TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024075423
公報種別
公開特許公報(A)
公開日
2024-06-03
出願番号
2022186883
出願日
2022-11-22
発明の名称
コイル搬送吊具
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
B66C
1/24 20060101AFI20240527BHJP(巻上装置;揚重装置;牽引装置)
要約
【課題】腰折れの発生を防止することのできるコイル搬送吊具を提供する。
【解決手段】コイル搬送吊具は、コイル20の搬送に用いられる。コイル搬送吊具は、フックを備える。フックは、水平方向に延びるアーム部(12)を含む。アーム部(12)の上面は、アーム部(12)の延在方向に垂直な断面視で円弧形状を有する。
【選択図】図3
特許請求の範囲
【請求項1】
コイルの搬送に用いられるコイル搬送吊具であって、
水平方向に延びるアーム部を含むフックを備え、
前記アーム部の上面は、前記アーム部の延在方向に垂直な断面視で円弧形状を有する、コイル搬送吊具。
続きを表示(約 510 文字)
【請求項2】
請求項1に記載のコイル搬送吊具であって、
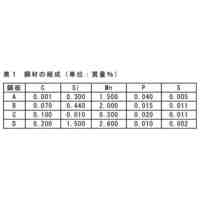
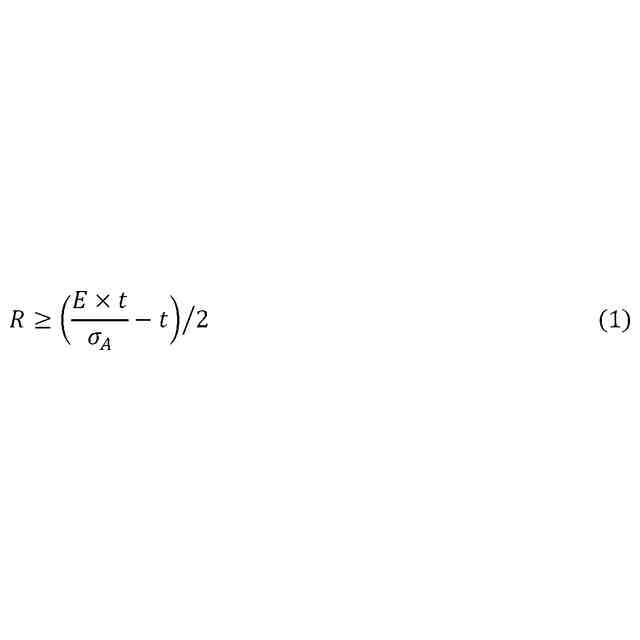
前記アーム部の延在方向に垂直な断面視における前記アーム部の前記上面の曲率半径Rは、前記コイルのヤング率がE、降伏点がσ
A
、及び板厚がtであるとき、下記の式(1)を満たす、コイル搬送吊具。
TIFF
2024075423000006.tif
17
160
【請求項3】
請求項1に記載のコイル搬送吊具であって、
前記アーム部の延在方向に垂直な断面視における前記アーム部の前記上面の中心角は、130°以上である、コイル搬送吊具。
【請求項4】
請求項2に記載のコイル搬送吊具であって、
前記アーム部の延在方向に垂直な断面視における前記アーム部の前記上面の中心角は、130°以上である、コイル搬送吊具。
【請求項5】
請求項1~4のいずれか1項に記載のコイル搬送吊具であって、
前記アーム部は、本体部と、前記本体部に取り付けられたアタッチメントと、を含み、
前記アタッチメントは、前記アーム部の前記上面を形成する、コイル搬送吊具。
発明の詳細な説明
【技術分野】
【0001】
本開示は、コイル搬送吊具に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
金属板をロール状に丸めたコイルは大きくて重い。このようなコイルを搬送するために、通常、コイル搬送吊具が用いられる。従来、コイル搬送吊具として、Cフックが用いられている(例えば、特許文献1)。Cフックは、水平方向に延びるアーム部と、アーム部の上方に位置し、アーム部と同じ方向に延びる固定部と、上下方向に延び、固定部とアーム部とを連結する連結部と、からなる。アーム部、固定部及び連結部により、C字形状が形成される。固定部は、天井クレーン等からワイヤーで吊られるフレームに固定されている。コイルの搬送には、トング型(リフター型)のフックが用いられる場合もある。
【0003】
Cフックを用いてコイルを搬送する際、天井クレーンによりCフックが操作される。具体的には、Cフックのアーム部がコイルの中心孔に挿入される。その状態でCフックが上昇して、コイルを吊り上げる。そして、Cフックが水平移動し、これにより、コイルが適切な場所に搬送される。
【先行技術文献】
【特許文献】
【0004】
実開平5-86977号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
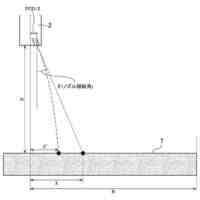
金属板製造過程において、コイルが変形しやすい場合がある。例えば、巻きの緩いコイルは変形しやすい。変形しやすいコイルをCフック等のコイル搬送吊具を用いて搬送する場合、コイルは自重により楕円状に変形し、コイルの内周がCフックのアーム部の角と接触する。すると、コイルの内周の曲率半径はアーム部の角近傍において急激に小さくなる。つまり、アーム部の角近傍において、コイルの内周が急激に曲がる。このため、コイルの内周に発生する応力が局所的に大きくなる。その結果、コイルの内周に腰折れが発生する恐れがある。
【0006】
本開示の目的は、腰折れの発生を防止することのできるコイル搬送吊具を提供することである。
【課題を解決するための手段】
【0007】
本開示に係るコイル搬送吊具は、コイルの搬送に用いられる。コイル搬送吊具は、フックを備える。フックは、水平方向に延びるアーム部を含む。アーム部の上面は、アーム部の延在方向に垂直な断面視で円弧形状を有する。
【発明の効果】
【0008】
本開示に係るコイル搬送吊具によれば、腰折れの発生を防止することができる。
【図面の簡単な説明】
【0009】
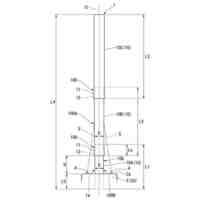
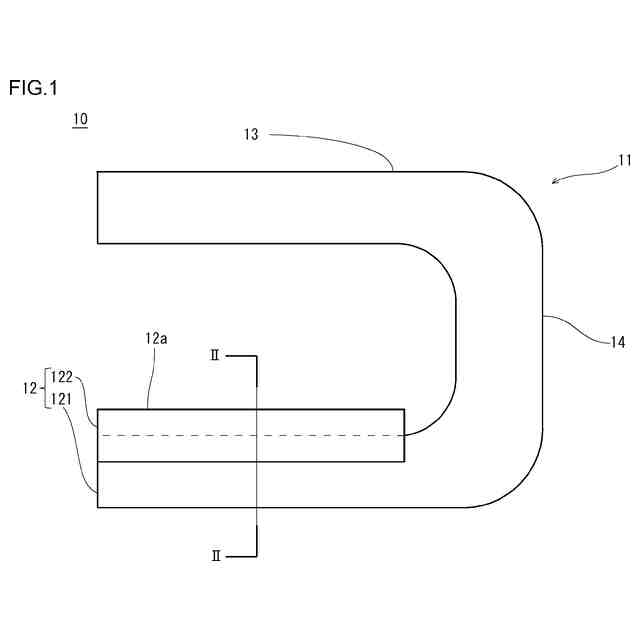
図1は、実施形態に係るコイル搬送吊具の側面図である。
図2は、図1のII-II断面図である。
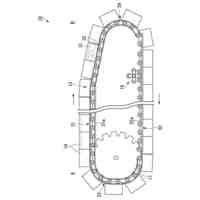
図3は、コイルに実施形態に係るコイル搬送吊具を挿入したときの様子を示す模式図である。
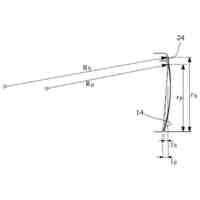
図4は、コイルの搬送時の様子を示す模式図である。
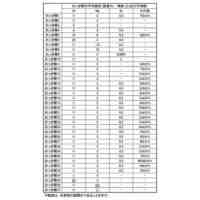
図5は、実施例の結果を示す図である。
図6は、実施例の結果を示す図である。
【発明を実施するための形態】
【0010】
コイルに腰折れが発生するのを抑制する手法として、コイルの中心孔に円筒状のスリーブを挿入することが考えられる。この場合、スリーブ内にCフックのアーム部が挿入され、その状態でコイルが搬送される。このとき、スリーブは、例えばクレーンを用いてコイルの中心孔に挿入される。スリーブの外径は、コイルの内径と同程度の大きさにする必要がある。そのため、コイルに対してスリーブを挿脱する作業に高い精度が要求される。また、コイルに対してスリーブを挿脱する作業において、スリーブがコイルの内周と擦れることにより、コイルの一部がテレスコピック状に飛び出す恐れもある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
14日前
日本製鉄株式会社
鋼矢板
28日前
日本製鉄株式会社
ボルト
18日前
日本製鉄株式会社
チタン材
今日
日本製鉄株式会社
構造部材
7日前
日本製鉄株式会社
鉄道架線柱
14日前
日本製鉄株式会社
クランク軸
8日前
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
管用ねじ継手
15日前
日本製鉄株式会社
連続鋳造方法
24日前
日本製鉄株式会社
油井用金属管
14日前
日本製鉄株式会社
転炉精錬方法
24日前
日本製鉄株式会社
表面処理鋼板
1か月前
日本製鉄株式会社
連続鋳造装置
24日前
日本製鉄株式会社
連続鋳造装置
22日前
日本製鉄株式会社
管用ねじ継手
1か月前
日本製鉄株式会社
溶銑の製造方法
8日前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
モールドパウダー
28日前
日本製鉄株式会社
低P鋼の溶製方法
14日前
日本製鉄株式会社
鋼の連続鋳造方法
24日前
日本製鉄株式会社
金属材の冷却方法
14日前
日本製鉄株式会社
鋼の連続鋳造方法
14日前
日本製鉄株式会社
焼結装置の運転方法
7日前
日本製鉄株式会社
連続鋳造用浸漬ノズル
15日前
日本製鉄株式会社
原燃料炭材の製造方法
1か月前
日本製鉄株式会社
高温流体の配管移送装置
8日前
日本製鉄株式会社
高力ボルト摩擦接合構造
1か月前
日本製鉄株式会社
鋼板及び鋼板の製造方法
24日前
日本製鉄株式会社
スマットを除去する方法
3日前
日本製鉄株式会社
高力ボルト摩擦接合構造
3日前
日本製鉄株式会社
光触媒及びその製造方法
24日前
日本製鉄株式会社
薄鋼板および連続鋳造鋳片
14日前
日本製鉄株式会社
Cu含有鋼鋳片の製造方法
14日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ