TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024073083
公報種別
公開特許公報(A)
公開日
2024-05-29
出願番号
2022184088
出願日
2022-11-17
発明の名称
転炉吹錬方法
出願人
日本製鉄株式会社
代理人
個人
主分類
C21C
5/28 20060101AFI20240522BHJP(鉄冶金)
要約
【課題】吹錬中において、安価にフォーミングを鎮静させる転炉吹錬方法を提供する。
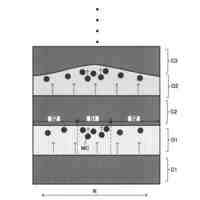
【解決手段】上吹きランスを有する炉半径R(mm)の転炉型の精錬炉における転炉吹錬方法として、スラグがない仮想的な静止浴面の表面積のうちの上吹きランス噴流の浴面衝突領域(以降、火点と称す)の割合S
1
/S
2
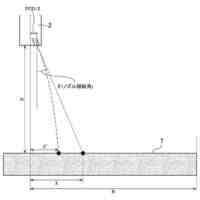
が0.5以上、かつ1つの周縁孔から吹き付けられるジェットの浴面衝突領域(火点)における炉中心から最も遠い点と炉中心との距離Iが炉半径Rの0.85倍以下となるように、前記上吹きランスから溶銑に向けて酸素ガスのジェットを吹き付けて吹錬を行う。
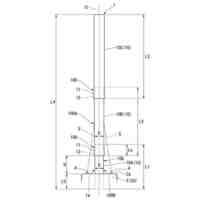
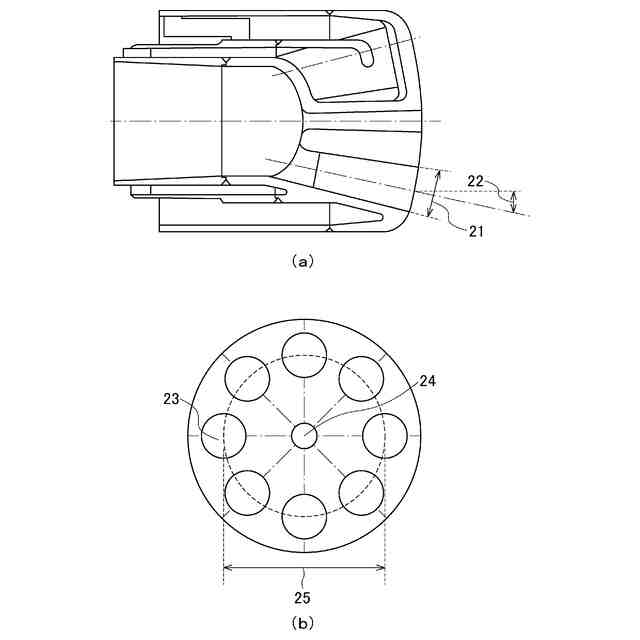
【選択図】図3
特許請求の範囲
【請求項1】
上吹きランスを有する炉半径R(mm)の転炉型の精錬炉における転炉吹錬方法であって、(4)式で規定される火点面積S
1
が(1)式を満足し、かつ(3)式に規定される、前記上吹きランスから吹き付けられるジェットの火点における炉中心から最も遠い点と炉中心との距離Iが(2)式を満足するように、前記上吹きランスから溶銑に向けて酸素ガスのジェットを吹き付けて吹錬を行うことを特徴とする転炉吹錬方法。
S
1
≧0.5S
2
(1)
I≦0.85R (2)
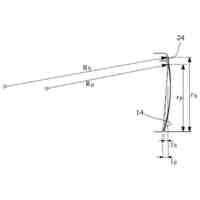
I=PCD/2+Htan(θ+α) (3)
S
1
=n×π×[H{tan(θ+α)-tan(θ-α)}/2]
2
(4)
ここで、S
2
はスラグがない仮想的な前記溶銑の静止浴面の表面積(mm
2
)を表す。PCDはナット座ピッチ直径(mm)、θはノズル傾斜角(deg)、αはジェットの広がり半角(deg)を表す。Hは前記溶銑の静止浴面から前記上吹きランスのノズル先端までの距離(mm)を表し、nは前記上吹きランスの先端における周縁孔の数(個)を表す。
続きを表示(約 350 文字)
【請求項2】
前記上吹きランスからジェットを前記溶銑に向けて吹き付ける際に、以下の(5)式及び(6)式で算出される、前記ジェットの吹き付けによる前記溶銑の静止浴面からのくぼみの深さL(mm)と前記溶銑の静止浴深さL
0
(mm)との比L/L
0
が0.04以上となる条件で吹錬を行うことを特徴とする請求項1に記載の転炉吹錬方法。
L=L
h
×exp(-0.78×H/L
h
) (5)
L
h
=54.1×(Q/(n×d))
2/3
(6)
ここで、Qは上吹き噴射流量(Nm
3
/hr)を表す。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フォーミングを抑制するための転炉吹錬方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
転炉プロセスでは、炉内に酸素を吹き込むことによって溶湯中の不純物を除去しながら昇温し、吹錬後の溶湯の成分濃度および温度を指定された範囲内に収まるように制御される。このとき、上吹きランスから吹き付けられた酸素と溶鉄中の炭素とが反応してCOガスが発生し、このCOガスにより、スラグが泡立つ現象(以下、フォーミング)が起こる。フォーミングによるスラグの膨張量が大きいと、炉からスラグが溢出する現象(以下、スロッピング)が起こってしまう。スロッピングが起こると、鉄歩留りの低下を引き起こすだけではなく、操業中断を招いたりするため、スラグのフォーミングを鎮静または抑制する方法が検討されている。スラグのフォーミングを鎮静させる方法としては、一般的には、フォーミングしたスラグに鎮静材を投入することが行われている。
【0003】
特許文献1には、スラグのフォーミングを抑制する方法として、上吹きランスから送酸開始後3分以内に炭材を投入する方法が開示されている。また、特許文献2には、スラグのフォーミングを鎮静させる方法として、スラグの上部から棒体の挿入及び引抜きを行うことで、スラグにガス抜き用の開口を形成する方法が開示されている。
【0004】
さらに、特許文献3には、フォーミングの鎮静方法として、ジェット流をスラグ表面に衝突させ、その時に生じる衝突力によってスラグ表層部分にガス気泡抜気孔を形成し、スラグ中に滞留したガス気泡を抜気する方法が開示されている。さらに、特許文献4には、吹錬処理が行われていない待機状態でフォーミングを鎮静させる方法として、フォーミングした場合に、上吹きランスからガスを吹き込む方法が開示されている。さらに、特許文献5には、上吹きランスには中心軸の周囲に配置されているノズルの孔数が7~13個のものを用い、ガス(ジェット)の溶銑への侵入比が0.3~1.0、かつランス前圧が1.0~2.0MPaGとなる条件で吹錬を行う方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特許第3888313号公報
特開平10-183217号公報
特許第6221705号公報
特開2019-94522号公報
特開2021-147669号公報
【非特許文献】
【0006】
瀬川清:鉄冶金反応工学p.94(1977)
【発明の概要】
【発明が解決しようとする課題】
【0007】
非吹錬時のフォーミングと比較して、吹錬中は精錬反応が活発に進行しており、フォーミングも激しい状態となっている。そのため、吹錬中のフォーミングを鎮静させるためには、鎮静材を投入する方法では大量の鎮静材が必要となり、フォーミングを鎮静させたとしても、コストの観点から鎮静した利得が十分に得られない可能性がある。
【0008】
また、特許文献1に記載の方法では、スラグのフォーミングを未然に抑える方法であるが、実際にフォーミングが発生した場合には対応することができない。また、特許文献3に記載の方法では、フォーミングを鎮静させるために、高圧でガスを吹き付けることが可能な通常とは異なる上吹きランスを設置しなければならない。そのため、多くのコストがかかってしまう。さらに、特許文献4に記載の方法は、吹錬処理が行われていない状態でフォーミングを鎮静させる方法であるため、吹錬時に発生するフォーミングには対応することができない。
【0009】
本発明は前述の問題点を鑑み、吹錬中において、安価にフォーミングを鎮静させる転炉吹錬方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
転炉型の精錬処理において、上吹きランスから酸素ガスを吹き付けた際、酸素ジェットはスラグを貫通して溶鉄に衝突する。本発明者らは、まず、スラグのフォーミングが抑制されるメカニズムについて検討した。転炉型の精錬処理において上吹きランスからガスを吹き付けると、ジェットはスラグを貫通して溶銑に衝突する。このとき、ジェット流の側面からスラグが巻き込まれ、巻き込まれたスラグ中の気泡がジェットによって物理的に破壊される。このため、上吹きランスからガスを吹き付けることによって、ある程度のフォーミング抑制効果があると考えられる。そこで、本発明者らは、ジェット流にスラグが巻き込まれる現象に着目し、より多くのスラグを巻き込むことで、フォーミング抑制効果を増大させることができる点に着目した。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
鋼材
14日前
日本製鉄株式会社
ボルト
18日前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼矢板
28日前
日本製鉄株式会社
チタン材
今日
日本製鉄株式会社
構造部材
7日前
日本製鉄株式会社
クランク軸
8日前
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
鉄道架線柱
14日前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
表面処理鋼板
1か月前
日本製鉄株式会社
連続鋳造方法
24日前
日本製鉄株式会社
油井用金属管
14日前
日本製鉄株式会社
管用ねじ継手
15日前
日本製鉄株式会社
連続鋳造装置
22日前
日本製鉄株式会社
連続鋳造装置
24日前
日本製鉄株式会社
転炉精錬方法
24日前
日本製鉄株式会社
管用ねじ継手
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
溶銑の製造方法
8日前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
開孔機の冷却方法
1か月前
日本製鉄株式会社
バッテリーケース
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
24日前
日本製鉄株式会社
鋼の連続鋳造方法
14日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
金属材の冷却方法
14日前
日本製鉄株式会社
低P鋼の溶製方法
14日前
日本製鉄株式会社
モールドパウダー
28日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ