TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024042978
公報種別
公開特許公報(A)
公開日
2024-03-29
出願番号
2022147933
出願日
2022-09-16
発明の名称
鋼部品及び鋼部品の製造方法
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
C22C
38/00 20060101AFI20240322BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】摩擦係数を低減可能な鋼部品を提供する。
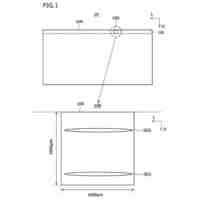
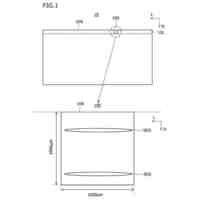
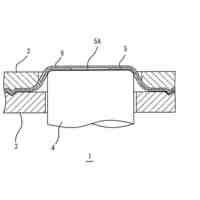
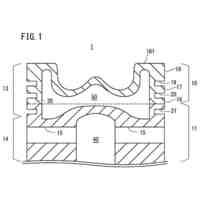
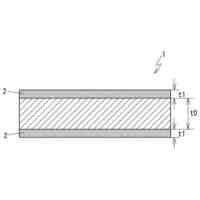
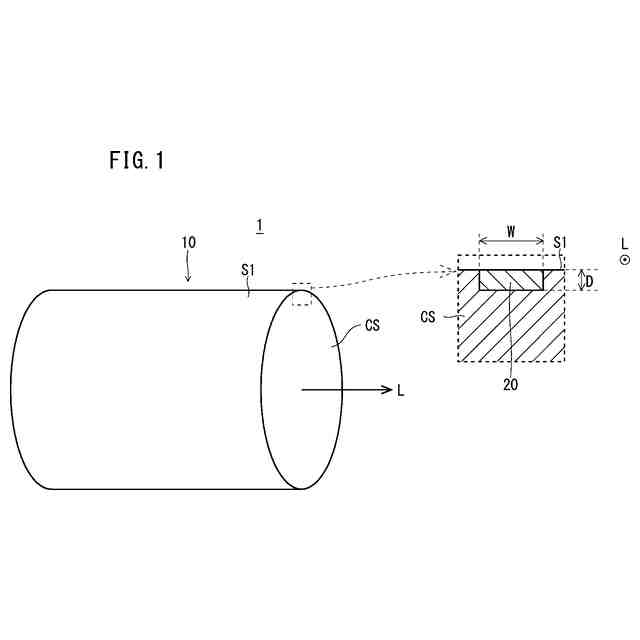
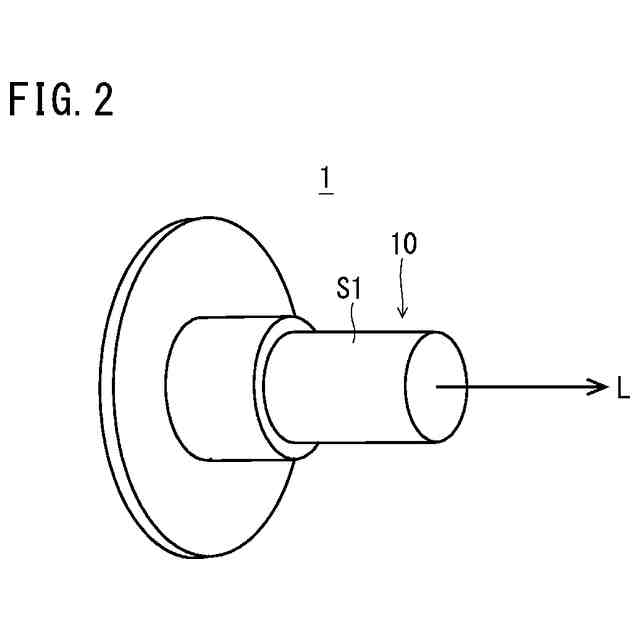
【解決手段】本実施形態の鋼部品(1)は、円板状又は円柱状の主体部(10)を備え、主体部(10)は、表層に形成されている焼入れ硬化層と、焼入れ硬化層よりも内部の芯部とを備える。焼入れ硬化層は、特定集合組織領域を含む。特定集合組織領域では、主体部(10)の軸方向(L)に垂直な断面のうち、焼入れ硬化層の表面から深さ10μm、幅50μmの最表層矩形域での主体部(10)の軸方向(L)の結晶方位解析により得られる{203}結晶方位の面積率が7.0%以上である。
【選択図】図1
特許請求の範囲
【請求項1】
鋼部品であって、
円板状又は円柱状の主体部を備え、
前記主体部は、
表層に形成されている焼入れ硬化層と、
前記焼入れ硬化層よりも内部の芯部とを備え、
前記焼入れ硬化層は、
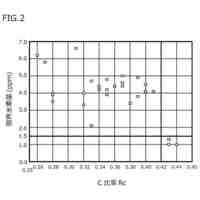
前記主体部の軸方向に垂直な断面のうち、前記焼入れ硬化層の表面を含み、前記焼入れ硬化層の表面から深さ10μm、幅50μmの最表層矩形域での前記主体部の軸方向の結晶方位解析により得られる{203}結晶方位の面積率が7.0%以上である特定集合組織領域を含む、
鋼部品。
続きを表示(約 980 文字)
【請求項2】
請求項1に記載の鋼部品であって、
前記鋼部品はシャフトである、
鋼部品。
【請求項3】
請求項1に記載の鋼部品であって、
前記{203}結晶方位の面積率が10.0%以上である、
鋼部品。
【請求項4】
請求項1に記載の鋼部品であって、
前記{203}結晶方位の面積率が12.5%以上である、
鋼部品。
【請求項5】
請求項1~請求項4のいずれか1項に記載の鋼部品の製造方法であって、
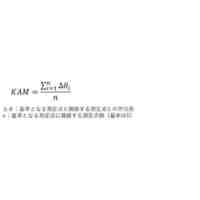
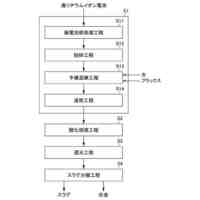
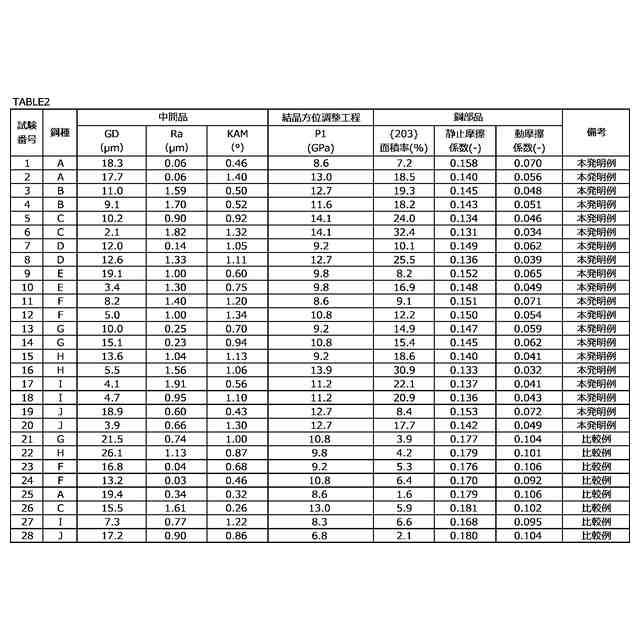
表層に形成されている焼入れ硬化層と、前記焼入れ硬化層よりも内部の芯部とを備え、前記焼入れ硬化層の旧オーステナイト粒径が20μm以下であり、JIS B 0601:2013に準拠した前記焼入れ硬化層の表面の算術平均粗さRaが0.05~2.00μmであり、前記焼入れ硬化層のKAM値が0.40°以上である、中間品を準備する中間品準備工程と、
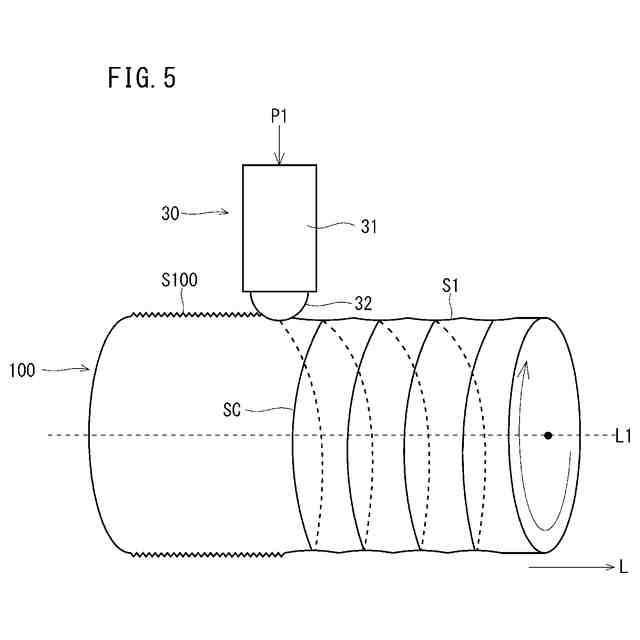
前記中間品の前記焼入れ硬化層の表面に、前記焼入れ硬化層よりも硬い圧下工具を8.5~15.0GPaの圧力で押し当てながら、前記圧下工具を前記焼入れ硬化層の表面上で摺動させて、前記焼入れ硬化層の最表層領域を塑性変形させ、前記特定集合組織領域を形成する、最表層結晶方位調整工程とを備える、
鋼部品の製造方法。
【請求項6】
請求項5に記載の鋼部品の製造方法であって、
前記中間品準備工程は、
鋼材を加工する加工工程と、
加工された前記鋼材に対して高周波焼入れを実施して、前記鋼材の表層に前記焼入れ硬化層を形成し、前記焼入れ硬化層の旧オーステナイト粒径を20μm以下とする高周波焼入れ工程とを含む、
鋼部品の製造方法。
【請求項7】
請求項6に記載の鋼部品の製造方法であって、
前記中間品準備工程はさらに、
前記高周波焼入れ工程後の前記鋼材の前記焼入れ硬化層を機械加工して、JIS B 0601:2013に準拠した前記焼入れ硬化層の表面の算術平均粗さRaが0.05~2.00μmであり、かつ、前記焼入れ硬化層のKAM値が0.40°以上である前記中間品を製造する表層調整工程を含む、
鋼部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋼部品及び鋼部品の製造方法に関し、さらに詳しくは、表層に焼入れ硬化層を含む鋼部品及び鋼部品の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
シャフトに代表される部品は、例えば、自動車のトランスミッションの部品として利用される。これらの部品の多くは、鋼からなる。以降の説明において、鋼からなる部品を「鋼部品」という。
【0003】
上述の用途に用いられる鋼部品には、高い疲労強度が求められる。これらの鋼部品の疲労強度を高める手段として、高周波焼入れが知られている。
【0004】
高周波焼入れされた鋼部品の表層には、焼入れ硬化層が形成されている。焼入れ硬化層により、鋼部品の表層の硬さが高まる。そのため、鋼部品の疲労強度が高まる。
【0005】
高周波焼入れにより疲労強度を高めた鋼部品は、例えば、特開2020-100896号公報(特許文献1)に提案されている。
【0006】
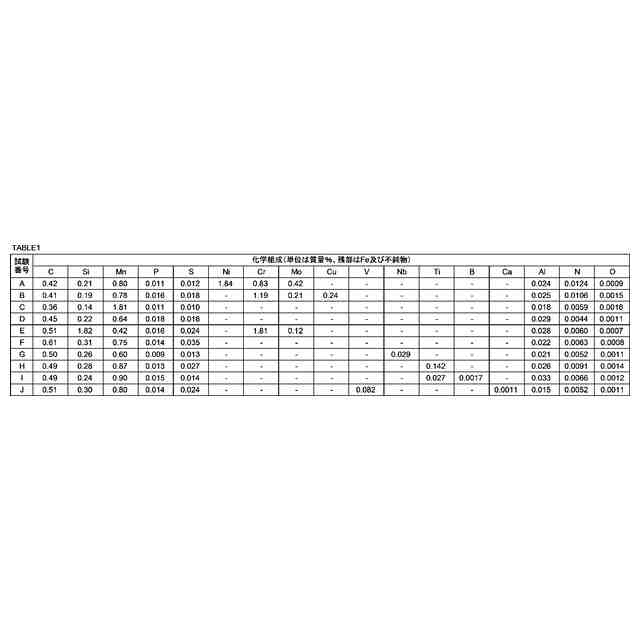
特許文献1に開示された鋼部品は、化学組成が、質量%で、C:0.40~0.60%、Si:0.20%以上、0.60%未満、Mn:0.20%以上、0.40%未満、Cr:1.60~2.00%、V:0.02~0.30%、S:0.001~0.040%、P:0.020%以下、O:0.0015%以下、Al:0.005~0.060%、及びN:0.0020~0.0080%を含有し、残部がFeおよび不純物からなる。上記化学組成はさらに、次の式を満たす。C+Si/7+Mn/5+Cr/9+Mo/2.5≦1.100、(Cr/Mn)+V≧5.00。高周波焼入れ部品はさらに、表面のビッカース硬さが730HV1以上であり、全硬化層深さが0.50~2.00mmであり、表面における残留応力が-400MPa以下である。
【先行技術文献】
【特許文献】
【0007】
特開2020-100896号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、最近、自動車の燃費のさらなる向上が求められている。トランスミッションでのエネルギー損失を抑制できれば、燃費のさらなる向上が実現できる。トランスミッションでのエネルギー損失のうちの一つに、動力伝達の摩擦損失がある。この摩擦損失を低減できれば、エネルギー損失を低減できる。
【0009】
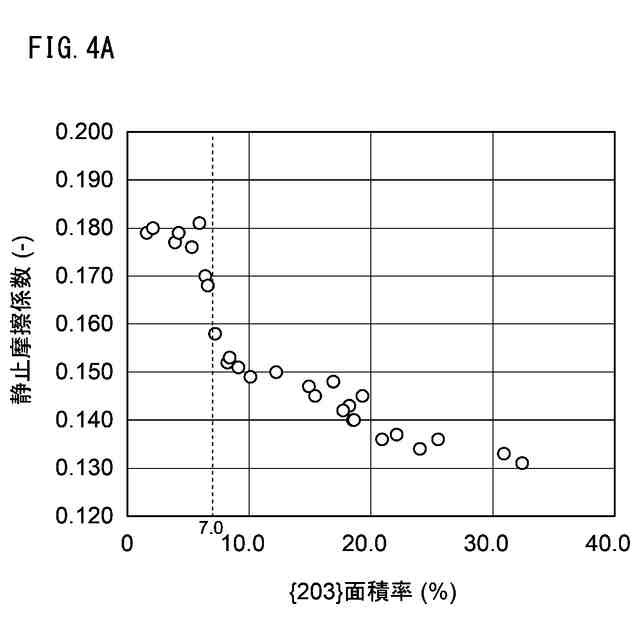
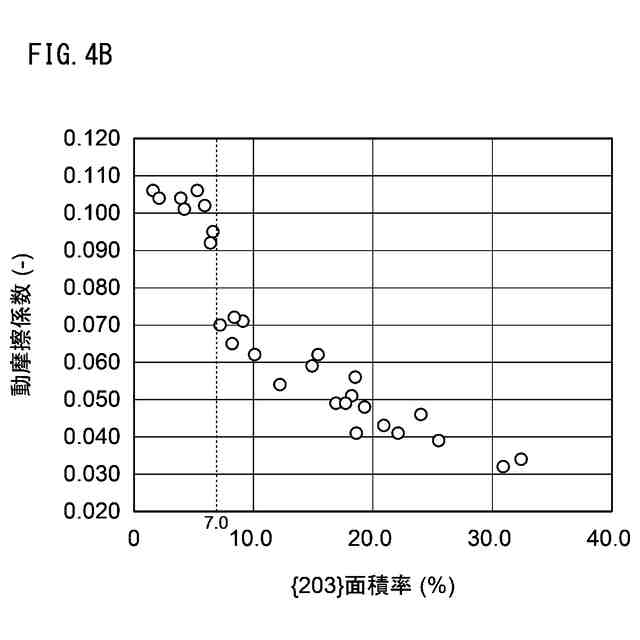
動力伝達の摩擦損失を低減するためには、動力伝達に関与する鋼部品の摩擦係数(静止摩擦係数及び動摩擦係数)を低減することが有効である。ここで、静止摩擦係数とは、鋼部品が回転等の動作を開始するときに、その動作を妨げるように作用する摩擦力に比例する係数である。動摩擦係数とは、鋼部品が回転中に、その動作を妨げるように作用する摩擦力に比例する係数である。摩擦係数(静止摩擦係数及び動摩擦係数)を抑えることができれば、静止摩擦力及び動摩擦力が抑えられる。その結果、動力伝達の摩擦損失を低減できる。
【0010】
本開示の目的は、摩擦係数を低減可能な鋼部品及び鋼部品の製造方法を提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
鋼材及び金型
28日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
株式会社神戸製鋼所
鋼製下地材
28日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
ボルト
1か月前
NTN株式会社
玉軸受
2か月前
NTN株式会社
玉軸受
2か月前
住友金属鉱山株式会社
中和工程のpH制御法
2か月前
MAアルミニウム株式会社
アルミニウム合金箔
1か月前
MAアルミニウム株式会社
アルミニウム合金箔
2か月前
三菱重工業株式会社
冷間加工品
2か月前
千住金属工業株式会社
金属及び電子装置
2か月前
日本冶金工業株式会社
抗菌性に優れるNi合金
6日前
住友金属鉱山株式会社
有価金属の回収方法
1か月前
住友金属鉱山株式会社
有価金属の回収方法
29日前
JFEスチール株式会社
鋼板
21日前
JFEスチール株式会社
鋼板
21日前
JFEスチール株式会社
鋼板
21日前
住友金属鉱山株式会社
有価金属の回収方法
1か月前
住友金属鉱山株式会社
有価金属の回収方法
2か月前
住友金属鉱山株式会社
有価金属の製造方法
22日前
住友金属鉱山株式会社
有価金属の回収方法
1か月前
日本製鉄株式会社
鋼材及び鋼素形材
2か月前
日本製鉄株式会社
スチールピストン
1日前
JX金属株式会社
金属回収方法
16日前
大同特殊鋼株式会社
軟磁性鋼板
1か月前
JFEスチール株式会社
鋼部品およびその製造方法
1か月前
日本製鉄株式会社
鋼材及び鋼部品
1か月前
株式会社神戸製鋼所
水素吸蔵合金およびその製造方法
1か月前
プライムアースEVエナジー株式会社
金属多孔体の評価方法
1か月前
DOWAメタルマイン株式会社
ルテニウムの回収方法
20日前
有限会社リナシメタリ
金属体の加工方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ