TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024072443
公報種別
公開特許公報(A)
公開日
2024-05-28
出願番号
2022183263
出願日
2022-11-16
発明の名称
歯車及び歯車の製造方法
出願人
日本製鉄株式会社
,
高周波熱錬株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C22C
38/00 20060101AFI20240521BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】曲げ疲労強度および面疲労強度に優れる歯車を提供する。
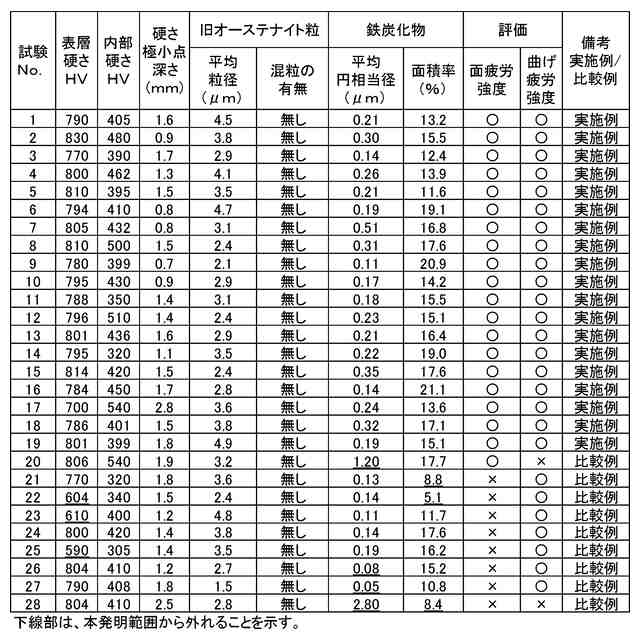
【解決手段】C、Si、Mn、Cr、S、Al、P、Nを含有し、残部:Fe及び不純物からなる鋼よりなり、最表面から50μm深さの位置における表層硬さが620~850HV0.1の範囲であり、表面から50μm深さの位置における旧オーステナイト粒の平均径が5.0μm以下、JIS G 0551:2020で規定する混粒が存在せず、最表面から50μm深さまでの領域に含まれる鉄炭化物の平均円相当径が0.10~1.0μmであり、鉄炭化物の円相当径が5.0μm以下であり、面積率が10%以上であり、最表面から内部に向かって0.1mm間隔でビッカース硬さを測定した場合の硬さ分布が極小値を持ち、極小値を示す深さが0.3~3.0mmの範囲内にある、歯車を採用する。
【選択図】なし
特許請求の範囲
【請求項1】
化学成分が、質量%で、
C :0.75%超~1.25%、
Si:0.80~2.00%、
Mn:0.50~2.00%、
Cr:1.00~2.00%、
S :0.001~0.050%、
Al:0.001~0.200%、
P :0.050%以下、
N :0.020%以下、および
O :0.0030%以下を含有し、
残部:Fe及び不純物からなる鋼よりなり、
前記鋼の最表面から50μm深さの位置における表層硬さが620~850HV0.1の範囲内であり、
前記最表面から50μm深さの位置における旧オーステナイト粒の平均径が5.0μm以下、かつJIS G 0551:2020で規定する混粒が存在せず、
前記最表面から50μm深さまでの領域に含まれる鉄炭化物の平均円相当径が0.10~1.00μmであり、鉄炭化物の円相当径が5.0μm以下であり、面積率が10%以上であり、
前記鋼の最表面から内部に向かって0.1mm間隔でビッカース硬さを測定した場合の硬さ分布が極小値を持ち、極小値を示す深さが0.3~3.0mmの範囲内にある、歯車。
続きを表示(約 2,400 文字)
【請求項2】
化学成分が、質量%で、
C :0.75%超~1.25%、
Si:0.80~2.00%、
Mn:0.50~2.00%、
Cr:1.00~2.00%、
S :0.001~0.050%、
Al:0.001~0.200%、
P :0.050%以下、
N :0.020%以下、および
O :0.0030%以下を含有し、
さらに下記A群、B群、およびC群からなる群から選択される1種又は2種以上を含有し、
残部:Fe及び不純物からなる鋼よりなり、
前記鋼の最表面から50μm深さの位置における表層硬さが620~850HV0.1の範囲内であり、
前記最表面から50μm深さの位置における旧オーステナイト粒の平均径が5.0μm以下、かつJIS G 0551:2020で規定する混粒が存在せず、
前記最表面から50μm深さまでの領域に含まれる鉄炭化物の平均円相当径が0.10~1.00μmであり、鉄炭化物の円相当径が5.0μm以下であり、面積率が10%以上であり、
前記鋼の最表面から内部に向かって0.1mm間隔でビッカース硬さを測定した場合の硬さ分布が極小値を持ち、極小値を示す深さが0.3~3.0mmの範囲内にある、歯車。
[A群]
Mo:0.20%以下、
B :0.0050%以下、
Ni:1.0%以下
Cu:0.40%以下、
からなる群から選択される1種または2種以上
[B群]
Ti:0.050%以下、
V :0.35%以下、
Nb:0.050%以下、
からなる群から選択される1種または2種以上
[C群]
Ca:0.0050%以下、
Mg:0.0050%以下、
Sn:0.100%以下、
からなる群から選択される1種または2種以上
【請求項3】
質量%で、前記A群を含有する化学成分を有する請求項2に記載の歯車。
【請求項4】
質量%で、前記B群を含有する化学成分を有する請求項2に記載の歯車。
【請求項5】
質量%で、前記C群を含有する化学成分を有する請求項2に記載の歯車。
【請求項6】
前記硬さ分布の極小値である内部硬さが300~550HV0.3の範囲内である、請求項1乃至請求項5のいずれか一項に記載の歯車。
【請求項7】
C :0.75%超~1.25%、
Si:0.80~2.00%、
Mn:0.50~2.00%、
Cr:1.00~2.00%、
S :0.001~0.050%、
Al:0.001~0.200%、
P :0.050%以下、
N :0.020%以下、および
O :0.0030%以下を含有し、
残部:Fe及び不純物からなる鋼に
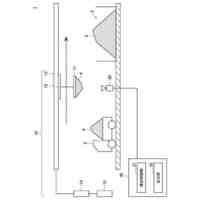
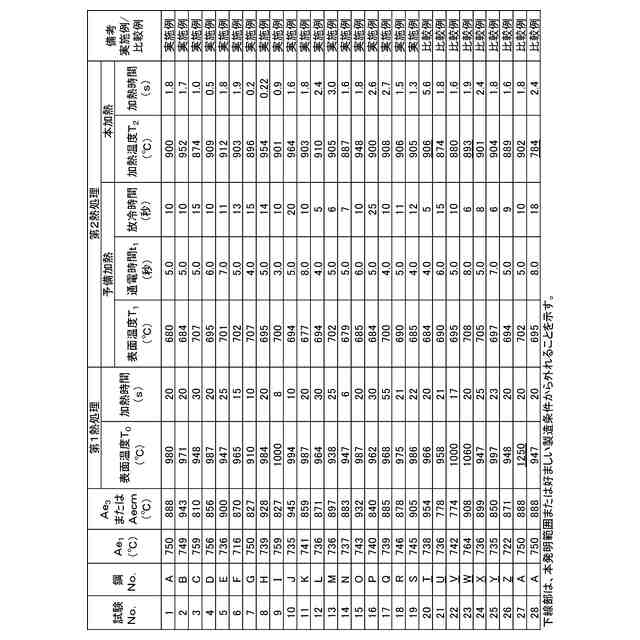
成形加工を施し歯車素材とした後、最表面から0.3~3.0mm深さまでの領域を焼入領域にするにあたり、前記歯車素材に対し、高周波焼入れによる2回の熱処理を行う歯車の製造方法であって、
表面温度がAe
3
変態点以上またはAecm変態点以上1200℃未満の温度となるように高周波誘導加熱により加熱した後、100℃以下まで急冷して焼入れする第1熱処理工程と、
表面温度T
1
が550~750℃になるまで、通電時間t
1
を1.0~64秒として高周波誘導加熱により加熱した後に、加熱電力を停止した状態で1.0秒以上放冷する予備加熱を行い、次いで、高周波誘導加熱により、前記最表面から前記焼入領域とすべき深さまでの領域をAe
3
変態点以上またはAecm変態点以上の温度にする本加熱を行った後、100℃以下まで急冷して焼入れする第2熱処理工程と、を順に行う歯車の製造方法。
【請求項8】
化学成分が、質量%で、
C :0.75%超~1.25%、
Si:0.80~2.00%、
Mn:0.50~2.00%、
Cr:1.00~2.00%、
S :0.001~0.050%、
Al:0.001~0.200%、
P :0.050%以下、
N :0.020%以下、および
O :0.0030%以下を含有し、
さらに下記A群、B群、およびC群からなる群から選択される1種又は2種以上を含有し、残部:Fe及び不純物からなる鋼よりなる鋼を用いる、請求項7に記載の歯車の製造方法。
[A群]
Mo:0.20%以下、
B :0.0050%以下、
Ni:1.0%以下、
Cu:0.40%以下、
からなる群から選択される1種または2種以上
[B群]
Ti:0.050%以下、
V :0.35%以下、
Nb:0.050%以下、
からなる群から選択される1種または2種以上
[C群]
Ca:0.0050%以下、
Mg:0.0050%以下、
Sn:0.100%以下、
からなる群から選択される1種または2種以上
【請求項9】
質量%で、前記A群を含有する化学成分を有する鋼を用いる請求項8に記載の歯車の製造方法。
【請求項10】
質量%で、前記B群を含有する化学成分を有する鋼を用いる請求項8に記載の歯車の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は歯車及び歯車の製造方法に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
自動車、建機、農機、発電用風車、その他の産業機械等に使用されている動力伝達用の歯車は、熱間鍛造、冷間鍛造、切削などを組み合わせて所定の形状に加工した後、表面硬化熱処理が行われる。この表面硬化熱処理は、曲げ疲労強度、転動疲労強度、ピッチング強度などの各種疲労強度や、耐摩耗性などの歯車としての重要な特性を向上させるために行われる。近年、環境問題から歯車に対する小型化、軽量化、高強度化への要求が強く、また、歯車の曲げ疲労強度および面疲労強度の向上が望まれている。
【0003】
歯車の表面硬化熱処理としては、浸炭、浸炭窒化や高周波焼入れなどが代表的であり、歯車には浸炭が最も多く適用されている。一方、近年、高周波焼入れは、熱処理時間が短く生産性の向上に有利であることや、CO
2
の排出が少なく環境に優しいなどの利点があるため、低コスト化や環境対応の観点から、浸炭に代わる表面硬化熱処理として特に注目を集めている。
【0004】
ところで、歯車の面疲労強度は、300℃で焼戻した場合の硬さと強く相関を持つことが知られている。表面硬化処理として浸炭焼き入れされた歯車は、表層の炭素量が高くなり、表層の硬さが向上する。これにより、300℃の焼戻し硬さも高くなる。さらに、表層硬さを高めるために、たとえば炭素濃度が1.5~3.0%程度の高濃度になるように浸炭を行うことで、表層に炭化物を分散させて表層硬さをより高める試みもされている。しかしながら、表層に炭化物を分散させると、高い表層硬さを実現できる一方で、粗大な炭化物が起点となって、面疲労強度及び曲げ疲労強度が低下する場合がある。
【0005】
この課題を解決する手段として、これまでに種々の方法が提案されている。
例えば特許文献1には、C:0.45%~0.75%、V:0.05~0.35%を含有する鋼を用いて、2回にわたる高周波焼入れを行うことにより、高い内部高さと、面疲労強度とを兼ね備えた高周波焼入れ歯車が記載されている。しかし、特許文献1に記載された技術は、面疲労強度および曲げ疲労強度に更なる向上の余地がある。
【0006】
特許文献2には、球状炭化物を含む組織を規定することで、表層及び芯部硬さを歯車として必要な水準とした高周波焼入れ用鋼材が提案されている。特許文献2は、特許文献1と同様に、表層に硬質な炭化物が分散していないため、耐摩耗性について更なる改善の余地がある。さらに、歯車として必要な曲げ疲労強度や面疲労強度についても向上の余地がある。
【0007】
特許文献3には、円相当径0.10~0.30μmの鉄系炭化物の存在密度を0.25個/μm
2
以上、0.80個/μm
2
以下とすることで、面疲労強度を向上する技術が提案されている。しかしながら、特許文献3における微細な鉄系炭化物は、結晶粒微細化に寄与するものであり、耐摩耗性を向上するサイズの炭化物ではないため、さらなる面疲労強度向上の余地がある。
【先行技術文献】
【特許文献】
【0008】
特開2015-175023号公報
特開平10-183296号公報
特許第6551225号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は上記の実情を鑑み、曲げ疲労強度および面疲労強度に優れる歯車及びその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明者らが上記課題を解決するために鋭意検討し、以下に示す本発明を完成させた。
[1] 化学成分が、質量%で、
C :0.75%超~1.25%、
Si:0.80~2.00%、
Mn:0.50~2.00%、
Cr:1.00~2.00%、
S :0.001~0.050%、
Al:0.001~0.200%、
P :0.050%以下、
N :0.020%以下、および
O :0.0030%以下を含有し、
残部:Fe及び不純物からなる鋼よりなり、
前記鋼の最表面から50μm深さの位置における表層硬さが620~850HV0.1の範囲内であり、
前記最表面から50μm深さの位置における旧オーステナイト粒の平均径が5.0μm以下、かつJIS G 0551:2020で規定する混粒が存在せず、
前記最表面から50μm深さまでの領域に含まれる鉄炭化物の平均円相当径が0.10~1.00μmであり、鉄炭化物の円相当径が5.0μm以下であり、面積率が10%以上であり、
前記鋼の最表面から内部に向かって0.1mm間隔でビッカース硬さを測定した場合の硬さ分布が極小値を持ち、極小値を示す深さが0.3~3.0mmの範囲内にある、歯車。
[2] 化学成分が、質量%で、
C :0.75%超~1.25%、
Si:0.80~2.00%、
Mn:0.50~2.00%、
Cr:1.00~2.00%、
S :0.001~0.050%、
Al:0.001~0.200%、
P :0.050%以下、
N :0.020%以下、および
O :0.0030%以下を含有し、
さらに下記A群、B群、およびC群からなる群から選択される1種又は2種以上を含有し、
残部:Fe及び不純物からなる鋼よりなり、
前記鋼の最表面から50μm深さの位置における表層硬さがHV620~850HV0.1の範囲内であり、
前記最表面から50μm深さの位置における旧オーステナイト粒の平均径が5.0μm以下、かつJIS G 0551:2020で規定する混粒が存在せず、
前記最表面から50μm深さまでの領域に含まれる鉄炭化物の平均円相当径が0.10~1.00μmであり、鉄炭化物の円相当径が5.0μm以下であり、面積率が10%以上であり、
前記鋼の最表面から内部に向かって0.1mm間隔でビッカース硬さを測定した場合の硬さ分布が極小値を持ち、極小値を示す深さが0.3~3.0mmの範囲内にある、歯車。
[A群]
Mo:0.20%以下、
B :0.0050%以下、
Ni:1.0%以下、
Cu:0.40%以下、
からなる群から選択される1種または2種以上。
[B群]
Ti:0.050%以下、
V :0.35%以下、
Nb:0.050%以下、
からなる群から選択される1種または2種以上。
[C群]
Ca:0.0050%以下、
Mg:0.0050%以下、
Sn:0.100%以下、
からなる群から選択される1種または2種以上。
[3] 質量%で、前記A群を含有する化学成分を有する[2]に記載の歯車。
[4] 質量%で、前記B群を含有する化学成分を有する[2]に記載の歯車。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
駐車支援装置
9日前
日本製鉄株式会社
経路算出装置
9日前
日本製鉄株式会社
駐車支援装置
9日前
日本製鉄株式会社
連続鋳造方法
今日
日本製鉄株式会社
溶鋼の製造方法
2日前
日本製鉄株式会社
高炉の操業方法
今日
日本製鉄株式会社
多角形筒形構造
今日
日本製鉄株式会社
電気炉の精錬方法
1日前
日本製鉄株式会社
溶鋼の脱窒処理方法
2日前
日本製鉄株式会社
搬送装置およびスタッカ
今日
日本製鉄株式会社
監視システム及び監視方法
6日前
日本製鉄株式会社
基礎構造の施工方法及び基礎構造
13日前
日本製鉄株式会社
鉄道車両用の推定方法及び推定装置
9日前
日本製鉄株式会社
取鍋用注入ノズル及び連続鋳造方法
今日
日本製鉄株式会社
連続鋳造方法及び取鍋用の注入ノズル
今日
日本製鉄株式会社
連続鋳造用のノズルおよび連続鋳造方法
今日
日本製鉄株式会社
鋼線、めっき鋼線、撚り鋼線及びゴム成形体
9日前
日本製鉄株式会社
鋼線、めっき鋼線、撚り鋼線及びゴム成形体
9日前
日本製鉄株式会社
トーションビーム用鋼管およびその製造方法
13日前
日本製鉄株式会社
ネットワークシステム、携帯情報端末及びプログラム
1日前
日本製鉄株式会社
監視方法、監視システム及び検品済み鉄スクラップ製造方法
6日前
ハイモ株式会社
水中の金属の回収方法
21日前
大同特殊鋼株式会社
鋼材及び金型
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
接合継手
1か月前
日本製鉄株式会社
接合継手
1か月前
住友金属鉱山株式会社
銀粉の製造方法
1か月前
日本冶金工業株式会社
抗菌性に優れるNi合金
2か月前
住友金属鉱山株式会社
有価金属の製造方法
15日前
住友金属鉱山株式会社
銅製錬原料の供給方法
16日前
住友金属鉱山株式会社
銅製錬転炉の操業方法
1か月前
住友金属鉱山株式会社
銅製錬転炉の操業方法
1か月前
JX金属株式会社
金属回収方法
2か月前
日本製鉄株式会社
スチールピストン
1か月前
大同特殊鋼株式会社
浸炭用鋼およびその製造方法
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ