TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024065499
公報種別
公開特許公報(A)
公開日
2024-05-15
出願番号
2022174398
出願日
2022-10-31
発明の名称
溶融材料の漏出解析方法及び漏出解析プログラム
出願人
日本製鉄株式会社
代理人
弁理士法人まこと国際特許事務所
主分類
B23K
31/00 20060101AFI20240508BHJP(工作機械;他に分類されない金属加工)
要約
【課題】流体解析を用いることなく、内部に溶融材料が充填された被充填材からの溶融材料の漏出を効率良く解析可能な漏出解析方法等を提供する。
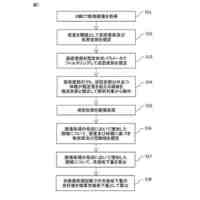
【解決手段】本発明は、内部に溶融材料が充填された被充填材からの前記溶融材料の漏出を解析する方法であって、前記溶融材料を非圧縮性の固体材料でモデル化して構造解析を行うことで、前記溶融材料の圧力を算出する構造解析工程ST1と、前記溶融材料の圧力と前記被充填材の外部の圧力との差に基づき、前記溶融材料の漏出体積を算出する漏出体積算出工程ST7と、前記漏出体積を前記溶融材料の体積ひずみで表す体積ひずみ算出工程ST8と、を有し、所定の時間ステップ毎に、前記構造解析工程、前記漏出体積算出工程及び前記体積ひずみ算出工程を、この順に繰り返し実行する。
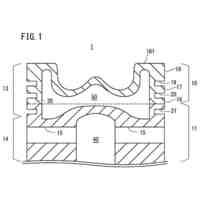
【選択図】図1
特許請求の範囲
【請求項1】
内部に溶融材料が充填された被充填材からの前記溶融材料の漏出を解析する方法であって、
前記溶融材料を非圧縮性の固体材料でモデル化して構造解析を行うことで、前記溶融材料の圧力を算出する構造解析工程と、
前記溶融材料の圧力と前記被充填材の外部の圧力との差に基づき、前記溶融材料の漏出体積を算出する漏出体積算出工程と、
前記漏出体積を前記溶融材料の体積ひずみで表す体積ひずみ算出工程と、を有し、
所定の時間ステップ毎に、前記構造解析工程、前記漏出体積算出工程及び前記体積ひずみ算出工程を、この順に繰り返し実行する、
溶融材料の漏出解析方法。
続きを表示(約 630 文字)
【請求項2】
前記溶融材料の圧力>前記被充填材の外部の圧力のときに、前記漏出体積算出工程及び前記体積ひずみ算出工程を実行する、
請求項1に記載の溶融材料の漏出解析方法。
【請求項3】
前記漏出体積算出工程において、ハーゲン・ポアズイユの法則を用いて、前記溶融材料の漏出体積を算出する、
請求項1又は2に記載の溶融材料の漏出解析方法。
【請求項4】
前記体積ひずみ算出工程において、前記漏出体積を、前記溶融材料の主たる体積減少の発現方向についてのひずみで表す、
請求項1又は2に記載の溶融材料の漏出解析方法。
【請求項5】
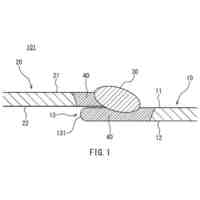
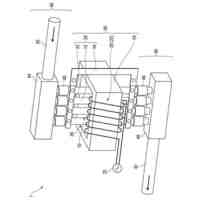
前記溶融材料は、板厚方向に重ね合わせた複数の金属板を抵抗スポット溶接することによって生じる溶金であり、
前記被充填材は、前記溶金を取り囲む非溶融金属材であり、
前記抵抗スポット溶接によって生じるスパッタによる前記溶金の主たる体積減少の発現方向が前記板厚方向であり、
前記体積ひずみ算出工程において、前記漏出体積を、前記溶金の前記板厚方向についてのひずみで表す、
請求項4に記載の溶融材料の漏出解析方法。
【請求項6】
コンピュータに、請求項1又は2に記載の溶融材料の漏出解析方法が有する前記構造解析工程と、前記漏出体積算出工程と、前記体積ひずみ算出工程と、を実行させるための溶融材料の漏出解析プログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、内部に溶融材料(例えば、板厚方向に重ね合わせた複数の金属板を抵抗スポット溶接することによって生じる溶金)が充填された被充填材(例えば、溶金を取り囲む非溶融金属材)からの溶融材料の漏出を解析する方法及びプログラムに関する。特に、本発明は、計算負荷の大きな流体解析を用いることなく、固体力学に基づく構造解析を用いて、溶融材料の漏出を効率良く解析可能な漏出解析方法及び漏出解析プログラムに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、自動車等の各種工業部材における複数の金属板の接合方法として、抵抗スポット溶接が用いられている。抵抗スポット溶接は、板厚方向に重ね合わせた複数の鋼板等の金属板を電極間に挟み、電極によって金属板を押圧しつつ通電する方法である。これにより、通電された複数の金属板の接触界面の一部が溶融して接合される。溶融した部分は、冷却凝固して溶接部(ナゲット)となる。
【0003】
ここで、スパッタ(チリ)と称される、抵抗スポット溶接によって生じる溶融材料(溶金)の飛散(溶金を取り囲む非溶融金属材からの飛散)は、作業環境を悪化させると共に、製品である工業部材表面への飛散溶金の付着により、製品品質の低下の原因となる。また、金属板が亜鉛系めっき鋼板である場合には、このスパッタによる溶金の体積減少が、溶接部に生じるLME(Liquid Metal Embrittlement、液体金属脆性)割れと称される、LMEに起因した割れを助長すると報告されている。このため、溶金の飛散(漏出)による溶金の体積減少(溶金の漏出体積)を効率良く数値解析できれば、LME割れの評価等に有効に活用できることが期待できる。
【0004】
以上の説明では、抵抗スポット溶接の場合を例に挙げて説明したが、必ずしもこれに限るものではなく、内部に溶融材料が充填された被充填材からの溶融材料の漏出を効率良く解析できれば、種々の応用に有効活用できることが期待できる。
溶融材料の漏出を解析するには、流体解析を用いることが考えられるものの、流体解析は計算負荷が大きいため、効率的ではない。
【0005】
なお、例えば、特許文献1には、電場、温度場及び応力場の連成数値解析を用いて、抵抗スポット溶接におけるスパッタの発生を予測する方法が提案されている。
しかしながら、特許文献1に記載の方法は、スパッタの発生を予測するだけに留まるのであり、スパッタ発生後の溶金の体積減少(溶金の漏出体積)を算出するものではない。
【0006】
また、特許文献2には、キャビティに溶融材料を充填する過程を、ガスがキャビティからリークすることを考慮して、順次算出する溶融材料の充填解析方法が提案されている。
しかしながら、特許文献2に記載の方法は、溶融材料のリークを解析するものではない。
【先行技術文献】
【特許文献】
【0007】
特許第5217108号公報
特開2009-45660号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記のような従来技術の課題を解決するべくなされたものであり、流体解析を用いることなく、内部に溶融材料が充填された被充填材からの溶融材料の漏出を効率良く解析可能な漏出解析方法及び漏出解析プログラムを提供することを課題とする。
【課題を解決するための手段】
【0009】
前記課題を解決するため、本発明者は、鋭意検討を行った結果、溶融材料を非圧縮性の固体材料でモデル化し、溶融材料の漏出体積を溶融材料の体積ひずみで表せば、流体解析を用いることなく、固体力学に基づく構造解析を用いて、溶融材料の漏出を効率良く解析可能であることを知見した。
【0010】
本発明は、上記の本発明者の知見に基づき完成したものである。
すなわち、前記課題を解決するため、本発明は、内部に溶融材料が充填された被充填材からの前記溶融材料の漏出を解析する方法であって、前記溶融材料を非圧縮性の固体材料でモデル化して構造解析を行うことで、前記溶融材料の圧力を算出する構造解析工程と、前記溶融材料の圧力と前記被充填材の外部の圧力との差に基づき、前記溶融材料の漏出体積を算出する漏出体積算出工程と、前記漏出体積を前記溶融材料の体積ひずみで表す体積ひずみ算出工程と、を有し、所定の時間ステップ毎に、前記構造解析工程、前記漏出体積算出工程及び前記体積ひずみ算出工程を、この順に繰り返し実行する、溶融材料の漏出解析方法を提供する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
鋼材
15日前
日本製鉄株式会社
溶接継手
16日前
日本製鉄株式会社
接合継手
25日前
日本製鉄株式会社
接合継手
25日前
日本製鉄株式会社
構造部品
17日前
日本製鉄株式会社
転炉吹錬方法
3日前
日本製鉄株式会社
表面処理鋼板
25日前
日本製鉄株式会社
表面処理鋼板
25日前
日本製鉄株式会社
シャフト部材
19日前
日本製鉄株式会社
溶銑の脱珪方法
2日前
日本製鉄株式会社
スチールピストン
1か月前
日本製鉄株式会社
電磁ブレーキ装置
9日前
日本製鉄株式会社
鉄源の溶解精錬方法
19日前
日本製鉄株式会社
低りん溶鉄製造方法
19日前
日本製鉄株式会社
鉄源の溶解精錬方法
19日前
日本製鉄株式会社
流体の電気加熱装置
23日前
日本製鉄株式会社
流体の電気加熱装置
23日前
日本製鉄株式会社
コークスの製造方法
1か月前
日本製鉄株式会社
高力ボルト摩擦接合構造
23日前
日本製鉄株式会社
歯車及び歯車の製造方法
4日前
日本製鉄株式会社
建築物及び建築物の施工方法
23日前
日本製鉄株式会社
鋼歯車及び鋼歯車の製造方法
1か月前
日本製鉄株式会社
休風後の高炉の立ち上げ方法
9日前
日本製鉄株式会社
重ね隅肉溶接継手の製造方法
15日前
日本製鉄株式会社
塊成化状高炉用原料の製造方法
16日前
日本製鉄株式会社
金属製部材の受熱温度の推定方法
23日前
日本製鉄株式会社
管状部材及び管状部材を含む構造体
23日前
日本製鉄株式会社
鋼摺動部品及び鋼摺動部品の製造方法
1か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
17日前
日本製鉄株式会社
検知装置、検知方法及び検知プログラム
2日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
23日前
日本製鉄株式会社
バッテリケースの筐体およびバッテリケース
3日前
日本製鉄株式会社
規格外鋳片長さ決定方法、及び、連続鋳造方法
11日前
日本製鉄株式会社
鋼管用ねじ継手及び鋼管用ねじ継手の締結方法
5日前
日本製鉄株式会社
流体の電気加熱装置および流体の電気加熱方法
23日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ