TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024075845
公報種別
公開特許公報(A)
公開日
2024-06-05
出願番号
2022187041
出願日
2022-11-24
発明の名称
スポット溶接継手の製造方法及びスポット溶接継手
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
11/16 20060101AFI20240529BHJP(工作機械;他に分類されない金属加工)
要約
【課題】LME割れをさらに効果的に抑制可能なスポット溶接継手の製造方法及びスポット溶接継手を提供する。
【解決手段】重ね合わせた2枚以上の鋼板をスポット溶接するスポット溶接継手の製造方法であって、1枚以上の鋼板を高強度鋼板とし、高強度鋼板と、これに接する鋼板との合わせ面に、Zn系めっき層を配し、本通電において、溶接電流値I
1
(kA)、本通電時間t
1
(sec)、及び高強度鋼板の単位質量%でのSi含有量が28×Si+1111<58×I
1
2
×t
1
<30×Si+1250を満たし、後通電において、本通電時間t
1
(kA)、後通電時間t
2
(sec)、及び高強度鋼板の単位質量%でのSi含有量が{(-14.3×Si+34.3)
2
/3.7}×10
-4
<t
2
<0.5×t
1
を満たす。
【選択図】図1
特許請求の範囲
【請求項1】
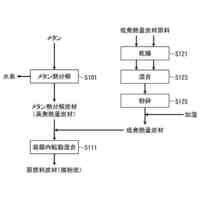
重ね合わせた2枚以上の鋼板を本通電することで、前記鋼板同士を接合するスポット溶接部を形成する工程と、
前記スポット溶接部に後通電する工程と、
を備えるスポット溶接継手の製造方法であって、
1枚以上の前記鋼板を、引張強さが780MPa以上の高強度鋼板とし、
1枚以上の前記高強度鋼板が、Zn系めっき層と接しており、
前記Zn系めっき層と接する前記高強度鋼板のB含有量が0.0010質量%以上であり、
前記本通電において、溶接電流値I
1
(kA)、本通電時間t
1
(sec)、及び前記Zn系めっき層と接する前記高強度鋼板の単位質量%でのSi含有量が28×Si+1111<58×I
1
2
×t
1
<30×Si+1250を満たし、
前記後通電において、前記本通電時間t
1
(kA)、後通電時間t
2
(sec)、及び前記Zn系めっき層と接する前記高強度鋼板の単位質量%でのSi含有量が{(-14.3×Si+34.3)
2
/3.7}×10
-4
<t
2
<0.5×t
1
を満たし、
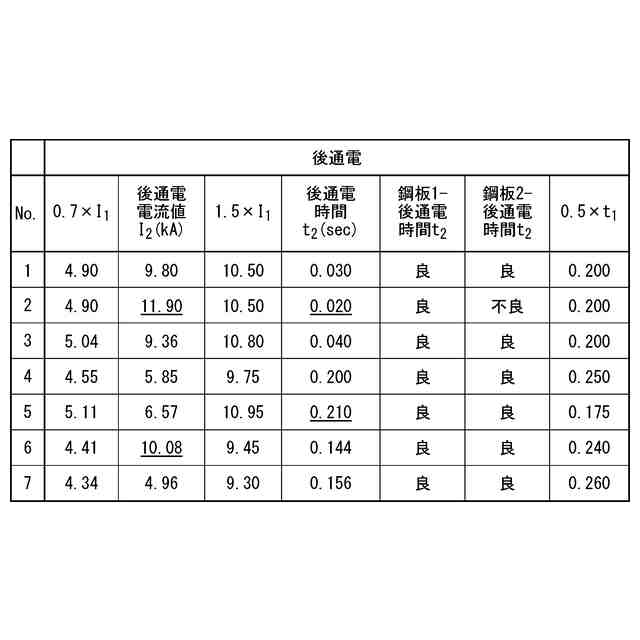
前記後通電において、後通電電流値I
2
(kA)が0.7×I
1
<I
2
<1.5×I
1
を満たし、
前記後通電の前記後通電電流値I
2
(kA)が0.7×I
1
<I
2
<I
1
を満たす場合は、前記本通電及び前記後通電を連続的に行い、
前記後通電の前記後通電電流値I
2
(kA)がI
1
≦I
2
<1.5×I
1
を満たす場合は、前記スポット溶接継手の製造方法が、前記本通電及び前記後通電の間に、前記スポット溶接部を冷却する工程をさらに備え、
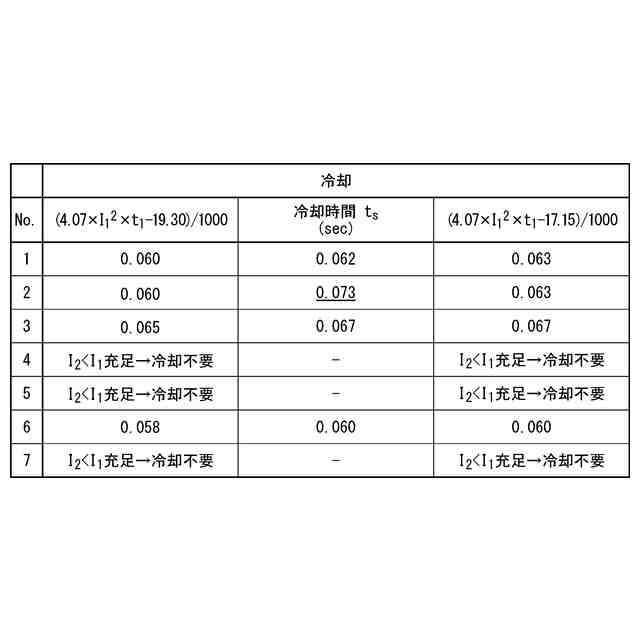
前記冷却において、前記溶接電流値I
1
(kA)、前記本通電時間t
1
(sec)、及び冷却時間t
S
(sec)が、(4.07×I
1
2
×t
1
-19.30)/1000<t
s
<(4.07×I
1
2
×t
1
-17.15)/1000を満たす
スポット溶接継手の製造方法。
続きを表示(約 630 文字)
【請求項2】
前記スポット溶接継手の製造方法が、前記後通電する工程の後で、前記スポット溶接部への通電を休止した状態で前記スポット溶接部への加圧力を保持する工程をさらに備え、
前記保持を行う保持時間を0.4秒以上とする
ことを特徴とする、請求項1に記載のスポット溶接継手の製造方法。
【請求項3】
重ね合わせた2枚以上の鋼板と、
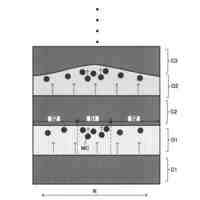
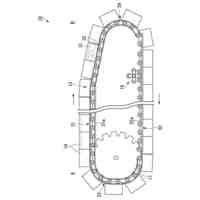
前記鋼板同士を接合するナゲット、前記ナゲットの周囲に形成され互いに対向する前記鋼板同士が圧接された圧接部、及び、前記圧接部の外側に形成された板隙部、を有するスポット溶接部と、
を備えるスポット溶接継手であって、
1枚以上の前記鋼板が、引張強さが780MPa以上の高強度鋼板であり、
1枚以上の前記高強度鋼板と、これに接する前記鋼板との合わせ面に、Zn系めっき層が配され、
前記Zn系めっき層と接する前記高強度鋼板のB含有量が0.0010質量%以上であり、
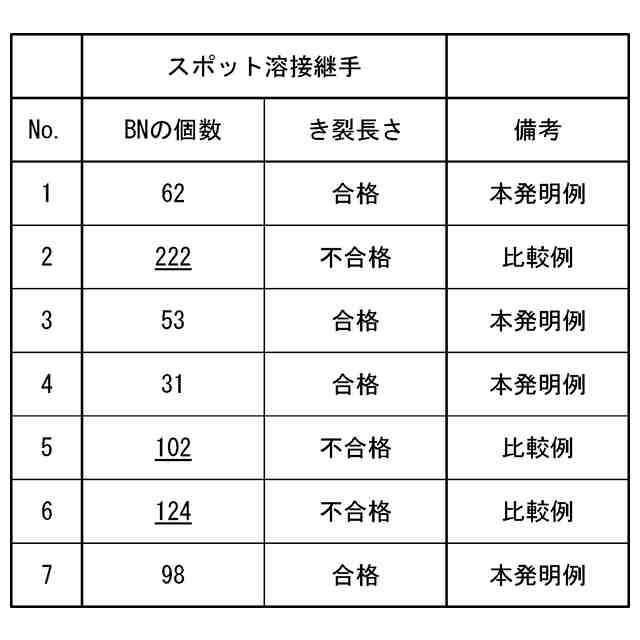
前記ナゲットの中心を通り、かつ前記スポット溶接継手の厚さ方向に平行な断面において、前記Zn系めっき層と接する前記高強度鋼板の内部に設けられており、1辺100μmの正方形形状を有し、前記正方形の一辺が前記圧接部と重ねられており、且つ前記正方形の前記一辺の中央が前記圧接部及び前記板隙部の境界と一致する観察領域に含まれる、長径0.5μm以上のBNの個数が100個以下である
スポット溶接継手。
発明の詳細な説明
【技術分野】
【0001】
本発明は、スポット溶接継手の製造方法及びスポット溶接継手に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
自動車の燃費改善(軽量化)、及び衝突安全性の向上を目的として、自動車用部品への高強度鋼板の適用が進められている。一方で、自動車には数千点のスポット溶接部が存在する。高強度鋼板と他の鋼板とを接合するスポット溶接部に亜鉛系めっきが配されている場合は、液体金属脆化(LME)割れが発生しやすいという問題がある。LME割れは、高強度鋼板の引張強さが780MPa以上となる場合に特に発生しやすい。そのため、LME割れを防止するための手段が提案されている。
【0003】
特許文献1には、めっき鋼板のスポット溶接における液体金属脆化割れを簡便に防止できるスポット溶接方法であって、スポット溶接の前に、少なくとも、ナゲットの中心が形成される予定箇所を中心とし、外周が溶接影響部外縁の内側の円内を含む範囲、あるいは、溶接される鋼板の重ね合わせ面であって、鋼板の重ね合わせ面に形成されるナゲットの中心となる予定の位置と中心を共有し、外周が溶接影響部外縁でありの内側の円内を含む範囲のめっきを除去することを特徴とするスポット溶接方法が開示されている。
【0004】
特許文献2には、亜鉛メッキされた超ハイテン材W1,W2同士を互いに重ね合わせて接合するに際し、接合部の靱性向上に寄与するものとして予め選択された元素(Ti、Ni、V、Mo、Nb、Alのうちの少なくとも一つ)を添加した接着剤Aを、超ハイテン材W1,W2同士の間に介在させた後に、抵抗スポット溶接を行う抵抗スポット溶接方法が開示されている。
【0005】
特許文献3には、複数の鋼板がスポット溶接されたスポット溶接部材であって、前記複数の鋼板の少なくとも1つが、表面にめっき層を有しない、引張強さが780MPa以上の高強度冷延鋼板であり、前記複数の鋼板の少なくとも1つが、表面に亜鉛系めっき層を有する亜鉛系めっき鋼板であり、スポット溶接部のコロナボンドの内部における表層Zn濃度が1質量%以上、25質量%未満である、スポット溶接部材が開示されている。
【0006】
特許文献4には、C:0.08質量%以上、Si:0.50質量%以上を含み、引張強度が980MPa以上で、かつ亜鉛めっきされた鋼板を少なくとも1枚有する複数の鋼板をスポット溶接するための抵抗スポット溶接方法であって、前記複数の鋼板を挟み込んで加圧する一対の電極チップと、前記一対の電極チップのうち少なくとも一方に設けられ、前記電極チップの軸方向への加圧力を吸収可能な加圧力吸収機構と、を備える一対の電極を用いて、前記一対の電極チップに前記複数の鋼板を挟み込み、かつ、前記一対の電極チップに加圧力を付与した状態で通電することで、前記通電時に発生する前記加圧力の変動荷重を前記加圧力吸収機構により吸収しながら溶接する、抵抗スポット溶接方法が開示されている。
【先行技術文献】
【特許文献】
【0007】
国際公開第2016-159169号
特開2020-121334号公報
特開2020-179413号公報
特開2022-021770号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1~4に開示された技術には、以下の点で改善の余地がある。
【0009】
特許文献1に記載の技術では、スポット溶接の前にめっきを除去する工程が必要とされる。めっき除去工程は、スポット溶接の作業効率を低下させる。従って、めっき除去工程なしにLME割れを抑制する手段が望まれている。
【0010】
特許文献2の技術においては、鋼板の間に接着剤を介在させた後に抵抗スポット溶接を行う。接着剤塗布工程は、スポット溶接の作業効率を低下させる。従って、接着剤塗布工程なしにLME割れを抑制する手段が望まれている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
鋼材
14日前
日本製鉄株式会社
鋼矢板
28日前
日本製鉄株式会社
ボルト
18日前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
チタン材
今日
日本製鉄株式会社
構造部材
7日前
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
クランク軸
8日前
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
鉄道架線柱
14日前
日本製鉄株式会社
耐火構造物
8日前
日本製鉄株式会社
表面処理鋼板
1か月前
日本製鉄株式会社
油井用金属管
14日前
日本製鉄株式会社
管用ねじ継手
15日前
日本製鉄株式会社
連続鋳造方法
24日前
日本製鉄株式会社
連続鋳造装置
22日前
日本製鉄株式会社
転炉精錬方法
24日前
日本製鉄株式会社
管用ねじ継手
1か月前
日本製鉄株式会社
連続鋳造装置
24日前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
溶銑の製造方法
8日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
モールドパウダー
28日前
日本製鉄株式会社
金属材の冷却方法
14日前
日本製鉄株式会社
開孔機の冷却方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
24日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
低P鋼の溶製方法
14日前
日本製鉄株式会社
鋼の連続鋳造方法
14日前
日本製鉄株式会社
焼結装置の運転方法
7日前
日本製鉄株式会社
原燃料炭材の製造方法
1か月前
日本製鉄株式会社
連続鋳造用浸漬ノズル
15日前
日本製鉄株式会社
高力ボルト摩擦接合構造
3日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ