TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024071808
公報種別
公開特許公報(A)
公開日
2024-05-27
出願番号
2022182234
出願日
2022-11-15
発明の名称
鋼管用ねじ継手及び鋼管用ねじ継手の締結方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
主分類
F16L
15/04 20060101AFI20240520BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】一方の鋼管と他方の鋼管とを適切に締結することができる鋼管用ねじ継手を提供する。
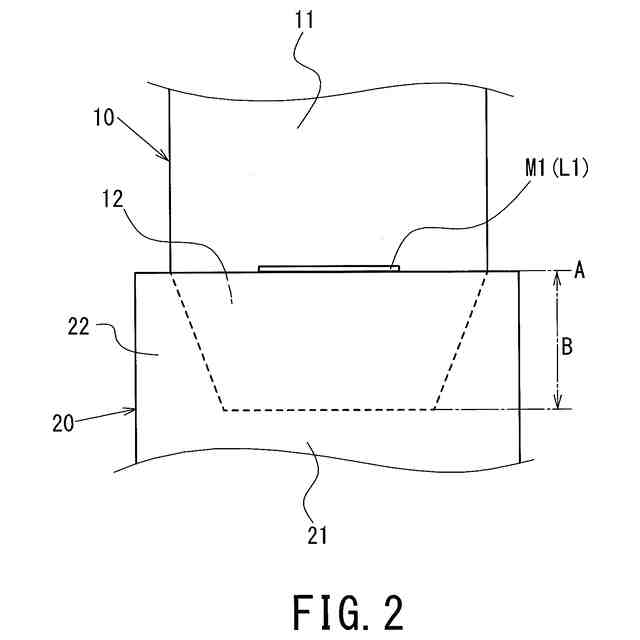
【解決手段】鋼管用ねじ継手1は、鋼管10と鋼管20とを備える。鋼管10は、管本体11と、外周面に雄ねじ13が形成されたピン12とを含む。鋼管20は、管本体21と、内周面に雌ねじ23が形成され、ピン12がねじ込まれてピン12と締結されるボックス22とを含む。管本体11は、管本体11の外周面にストップマークM1を有する。ストップマークM1は、軸方向位置Aを含んでいる。締結過程において、ストップマークM1がボックス22の先端と一致したときに、或いは、ストップマークM1がボックス22の先端を越えたときに、鋼管10と鋼管20との締結が完了する。
【選択図】図2
特許請求の範囲
【請求項1】
鋼管同士を連結するための鋼管用ねじ継手であって、
第1鋼管と、第2鋼管とを備え、
前記第1鋼管は、第1管本体と、前記第1鋼管の先端部に形成される管状のピンと、前記第1鋼管の外周面に設けられる第1ストップマークとを含み、
前記第2鋼管は、第2管本体と、前記第2鋼管の先端部に形成され、前記ピンがねじ込まれて前記ピンと締結される管状のボックスとを含み、
前記ピンは、前記ピンの先端と前記管本体との間に位置し、前記ピンの外周面に形成される雄ねじを含み、
前記ボックスは、前記雄ねじに対応し、前記ボックスの内周面に形成される雌ねじを含み、
前記第1ストップマークは、締結完了時に前記ボックスの先端と前記雌ねじとの間に位置付けられる軸方向位置Aを含む、鋼管用ねじ継手。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載の鋼管用ねじ継手であって、
前記第1ストップマークは、前記第1鋼管の外周面に軸方向に延びるように設けられており、
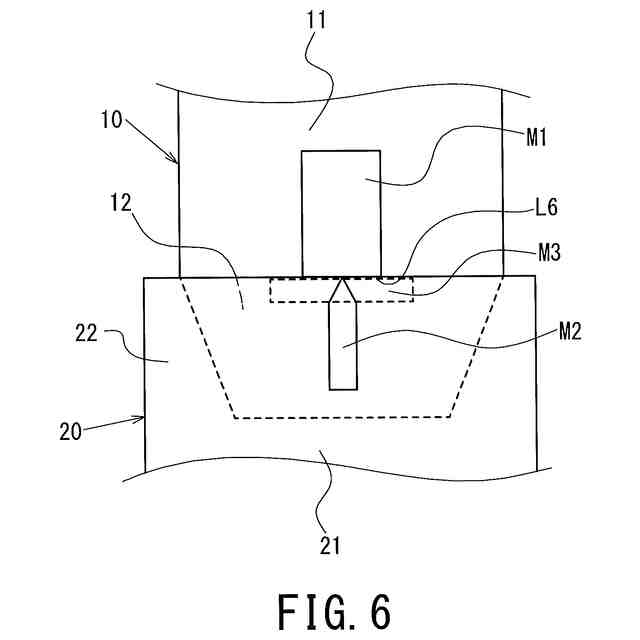
前記第2鋼管は、さらに、前記第2鋼管の外周面に設けられ、軸方向に延びる第2ストップマークを含み、
前記第1ストップマークは、締結完了時に周方向において前記第2ストップマークと前記第2ストップマークよりも第2管本体の締め付け方向奥側との間に位置付けられる、鋼管用ねじ継手。
【請求項3】
請求項2に記載の鋼管用ねじ継手であって、
前記第1ストップマークは、周方向に所定の幅を有し、
前記第2ストップマークは、締結完了時に前記第1ストップマークの所定の幅の範囲内に位置付けられる、鋼管用ねじ継手。
【請求項4】
請求項3に記載の鋼管用ねじ継手であって
前記第1ストップマークの所定の幅は、0.1d
1
π以下である、鋼管用ねじ継手。
ここで、d
1
は、第1管本体の平均外径である。
【請求項5】
請求項2に記載の鋼管用ねじ継手であって、
前記第1ストップマークは、軸方向に延びるラインを含み、
前記第2ストップマークは、周方向に所定の幅を有し、
前記第1ストップマークの前記ラインは、締結完了時に前記第2ストップマークの所定の幅の範囲内に位置付けられる、鋼管用ねじ継手。
【請求項6】
請求項5に記載の鋼管用ねじ継手であって
前記第2ストップマークの所定の幅は、0.1d
2
π以下である、鋼管用ねじ継手。
ここで、d
2
は、第2鋼管のボックス先端部の外径である。
【請求項7】
請求項1に記載の鋼管用ねじ継手であって、
前記ピンは、前記ピンの先端に形成されるピンショルダ面を含み、
前記ボックスは、前記ボックスの奥端側に形成され、締結状態において前記ピンショルダ面に接触するボックスショルダ面を含む、鋼管用ねじ継手。
【請求項8】
請求項1に記載の鋼管用ねじ継手であって、
前記軸方向位置Aと前記ピンの先端との軸方向距離Bは、以下の式(1)を満たす。
D≧B≧(D-P/2)
式(1)において、Dはメイクアップロスを示し、Pは雄ねじのねじピッチを示す。メイクアップロスは、締結完了時にボックスに収容されるピンの被収容部における締結前の軸方向長さである。
【請求項9】
請求項2~8に記載の鋼管用ねじ継手であって、
前記第1ストップマーク及び前記第2ストップマークの少なくともいずれか一方は、周方向にオフセットされている、鋼管用ねじ継手。
【請求項10】
請求項1に記載の鋼管用ねじ継手を締結する鋼管用ねじ継手の締結方法であって、
他方の鋼管を固定する工程と、
前記他方の鋼管のボックスに前記一方の鋼管のピンを締結する工程と、
前記第1ストップマークの軸方向位置が前記ボックスの先端と一致するか、又は、前記第1ストップマークの軸方向位置が前記ボックスの先端を越えているかを判定する工程と、
前記第1ストップマークの軸方向位置が前記ボックスの先端と一致している場合、又は、前記第1ストップマークの軸方向位置が前記ボックスの先端を越えている場合に、一方の鋼管と他方の鋼管との締結を完了する工程とを含む。鋼管用ねじ継手の締結方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋼管の連結に用いられる鋼管用ねじ継手及び鋼管用ねじ継手の締結方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
油井、天然ガス井又は地熱井等(以下、総称して「油井」ともいう。)においては、地下資源を採掘するためにケーシング、チュービング等の油井管が使用される。油井管は鋼管が順次連結されて成り、その連結に鋼管用ねじ継手が用いられる。
【0003】
この種の鋼管用ねじ継手の形式は、カップリング型とインテグラル型とに大別される。カップリング型の場合、連結対象の一対の管材のうち、一方の管材が鋼管であり、他方の管材がカップリングである。この場合、鋼管の両端部の外周に雄ねじが設けられ、カップリングの両端部の内周に雌ねじが設けられる。そして、鋼管の雄ねじがカップリングの雌ねじにねじ込まれ、これにより両者が締結されて連結される。鋼管用ねじ継手のカップリングもまた、鋼管である。インテグラル型の場合、連結対象の一対の管材がともに鋼管であり、別個のカップリングを用いない。この場合、鋼管の一端部の外周に雄ねじが設けられ、他端部の内周に雌ねじが設けられる。そして、一方の鋼管の雄ねじ部が他方の鋼管の雌ねじ部にねじ込まれ、これにより両者が締結されて連結される。
【0004】
一般に、雄ねじ部が形成された管端部の継手部分は、雌ねじに挿入される要素を含むことから、ピンと称される。一方、雌ねじが形成された管端部の継手部分は、雄ねじを受け入れる要素を含むことから、ボックスと称される。これらのピンとボックスは、管材の端部であるため、いずれも管状である。
【0005】
鋼管同士の連結において、適切に鋼管を締結できるか否かは締結トルクを管理することにより判断される。締結トルクは、例えば、トルクターンシステムを用いて管理される。トルクターンシステムでは、鋼管の締結過程における締結トルクと鋼管のターン数との関係がグラフ等に表示される。そのため、締結過程で生じる各種トラブル、例えば、焼き付き発生の有無等を適切に確認することができる。ただし、トルクターンシステムによる締結トルクの管理は、装置及びシステム導入時のコスト負担が大きい。そこで、コスト削減の観点から、例えば、地熱井に用いられる鋼管においては、トルクターンシステムを用いずに締結トルクを管理する方法が主流となっている。具体的には、塗布等によって外周面に位置決め用マークを付した鋼管を用いる。締結過程において、締結トルクをトルクメータにより測定し、位置決め用マークを目視確認することで、鋼管が適切に締結できているか否かを判断する。すなわち、マークの締結完了位置を管理することによって鋼管を適切に締結することができる。
【0006】
特許第4741497号公報(特許文献1)は、一続きの円筒状構成部品を開示している。一続きの円筒状構成部品は、2つの連続する構成部品を備える。一方の構成部品は、雄型ねじ山を備える。他方の構成部品は、雌型ねじ山を備える。円筒状構成部品は、一方の構成部品の雄型ねじ山を他方の構成部品の雌型ねじ山に組立てることによって組付けられる。一方の構成部品及び他方の構成部品は各々、軸方向に延びる方位マークを外周面に有する。2つの方位マークは、雄型ねじ山が雌型ねじ山に組立てられた時に、同じ角度位置に位置されるように配置される。
【0007】
特許第3753015号公報(特許文献2)は、締め付け完了位置のマーキング方法を開示している。締め付け完了位置のマーキング方法は、ダイヤルゲージを基端側に設けた油井管ねじ継手用マーキングゲージを利用する。油井管ねじ継手用マーキングゲージを油井管のねじ面に締め込みつつ、ダイヤルゲージの指針の指示値を確認し、指針の指示値が設定した範囲内になった時に正常と判断して締め込み完了位置をマーキングする。油井管の外表面には、軸方向に沿って延びる直線状のマークが形成される。
【0008】
特公平02-061679号公報(特許文献3)は、特殊なグリースを用いて特殊なジョイントを締結する際の適正なトルク範囲をシンプルかつ素早く決定する方法およびその装置を開示している。鋼鉄管用ジョイント締め付けトルクの範囲決定方法は、雄ねじと雌ねじとの各々の周囲に目印を決める工程を含む。2つの目印の位置は、2つの目印が対面する位置にきたとき、雄ねじの臼形軸承(ショルダに相当)と雌ねじの臼形軸承とが初めて接触するような位置である。2つの目印は、雄ねじ及び雌ねじの各々に対応する物指を雄ねじ及び雌ねじの各々に締め付けることにより、雄ねじ上及び雌ねじ上に付与される。2つの目印は、雄ねじ上及び雌ねじ上に軸方向に沿って直線状に延びるように付与されている。
【0009】
特願2021-201478(特許文献4)には、管用ねじ継手の製造方法が記載されている。油井において、採油ポンプ等へ電力を供給するためのケーブルが油井管の外表面に固定されることがある。ケーブルは油井管の締結完了時に一直線に並ぶ必要がある。すなわち、管用ねじ継手の製造方法は、油井管の外表面にケーブルを固定するための固定用治具が締結完了時に一直線に並ぶように周方向の締結位置を制御するものである。
【先行技術文献】
【特許文献】
【0010】
特許第4741497号公報
特許第3753015号公報
特公平02-061679号公報
特願2021-201478
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
14日前
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
鋼矢板
28日前
日本製鉄株式会社
ボルト
18日前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
チタン材
今日
日本製鉄株式会社
構造部材
7日前
日本製鉄株式会社
鉄道架線柱
14日前
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
クランク軸
8日前
日本製鉄株式会社
連続鋳造装置
24日前
日本製鉄株式会社
連続鋳造方法
24日前
日本製鉄株式会社
連続鋳造装置
22日前
日本製鉄株式会社
転炉精錬方法
24日前
日本製鉄株式会社
管用ねじ継手
15日前
日本製鉄株式会社
油井用金属管
14日前
日本製鉄株式会社
管用ねじ継手
1か月前
日本製鉄株式会社
表面処理鋼板
1か月前
日本製鉄株式会社
溶銑の製造方法
8日前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
低P鋼の溶製方法
14日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
24日前
日本製鉄株式会社
開孔機の冷却方法
1か月前
日本製鉄株式会社
モールドパウダー
28日前
日本製鉄株式会社
金属材の冷却方法
14日前
日本製鉄株式会社
鋼の連続鋳造方法
14日前
日本製鉄株式会社
焼結装置の運転方法
7日前
日本製鉄株式会社
連続鋳造用浸漬ノズル
15日前
日本製鉄株式会社
原燃料炭材の製造方法
1か月前
日本製鉄株式会社
高力ボルト摩擦接合構造
3日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ