TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024065350
公報種別
公開特許公報(A)
公開日
2024-05-15
出願番号
2022174173
出願日
2022-10-31
発明の名称
処理装置、処理方法、およびプログラム
出願人
日本製鉄株式会社
代理人
個人
主分類
C21B
7/24 20060101AFI20240508BHJP(鉄冶金)
要約
【課題】 高炉内装入物の表面のプロフィルの算出精度を向上させる。
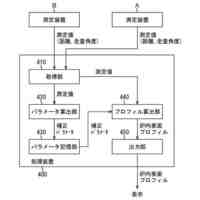
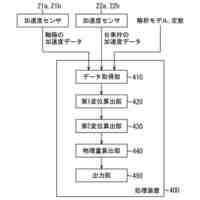
【解決手段】 処理装置400は、複数の測定装置A、Bの測定値に基づく炉内表面位置のZ座標の差に基づいて、補正パラメータλを算出する。
【選択図】 図4
特許請求の範囲
【請求項1】
高炉内装入物のプロフィルを算出する処理装置であって、
高炉内装入物の表面までの距離を測定する複数の測定装置の測定値を取得する取得部と、
複数の前記測定装置の測定値であって、前記表面の同じ位置を測定対象とする測定値に基づく前記表面の高さ方向の位置の差に基づいて、前記測定値に基づいて算出される前記表面の位置を補正するための補正パラメータの値を算出するパラメータ算出部と、
少なくとも1つの前記測定装置の測定値と、前記補正パラメータの値と、に基づいて、前記プロフィルを算出するプロフィル算出部と、
を備える、処理装置。
続きを表示(約 770 文字)
【請求項2】
前記補正パラメータは、前記測定装置の設置位置を規定する物理量と、前記測定装置の設置方向を規定する物理量と、のうちの少なくとも一方を含む、請求項1に記載の処理装置。
【請求項3】
前記パラメータ算出部は、前記表面の高さ方向の位置の差が、所定の最適化手法のアルゴリズムにおいて最小とされる前記補正パラメータの値を算出する、請求項1または2に記載の処理装置。
【請求項4】
前記所定の最適化手法は、最急降下法である、請求項3に記載の処理装置。
【請求項5】
前記パラメータ算出部は、複数のタイミングにおいて算出した前記補正パラメータの値に基づいて、前記プロフィル算出部で前記プロフィルを算出する際に用いる前記補正パラメータの値を算出する、請求項1または2に記載の処理装置。
【請求項6】
前記複数の測定装置の数は、2である、請求項1または2に記載の処理装置。
【請求項7】
高炉内装入物のプロフィルを算出する処理方法であって、
高炉内装入物の表面までの距離を測定する複数の測定装置の測定値を取得する取得工程と、
複数の前記測定装置の測定値であって、前記表面の同じ位置を測定対象とする測定値に基づく前記表面の高さ方向の位置の差に基づいて、前記測定値に基づいて算出される前記表面の位置を補正するための補正パラメータの値を算出するパラメータ算出工程と、
少なくとも1つの前記測定装置の測定値と、前記補正パラメータの値と、に基づいて、前記プロフィルを算出するプロフィル算出工程と、
を備える、処理方法。
【請求項8】
請求項1または2に記載の処理装置の各部としてコンピュータを機能させるためのプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、処理装置、処理方法、およびプログラムに関し、特に、高炉内に装入された原料のプロフィルを算出するために用いて好適なものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
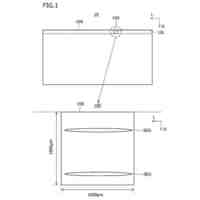
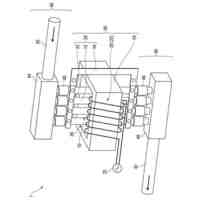
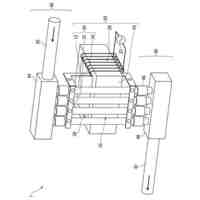
銑鉄を製造する高炉の操業では、一般に、高炉の炉頂に設置された装入装置から、粉鉄鉱石を焼き固めた焼結鉱や塊状鉄鉱石等と、コークスと、が交互に装入されて高炉内に堆積する。以下の説明では、粉鉄鉱石を焼き固めた焼結鉱や塊状鉄鉱石等を、必要に応じて鉄鉱石または鉱石と称する。また、高炉内に装入された原料(前述の例では鉄鉱石およびコークス)を、必要に応じて高炉内装入物と称する。なお、高炉内装入物のプロフィルとは、高炉内装入物の堆積面(表面)の形状を指す。
【0003】
高炉内装入物が堆積すると、高炉内に鉱石層およびコークス層が形成される。高炉の下部に形成されている羽口から吹き込まれる熱風と、コークスと、の反応によって生じるCOガスにより、鉄鉱石は加熱および還元(間接還元)される。また、鉄鉱石の一部はコークスにより直接的に還元される。このような鉄鉱石の加熱および還元により軟化融着帯が形成される。軟化融着帯は、溶銑となってコークス層の間を通過して炉底部に溜まる。以上の炉内反応等により、鉱石層およびコークス層は、高炉内において徐々に降下する。
【0004】
以上の工程において、高炉内装入物の分布を調整し、適正なガス分布を得ることは非常に重要である。したがって、例えば、高炉内装入物の分布を調整するために鉄鉱石およびコークスの装入に際し高炉内装入物のプロフィルを得ることは、高炉の操業において重要である。
【0005】
高炉内装入物のプロフィルを算出する技術として特許文献1~3に記載の技術がある。特許文献1~3には、高炉の炉頂部に、高炉の直径方向に並び、且つ、高炉の中心軸を対称軸として軸対称となるように設置された2つのマイクロ波距離計のそれぞれにおいて当該マイクロ波距離計から高炉内装入物の表面までの距離を測定し、測定した距離に基づいて高炉内装入物のプロフィルを算出することが開示されている。
【0006】
具体的に特許文献1には、高炉内装入物の表面に対するマイクロ波の入射角度が50°よりも小さくならないようにマイクロ波距離計からマイクロ波を出力することが開示されている。特許文献2には、マイクロ波距離計から高炉内装入物の表面までの距離のデータとして、当該マイクロ波距離計の設置位置と対向する側におけるデータを採用することが開示されている。特許文献3には、2つのマイクロ波距離計から高炉内装入物の表面までの距離のデータのうち、高炉内装入物の表面に対するマイクロ波の入射角度が90°に近い方のデータを採用することが開示されている。
【先行技術文献】
【特許文献】
【0007】
特開2010-174371号公報
特開2011-2241号公報
特開2014-219299号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1~3に記載の技術では、高炉内装入物の表面までの距離を測定する測定装置(特許文献1~3に記載の例では、マイクロ波距離計)が常に設計通りに測定を行うことを前提としている。しかしながら、実際の利用においては、種々の要因により、測定装置による測定が設計通りにならない場合がある。例えば、測定装置には製作誤差(個体差)がある。また、設計図面で規定されている位置に対しずれた位置に測定装置が設置される場合がある。また、設計図面で規定されている設置方向に対しずれた方向に測定装置が設置される場合がある。また、測定装置の測定開始点のずれ(いわゆるゼロ調整時におけるゼロ点のずれ)が生じる場合がある。また、経年により高炉(炉体)に歪みが生じる場合がある。また、測定装置の状態に経年変化が生じる場合がある。また、実操業時に、炉体や、測定装置の部品に熱による膨張が生じる場合がある。以上の例示した様々な要因によって測定装置による測定が設計通りにならない場合、測定装置から高炉内装入物の表面までの距離の測定データに誤差が生じる。その結果、高炉内装入物のプロフィルの算出精度が低下する。
【0009】
本発明は、以上のような問題点に鑑みてなされたものであり、高炉内装入物のプロフィルの算出精度を向上させることを目的とする。
【課題を解決するための手段】
【0010】
本発明の処理装置は、高炉内装入物のプロフィルを算出する処理装置であって、高炉内装入物の表面までの距離を測定する複数の測定装置の測定値を取得する取得部と、複数の前記測定装置の測定値であって、前記表面の同じ位置を測定対象とする測定値に基づく前記表面の高さ方向の位置の差に基づいて、前記測定値に基づいて算出される前記表面の位置を補正するための補正パラメータの値を算出するパラメータ算出部と、少なくとも1つの前記測定装置の測定値と、前記補正パラメータの値と、に基づいて、前記プロフィルを算出するプロフィル算出部と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
8日前
日本製鉄株式会社
鋼材
12日前
日本製鉄株式会社
溶接継手
13日前
日本製鉄株式会社
構造部品
14日前
日本製鉄株式会社
接合継手
22日前
日本製鉄株式会社
接合継手
22日前
日本製鉄株式会社
クランク軸
1か月前
日本製鉄株式会社
表面処理鋼板
22日前
日本製鉄株式会社
転炉吹錬方法
今日
日本製鉄株式会社
シャフト部材
16日前
日本製鉄株式会社
表面処理鋼板
22日前
日本製鉄株式会社
電磁ブレーキ装置
6日前
日本製鉄株式会社
スチールピストン
29日前
日本製鉄株式会社
被還元性評価方法
1か月前
日本製鉄株式会社
流体の電気加熱装置
20日前
日本製鉄株式会社
低りん溶鉄製造方法
16日前
日本製鉄株式会社
鉄源の溶解精錬方法
16日前
日本製鉄株式会社
鉄源の溶解精錬方法
16日前
日本製鉄株式会社
鋼管の水圧試験方法
1か月前
日本製鉄株式会社
コークスの製造方法
28日前
日本製鉄株式会社
流体の電気加熱装置
20日前
日本製鉄株式会社
高力ボルト摩擦接合構造
20日前
日本製鉄株式会社
歯車及び歯車の製造方法
1日前
日本製鉄株式会社
コークス炉の耐火物構造
1か月前
日本製鉄株式会社
建築物及び建築物の施工方法
20日前
日本製鉄株式会社
鋼歯車及び鋼歯車の製造方法
29日前
日本製鉄株式会社
重ね隅肉溶接継手の製造方法
12日前
日本製鉄株式会社
休風後の高炉の立ち上げ方法
6日前
日本製鉄株式会社
塊成化状高炉用原料の製造方法
13日前
日本製鉄株式会社
金属製部材の受熱温度の推定方法
20日前
日本製鉄株式会社
管状部材及び管状部材を含む構造体
20日前
日本製鉄株式会社
鋼摺動部品及び鋼摺動部品の製造方法
29日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
14日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
20日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ