TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024070570
公報種別
公開特許公報(A)
公開日
2024-05-23
出願番号
2022181154
出願日
2022-11-11
発明の名称
電磁ブレーキ装置
出願人
日本製鉄株式会社
代理人
個人
主分類
B22D
11/11 20060101AFI20240516BHJP(鋳造;粉末冶金)
要約
【課題】 鋳造対象の鋳片の厚みに応じて吐出流の流速および対向流の流速を調整することができる電磁ブレーキ装置を提供する。
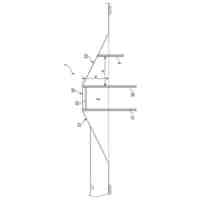
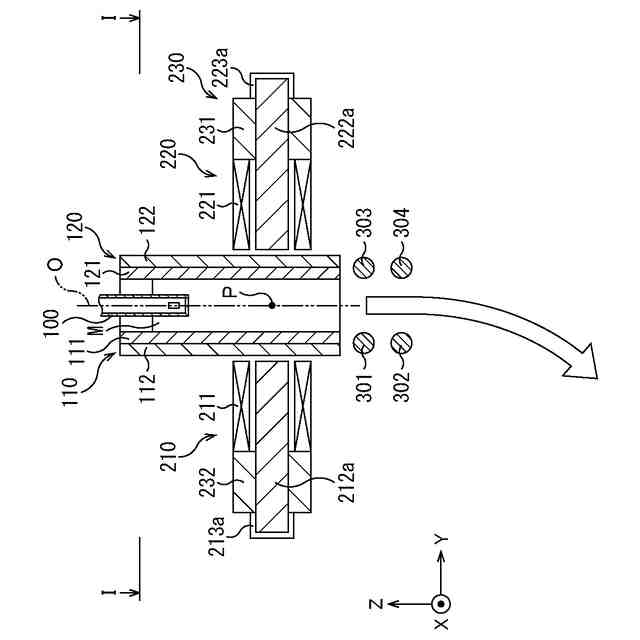
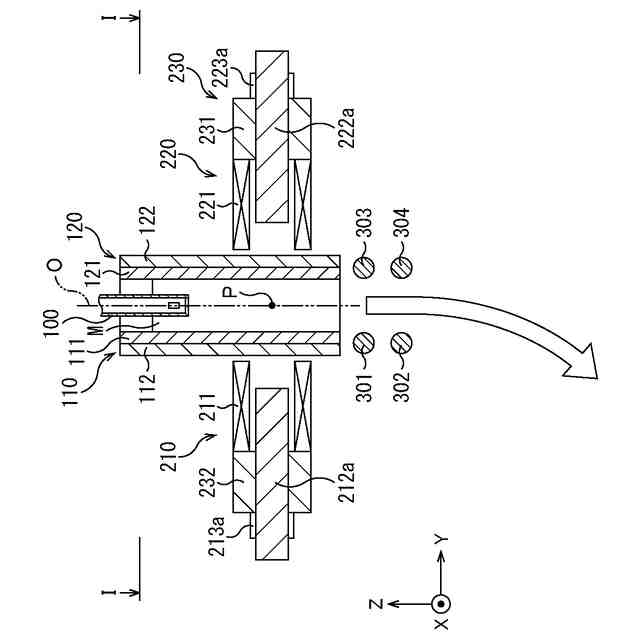
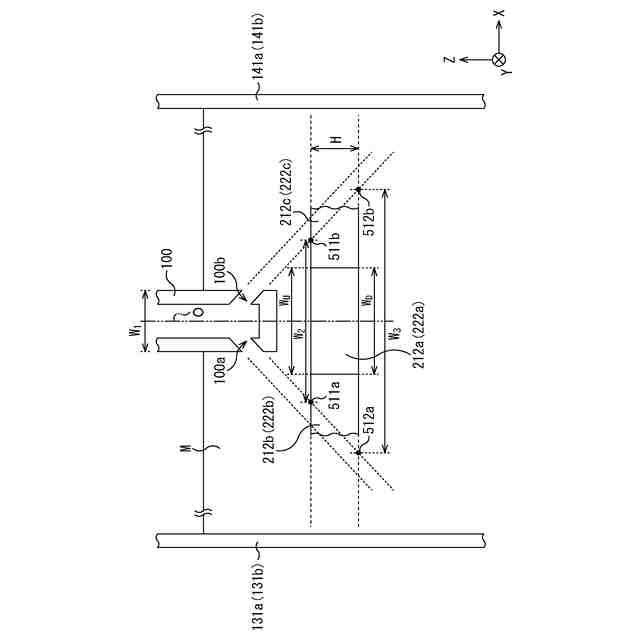
【解決手段】 浸漬ノズル100の吐出口100a、100bのX軸方向における位置が可動部分212a、222aのX軸方向における位置に含まれるように可動部分212a、222aを配置する。このように配置された可動部分212aがY軸方向に移動することにより、可動部分212a、222aおよび鋳型の間隔と、非可動部分212b、212c、222b、222cおよび鋳型の間隔と、を異ならせることを可能とする。
【選択図】 図4
特許請求の範囲
【請求項1】
連続鋳造設備の鋳型の内部に浸漬ノズルの吐出口から吐出される溶鋼の下向きの流速を低減させるための電磁ブレーキ装置であって、
前記鋳型の厚み方向において前記鋳型を介して相互に対向する位置に配置される2つの電磁石を有し、
前記2つの電磁石は、前記鋳型の厚み方向において前記鋳型を介して相互に対向する位置に配置される鉄心と、当該鉄心に対して巻き回されるコイルと、を有し、
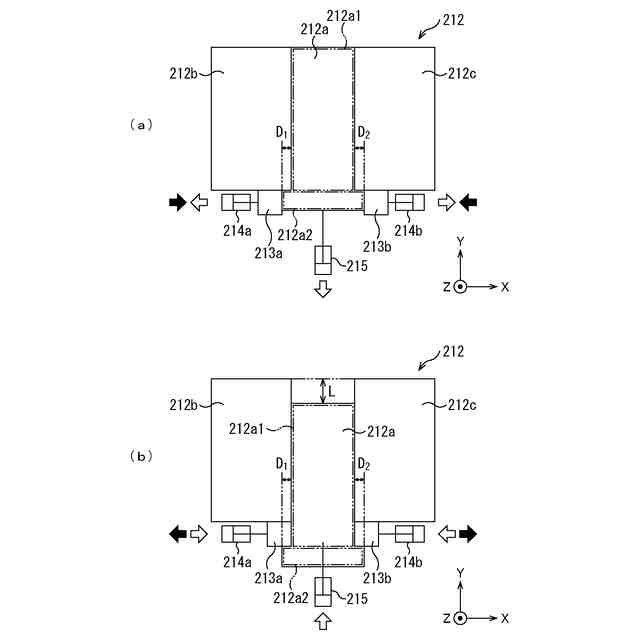
前記2つの電磁石のうちの少なくとも1つの前記電磁石が有する前記鉄心は、前記鋳型の厚み方向に移動可能な可動部分を有し、
前記鋳型の厚み方向に前記可動部分が移動することより、前記可動部分と前記鋳型との間隔と、当該可動部分を有する前記鉄心の当該可動部分以外の部分と前記鋳型との間隔と、を異ならせることが可能であり、
前記可動部分の、前記鋳型の幅方向における位置に、前記吐出口の、前記鋳型の幅方向における位置が含まれる、電磁ブレーキ装置。
続きを表示(約 340 文字)
【請求項2】
前記鋳型の厚み方向に前記可動部分が移動することより、当該可動部分と前記鋳型との間隔と、当該可動部分を有する前記鉄心の当該可動部分以外の部分と前記鋳型との間隔と、を同じにすることが可能である、請求項1に記載の電磁ブレーキ装置。
【請求項3】
前記鋳型の幅方向における前記可動部分の端部の位置は、前記鋳型の幅方向における前記浸漬ノズルの端部の位置と同じ、または、前記鋳型の幅方向の端部における前記浸漬ノズルの端部の位置よりも外側にある、請求項1または2に記載の電磁ブレーキ装置。
【請求項4】
前記可動部分を移動させる手段とは別の手段によって1つの前記鉄心の全体が前記鋳型の厚み方向に移動する、請求項1または2に記載の電磁ブレーキ装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電磁ブレーキ装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
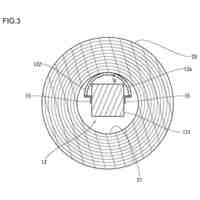
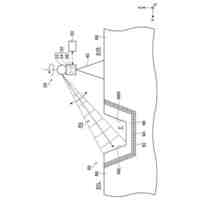
連続鋳造設備では、取鍋から溶鋼(金属溶湯)がタンディッシュに供給される。タンディッシュに供給された溶鋼は、浸漬ノズルを介して鋳型内に注入される。このとき浸漬ノズルの吐出口の閉塞を抑制するために、浸漬ノズルに不活性ガス(例えばアルゴンガスまたは窒素ガス)が吹き込まれる場合がある。鋳型は、2つの短辺部と2つの長辺部とを有する。2つの短辺部は、鋳造対象の鋳片の幅に応じた間隔を有した状態で相互に対向する位置に配置される。2つの長辺部は、鋳造対象の鋳片の厚みに応じた間隔を有した状態で相互に間隔を有した状態で配置される。2つの長辺部と2つの短辺部とにより囲まれる領域は、中空の直方体形状の領域になる。この領域が、鋳型の内部の領域になる。
【0003】
鋳型内において溶鋼が冷却されることにより、溶鋼の表面側から凝固殻が形成される。また、鋳型内の溶鋼にはパウダーが随時添加される。パウダーの薄膜は、鋳型の内部の溶鋼の表面に加え、鋳型の内壁面と凝固殻との間にも存在する。このようにしてパウダーを添加することにより、溶鋼の保温と、溶鋼の酸化の防止と、溶鋼中の介在物の吸収と、凝固殻の潤滑性の確保と、溶鋼の熱の抜熱の調整とを行う。
【0004】
鋳型から下方に引き出された鋼の搬送経路に沿うように、鋳型の下方には、複数対のピンチロールが配置される。ピンチロールの外側には、複数の冷却スプレーが配置される。複数の冷却スプレーは、鋳型から下方に引き出された鋼を冷却するための冷却水を当該鋼に対して噴射する。
【0005】
このように、鋳型の内部の注入された溶鋼は、鋳型で冷却され、その表面から凝固殻が形成されて凝固する。表面は凝固殻となっているが内部は凝固していない鋼が、ピンチロールによって挟まれながら鋳型の下端部から連続的に引き出される。このようにして鋳型から引き出される過程で、冷却スプレーから噴射される冷却水によって鋼の冷却を進めることで、内部まで鋼を凝固させる。このようにして凝固した鋼は、連続鋳造機の下流側で所定の大きさに切断され、スラブ、ブルーム、ビレット等、断面の形状が異なる鋳片が製造される。
【0006】
以上のようにして連続鋳造機で鋳片を製造する際に、気泡やアルミナ等の介在物が湯面まで浮上せず(パウダーに吸着されず)下向きの溶鋼の流動によって溶鋼の内部に進入することがある。この状態で鋼が鋳型から引き出されると、当該気泡や介在物に起因して鋳片の内部に欠陥が生じる。この欠陥は、鋼材の機械的特性を低下させる等、鋼材の品質に影響を及ぼす。
【0007】
そこで、浸漬ノズルから鋳型の内部に溶鋼が注入されることにより生じる下向きの溶鋼の流速を低減させるために電磁ブレーキ装置が配置される。電磁ブレーキ装置は、2つの電磁石を有する。以下の説明では、浸漬ノズルから鋳型の内部に吐出される溶鋼を、必要に応じて吐出流と称する。2つの電磁石は、鋳型の厚み方向において鋳型の長辺部を介して相互に対向するように間隔を有して配置される。2つの電磁石はそれぞれ、コイルおよび鉄心(コア)を有する。この電磁石によって導電体である溶鋼に直流磁界を印加すると、吐出流の進行方向とは逆向きの電磁力を溶鋼に作用させることができる。従って、吐出流の流速を低減させる領域に合わせて電磁石を配置することにより、吐出流の流速を低減させることができる。また、電磁石の幅を鋳型の幅に合わせることにより、幅方向全体の下向きの溶鋼の流速を低減させることができる。
【0008】
一方で、鋳型内に直流磁界が印加されると吐出流周囲の溶鋼内にも誘導電流が流れる。そうすると、当該誘導電流および当該直流磁界に基づく電磁力が、吐出流の方向とは逆向きに働く。この電磁力により、吐出流周囲に吐出流とは逆向きの流れが発生する。この吐出流とは逆向きの流れは、浸漬ノズル周囲に沿って上向きに上昇する流れとなる。以下の説明では吐出流とは逆向きの流れを、必要に応じて対向流と称する。尚、対向流が発生する理論については非特許文献1に記載されている。
【0009】
対向流によって気泡や介在物の浮上が促進される一方、対向流が速くなりすぎると浸漬ノズル周囲に集中して浮上するようになるため操業を阻害したり(いわゆるボイリングが激しくなり)、鋳片表層に捕捉される気泡や介在物が多くなるため鋳片表層の品質が低下したりする虞がある。また、対向流が鋳型の上部の溶鋼の流動と干渉して溶鋼の流速を局所的に低下させ、その部位における鋳片の表層品質が低下する虞がある。
【0010】
対向流の流速は、吐出流の流速が速いほど、また、溶鋼内の磁束密度が高いほど速くなる。従って、対向流の流速を低減させるために、吐出流の流速を遅くすることが考えられる。しかしながら、吐出流の流速を遅くすると、鋳造速度が低下するため鋳片の生産能力が低下する。また、対向流の流速を低減させるために、溶鋼内の磁束密度を低くすることが考えられる。しかしながら、溶鋼内の磁束密度を低くすると吐出流の流速を十分に低下させることができない(すなわち電磁ブレーキ装置としての機能を十分に発揮させることができない)。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
26日前
日本製鉄株式会社
堤防
6日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
構造部品
1か月前
日本製鉄株式会社
転炉吹錬方法
18日前
日本製鉄株式会社
コイル搬送吊具
13日前
日本製鉄株式会社
溶銑の脱珪方法
17日前
日本製鉄株式会社
表面処理金属板
9日前
日本製鉄株式会社
電磁ブレーキ装置
24日前
日本製鉄株式会社
焼結鉱の製造方法
6日前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
日本製鉄株式会社
低りん溶鉄製造方法
1か月前
日本製鉄株式会社
溶接継手、及びタンク
11日前
日本製鉄株式会社
溶接継手、及びタンク
11日前
日本製鉄株式会社
歯車及び歯車の製造方法
19日前
日本製鉄株式会社
チタン合金板の製造方法
10日前
日本製鉄株式会社
フレーム部材及びパネル材
5日前
日本製鉄株式会社
休風後の高炉の立ち上げ方法
24日前
日本製鉄株式会社
重ね隅肉溶接継手の製造方法
1か月前
日本製鉄株式会社
塊成化状高炉用原料の製造方法
1か月前
日本製鉄株式会社
基礎構造の施工方法及び基礎構造
3日前
日本製鉄株式会社
検知装置、検知方法及び検知プログラム
17日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
日本製鉄株式会社
バッテリケースの筐体およびバッテリケース
18日前
日本製鉄株式会社
トーションビーム用鋼管およびその製造方法
3日前
日本製鉄株式会社
規格外鋳片長さ決定方法、及び、連続鋳造方法
26日前
日本製鉄株式会社
鋼管用ねじ継手及び鋼管用ねじ継手の締結方法
20日前
日本製鉄株式会社
溶融材料の漏出解析方法及び漏出解析プログラム
1か月前
日本製鉄株式会社
樋形状の計測方法、及び、樋形状の計測システム
1か月前
日本製鉄株式会社
コークス炉代替燃料ガス及びコークス炉の保温方法
19日前
日本製鉄株式会社
スポット溶接継手の製造方法及びスポット溶接継手
11日前
日本製鉄株式会社
判定装置、判定方法及びコンピュータープログラム
5日前
日本製鉄株式会社
計画立案装置、計画立案方法及び計画立案プログラム
1か月前
日本製鉄株式会社
焼成指標推定方法及びドワイトロイド式焼結機の操業方法
5日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ