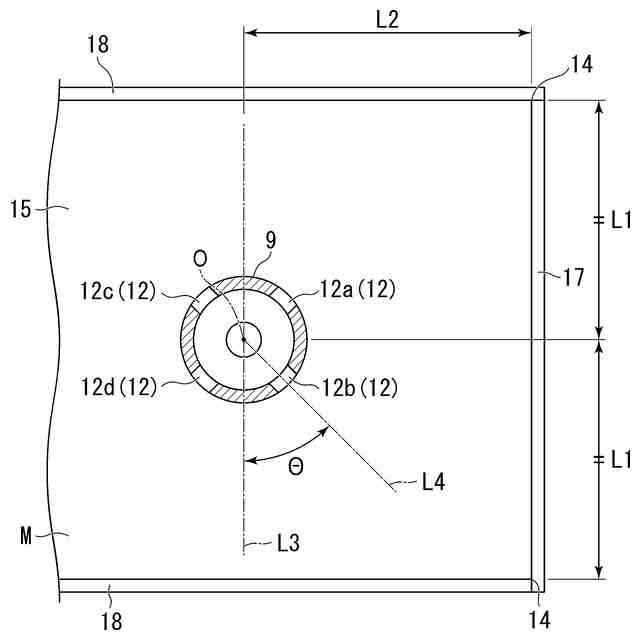
前記注入ノズルおよび前記タンディッシュを平面視した際に、前記注入ノズルを前記タンディッシュの短幅方向中央に配置し、かつ前記側部吐出孔を前記タンディッシュの長辺側面と短辺側面との角部に向くようにし、
更に、同一水平断面においてノズル中心から前記長辺側面までの最短距離をL1、ノズル中心から前記短辺側面までの最短距離をL2、ノズル中心とタンディッシュ長辺を垂直に結ぶ直線とノズル中心と吐出孔中心を結ぶ直線とのなす角をΘとしたときに、なす角Θが下記(4)式の範囲内になるように前記側部吐出孔の向きを調整した状態で、前記タンディッシュ内に前記溶鋼を注入することを特徴とする連続鋳造方法。
tan
-1
((3×L2)/(4×L1))≦Θ≦tan
-1
((4×L2)/(3×L1)) …(4)
【請求項4】
前記注入ノズルの内部に不活性ガスを供給することを特徴とする請求項3に記載の連続鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、取鍋用注入ノズル及び連続鋳造方法に関するものであり、特に、取鍋底部に設けた注入ノズルを介して、取鍋内の溶鋼をタンディッシュに注入する連続鋳造方法、並びに当該連続鋳造方法に適した取鍋用注入ノズルに関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
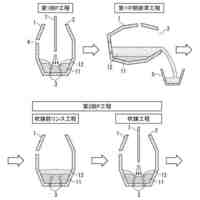
鋼の連続鋳造プロセスにおいて、精錬工程で成分と温度を調整された溶鋼は、耐火物容器である取鍋に貯留された状態で、連続鋳造工程を実施する連続鋳造機まで輸送される。輸送された溶鋼は、連続鋳造機の鋳型に注入されるが、取鍋から直接鋳型に注入すると、溶鋼の流量の制御が難しい。
【0003】
またその一方で、取鍋を交換しつつ、鋳型に継続的に溶鋼を供給して、鋳造を連続的に行う必要がある。このため、一般的には取鍋の溶鋼は、取鍋の下面に取り付けられた注入ノズルを介して、一旦取鍋下方に位置するタンディッシュと呼ばれる中間容器内に注入され、タンディッシュ内で流量調整された後、鋳型内に供給されている。
【0004】
タンディッシュは、上述のように流量を制御しつつ溶鋼を鋳型に供給する機能を持つ他に、鋼の精錬時等に不可避的に混入した酸化物を主とするスラグや、脱酸のために添加されたアルミニウムから生成されるアルミナなどの非金属介在物を、その比重が鋼の比重よりも小さいことを利用してタンディッシュ内で浮上分離させる機能を有している。これにより、溶鋼中に存在する非金属介在物などがそのまま鋳型内に供給されることが防止されて鋳片に混入する事がなく、非金属介在物などが原因で生じる圧延時や製品加工時の疵や割れなどを抑制できる。
【0005】
タンディッシュ内の溶鋼湯面上には、溶鋼中から浮上分離した介在物、保温や再酸化防止のためにタンディッシュ湯面上に供給されるタンディッシュフラックス、取鍋から流出した取鍋スラグ(以下、これらをあわせてタンディッシュスラグという場合がある)が存在する。これらはタンディッシュ内の溶鋼流動などにより溶鋼内に巻き込まれると、溶鋼の清浄性を悪化させる場合がある。特にタンディッシュの溶鋼深さが浅く、注入ノズルとタンディッシュ側壁との間の距離が短い場合には、取鍋からの注入流が底面衝突後に側壁を伝う強い上昇流となることで、タンディッシュスラグの巻き込みが生じて溶鋼の清浄性を悪化させる原因となる。よってタンディッシュスラグを溶鋼中に巻き込ませないように流動を制御する事も重要である。
【0006】
タンディッシュにおける介在物除去は重要な機能の一つであり、タンディッシュでの介在物除去の促進を図るために、特許文献1ではタンディッシュ内部への堰の設置、非特許文献1ではタンディッシュ大型化による非金属介在物の浮上時間の確保、非特許文献2ではガス吹き込みによって生成する気泡を用いた除去が行われてきた。
【0007】
しかし、特許文献1に記載の技術では、粗大な非金属介在物は除去できるが、数μmオーダーの微細な非金属介在物を除去する事は困難である。
【0008】
また、非特許文献1に記載の技術では、介在物の滞留時間を大きくすることは可能であるが、やはり微細な介在物を除去することは困難である。また、タンディッシュの容積が大きくなることから耐火物コストも高くなる。さらに、溶鋼表面積が大きくなることで再酸化による清浄性悪化の懸念もある。
【0009】
また、非特許文献2に記載の技術では、単に溶鋼中にガスを吹き込むだけでは気泡が大きく成長し、単位ガス体積当たりの表面積を稼ぐことが出来ずに、介在物の除去を効率的に行うことが出来ない。また、タンディッシュ湯面で気泡が破泡する際に浮上除去された介在物やタンディッシュスラグを溶鋼中に巻き込んで清浄性を悪化させる場合がある。
【0010】
また、特許文献2では、取鍋下面に設置した注入管のタンディッシュ内溶鋼中に浸漬させた部位に、注入管の内面側に露出させたポーラス煉瓦から、アルゴンと、溶鋼に溶解可能な非酸化性ガスとの混合ガスを注入管内に吹き込みながら、取鍋内の溶鋼をタンディッシュ内に注入する事を特徴とする鋼の連続鋳造法が提案されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
鋼矢板
1か月前
日本製鉄株式会社
ボルト
20日前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
チタン材
2日前
日本製鉄株式会社
構造部材
9日前
日本製鉄株式会社
クランク軸
10日前
日本製鉄株式会社
耐火構造物
10日前
日本製鉄株式会社
耐火構造物
10日前
日本製鉄株式会社
耐火構造物
10日前
日本製鉄株式会社
鉄道架線柱
16日前
日本製鉄株式会社
管用ねじ継手
1か月前
日本製鉄株式会社
連続鋳造装置
24日前
日本製鉄株式会社
表面処理鋼板
1か月前
日本製鉄株式会社
連続鋳造方法
26日前
日本製鉄株式会社
連続鋳造装置
26日前
日本製鉄株式会社
管用ねじ継手
17日前
日本製鉄株式会社
転炉精錬方法
26日前
日本製鉄株式会社
油井用金属管
16日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
溶銑の製造方法
10日前
日本製鉄株式会社
金属材の冷却方法
16日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
16日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
低P鋼の溶製方法
16日前
日本製鉄株式会社
鋼の連続鋳造方法
26日前
日本製鉄株式会社
モールドパウダー
1か月前
日本製鉄株式会社
焼結装置の運転方法
9日前
日本製鉄株式会社
原燃料炭材の製造方法
1か月前
日本製鉄株式会社
連続鋳造用浸漬ノズル
17日前
日本製鉄株式会社
高力ボルト摩擦接合構造
5日前
日本製鉄株式会社
鋼板及び鋼板の製造方法
26日前
日本製鉄株式会社
スマットを除去する方法
5日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ