TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024063489
公報種別
公開特許公報(A)
公開日
2024-05-13
出願番号
2022171490
出願日
2022-10-26
発明の名称
低りん溶鉄製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
C21C
5/52 20060101AFI20240502BHJP(鉄冶金)
要約
【課題】 電気炉において、SiO
2
やAl
2
O
3
等を含有する特定固体鉄源を原料として用いて溶鉄を製造するに際し、効率の良い低りん溶鉄製造方法を提供する。
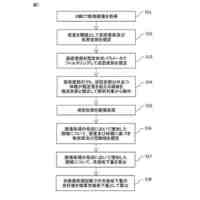
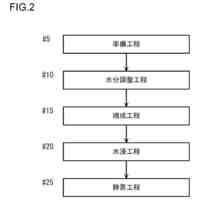
【解決手段】鉄源を炉内に装入して溶解を進行させ、炉内スラグを排滓する第一工程と、CaO分を含む副原料を投入し、残部の固体鉄源を炉内に追加装入する第二工程と、CaO分を含む副原料を追加装入し、溶解、精錬、昇温の後、一部または全部の溶鉄を出湯する第三工程を含む低りん溶鉄製造方法において、第一工程において、最初の固体鉄源の装入開始時を始点とし、スラグの排出終了時を終点とする特定区間のうち、特定区間の終点から遡ること少なくとも30%以内の特定30%期間において、鉄浴の平均温度を上昇させる操作を行わない、または第一工程では固体鉄源の溶解が完了する前にスラグの排出を開始する。
【選択図】なし
特許請求の範囲
【請求項1】
電気炉において、Si酸化物、Al酸化物、金属Si、金属Alの一部又は全部を酸化物換算の合計で1質量%以上含む固体鉄源(以下「特定固体鉄源」という。)を原料の一部または全部として用いて溶鉄を製造するに際し、
前記特定固体鉄源の10質量%以上100質量%以下を含む鉄源を炉内に装入して溶解を進行させ、炉内スラグの一部または全部を排滓する第一工程と、
CaO分を含む副原料を投入し、残部のすべての固体鉄源を炉内に追加装入し又は装入しない第二工程と、
CaO分を含む副原料を追加投入し又は投入せず、溶解、精錬、昇温の後、一部または全部の溶鉄を出湯する第三工程を含み、
前記第一工程で排滓する炉内スラグはCaOとSiO
2
の質量濃度比(CaO/SiO
2
)が0.3以上1.5以下の範囲であり、
少なくとも、第三工程において排出する、あるいは第三工程の後に排出するスラグのCaOとSiO
2
の質量濃度比(CaO/SiO
2
)が1.2以上4.5以下であり、
かつ、前記第一工程において、最初の固体鉄源の装入開始時を始点とし、前記組成範囲のスラグの排出終了時を終点とする区間(以下「特定区間」という。)のうち、前記特定区間の終点から遡ること少なくとも30%以内の期間において、鉄浴の平均温度を上昇させる操作を行わないことを特徴とする、低りん溶鉄製造方法。
続きを表示(約 1,100 文字)
【請求項2】
電気炉において、Si酸化物、Al酸化物、金属Si、金属Alの一部又は全部を酸化物換算の合計で1質量%以上含む固体鉄源(以下「特定固体鉄源」という。)を原料の一部または全部として用いて溶鉄を製造するに際し、
前記特定固体鉄源の10質量%以上100質量%以下を含む鉄源を炉内に装入して溶解を進行させ、炉内スラグの一部または全部を排滓する第一工程と、
CaO分を含む副原料を投入し、残部のすべての固体鉄源を炉内に追加装入し又は装入しない第二工程と、
CaO分を含む副原料を追加装入し又は装入せず、溶解、精錬、昇温の後、一部または全部の溶鉄を出湯する第三工程を含み、
前記第一工程で排滓する炉内スラグはCaOとSiO
2
の質量濃度比(CaO/SiO
2
)が0.3以上1.5以下の範囲であり、
少なくとも、第三工程において排出する、あるいは第三工程の後に排出するスラグのCaOとSiO
2
の質量濃度比(CaO/SiO
2
)が1.2以上4.5以下であり、
かつ、前記第一工程では固体鉄源の溶解が完了する前にスラグの排出を開始することを特徴とする、低りん溶鉄製造方法。
【請求項3】
前記特定区間のうち、前記特定区間の終点から遡ること少なくとも30%以内の期間において、鉄浴の最低温度と最高温度の差を30℃以内とすることを特徴とする、請求項1に記載の低りん溶鉄製造方法。
【請求項4】
前記第一工程において、最初の固体鉄源の装入開始時を始点とし、前記組成範囲のスラグの排出終了時を終点とする区間(以下「特定区間」という。)のうち、前記特定区間の終点から遡ること少なくとも30%以内の期間において、鉄浴の最低温度と最高温度の差を30℃以内とすることを特徴とする、請求項2に記載の低りん溶鉄製造方法。
【請求項5】
第一工程における炉内および排滓されるスラグ中のCaO分の総和のうち、
前回の第三工程のあとに炉内に残ったスラグ中のCaO分と固体鉄源中に含まれるCaO分の合計が40%以上であることを特徴とする、請求項1から請求項4までのいずれか1項に記載の低りん溶鉄製造方法。
【請求項6】
固体鉄源の少なくとも10%以上を連続的に装入することを特徴とする請求項1から請求項4までのいずれか1項に記載の低りん溶鉄製造方法。
【請求項7】
前記特定固体鉄源の少なくとも50%以上を第一工程で装入することを特徴とする請求項1から請求項4までのいずれか1項に記載の低りん溶鉄製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電気炉を用いた低りん溶鉄製造方法に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、電気炉は原料鉄源としてスクラップを主に用いている。一方で、市中で調達できるスクラップには銅など精錬除去が困難な成分(トランプエレメント)が含まれている。従って、目的とする鋼種によってはトランプエレメントの含有量が規制され、そのため鉄源としてスクラップの使用量が制限されるので、鉄源の一部として還元鉄や型銑など鉄鉱石由来の鉄源が用いられることが多い。しかし鉄鉱石由来の鉄源のうち還元鉄はSiO
2
やAl
2
O
3
などの脈石成分を多く含み、型銑はSi成分を含むことから、これらを鉄源として電気炉で使用すると、酸化物成分はそのままスラグに移行し、Siは酸化してスラグに移行するため、スクラップのみを用いる場合よりもスラグの発生が増大する。また、鉄鉱石由来の鉄源はスクラップに比べてりんの濃度が高い場合が多い。電気炉精錬でりんはスラグ/メタル精錬によってメタルからスラグに反応、移動させて除去する必要があり、スラグ中の成分として、CaO/SiO
2
の質量濃度比を高くしてスラグに脱りん能力を保有させることが望ましい。
【0003】
このように、脈石成分や金属Siを含む固体鉄源を用いると、固体鉄源を溶かすだけで多量のスラグが発生する。また、メタルからのりんを除去するためには、炉内のSiO
2
分に応じたCaO分の装入が必要となる。このことは、さらなるスラグ発生量の増大や、副原料原単位の悪化という問題を生じる。また、スラグ量が多い場合は、スラグ中に含まれる鉄分も多くなり、スラグからの鉄分の分離ができない場合は、排滓時に鉄分がスラグとともに炉外に排出され、歩留まり悪化の原因にもなる。
【0004】
さらに、電気炉においては、熱効率向上や窒素濃度の上昇を防ぐなどの目的で、スラグを炭材や酸素で泡立てること(スラグフォーミング)が望ましい。スラグのフォーミング状態はスラグの粘度の影響を大きく受け、粘度はスラグ組成に加え特にスラグ温度の影響を強く受けるため、それらを適切に制御する必要がある。前述の目的から、排滓中だけではなく溶解中もフォーミング状態、つまりは組成や温度を一定の範囲に制御する必要がある。
【0005】
このような問題に対して、転炉においては特許文献1のように、CaO分を全量投入する前に、中間でSiO
2
濃度が高い状態のスラグを排出する方法が提案されている。しかし、転炉においては、排滓前の工程の温度推移や排滓直前の温度の絶対値が電気炉とは大きく異なる。転炉の場合、装入する溶銑はC濃度が高いので液相線温度が低く、対応して転炉装入時の溶銑温度は出鋼時の溶鋼温度に比較して低い温度である。転炉吹錬中、溶鉄の温度は溶銑成分の酸化発熱に伴い、単調増加する。従って、転炉では溶銑の装入時にくらべ、排滓開始前や排滓中の鉄浴温度は有意に高い。
【0006】
一方で、電気炉の場合、固体鉄源中のC濃度は転炉装入溶銑に比較して低い濃度であり、固体鉄源溶解時の鉄浴温度も固体鉄源の液相線温度付近の温度である。
【0007】
特許文献2には、製鋼用電気炉を用いた低リン溶鉄の製造方法として、固体鉄源と、任意選択的に溶鉄源とを装入し、電気エネルギーを用いてそれら原料を溶解、昇熱する第一工程と、溶解時に生成したスラグの一部またはすべてを排滓する第二工程と、その後に脱リンフラックスを添加して脱リン処理を行う第三工程と、精製した低リン溶銑を出湯する第四工程を含み、前記第二工程で排滓するスラグ組成質量比CaO/(SiO
2
+Al
2
O
3
)を0.25以上0.70以下の範囲内に調整する方法が開示されている。これにより、溶鉄の低リン化に要する石灰原単位を低減し、効率的に製鋼用電気炉で低リン溶鉄を製造することができるとしている。
【先行技術文献】
【特許文献】
【0008】
特開平10-152714号公報
国際公開WO2022/054555号
【非特許文献】
【0009】
日本鉄鋼協会編「第5版鉄鋼便覧」日本鉄鋼協会 2014年
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明では、Si酸化物、Al酸化物、金属Si、金属Alの一部又は全部を酸化物換算の合計で1質量%以上含む固体鉄源を「特定固体鉄源」と呼ぶ。脈石を含む還元鉄、金属Siを多く含む型銑、土壌などが付着したスクラップが「特定固体鉄源」に対応する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
接合継手
1か月前
日本製鉄株式会社
構造部品
23日前
日本製鉄株式会社
溶接継手
22日前
日本製鉄株式会社
接合継手
1か月前
日本製鉄株式会社
シャフト部材
25日前
日本製鉄株式会社
表面処理鋼板
1か月前
日本製鉄株式会社
表面処理鋼板
1か月前
日本製鉄株式会社
転炉吹錬方法
9日前
日本製鉄株式会社
溶銑の脱珪方法
8日前
日本製鉄株式会社
コイル搬送吊具
4日前
日本製鉄株式会社
スチールピストン
1か月前
日本製鉄株式会社
被還元性評価方法
1か月前
日本製鉄株式会社
電磁ブレーキ装置
15日前
日本製鉄株式会社
コークスの製造方法
1か月前
日本製鉄株式会社
流体の電気加熱装置
29日前
日本製鉄株式会社
流体の電気加熱装置
29日前
日本製鉄株式会社
低りん溶鉄製造方法
25日前
日本製鉄株式会社
鉄源の溶解精錬方法
25日前
日本製鉄株式会社
鉄源の溶解精錬方法
25日前
日本製鉄株式会社
溶接継手、及びタンク
2日前
日本製鉄株式会社
溶接継手、及びタンク
2日前
日本製鉄株式会社
高力ボルト摩擦接合構造
29日前
日本製鉄株式会社
コークス炉の耐火物構造
1か月前
日本製鉄株式会社
チタン合金板の製造方法
1日前
日本製鉄株式会社
歯車及び歯車の製造方法
10日前
日本製鉄株式会社
重ね隅肉溶接継手の製造方法
21日前
日本製鉄株式会社
鋼歯車及び鋼歯車の製造方法
1か月前
日本製鉄株式会社
建築物及び建築物の施工方法
29日前
日本製鉄株式会社
休風後の高炉の立ち上げ方法
15日前
日本製鉄株式会社
塊成化状高炉用原料の製造方法
22日前
日本製鉄株式会社
金属製部材の受熱温度の推定方法
29日前
日本製鉄株式会社
管状部材及び管状部材を含む構造体
29日前
日本製鉄株式会社
鋼摺動部品及び鋼摺動部品の製造方法
1か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ