TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024046069
公報種別
公開特許公報(A)
公開日
2024-04-03
出願番号
2022151231
出願日
2022-09-22
発明の名称
鋼材及び金型
出願人
大同特殊鋼株式会社
代理人
個人
主分類
C22C
38/00 20060101AFI20240327BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】SA性、被削性、衝撃値、耐ヒートチェック性、及び、軟化抵抗性の5特性のすべてが良好である鋼材及び金型を提供すること。
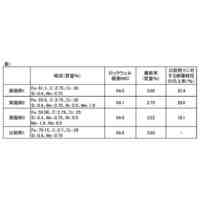
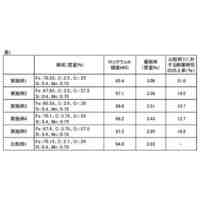
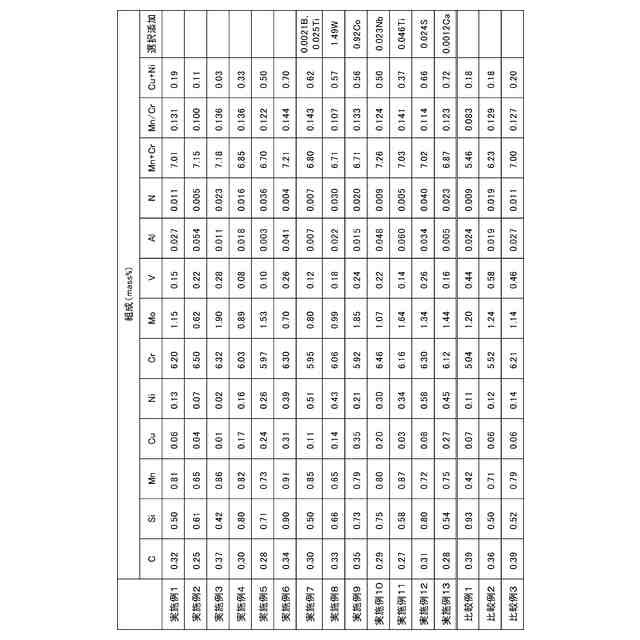
【解決手段】鋼材は、0.25≦C≦0.37mass%、0.08≦V≦0.28mass%、6.60≦Mn+Cr≦7.40mass%、Mn/Cr≦0.150、Mn≧0.60mass%、Cr≦6.60mass%、Cu+Ni≦0.84mass%、0.40≦Si≦0.90mass%、0.60≦Mo≦2.00mass%、0.001≦Al≦0.080mass%、及び、0.003≦N≦0.040mass%を含み、残部がFe及び不可避的不純物からなる。金型は、このような鋼材からなり、質量が2000kg以上である。
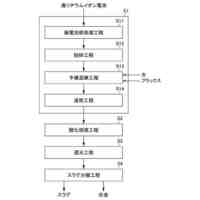
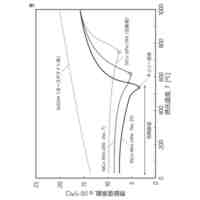
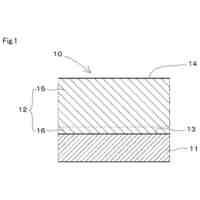
【選択図】図9
特許請求の範囲
【請求項1】
0.25≦C≦0.37mass%、
0.08≦V≦0.28mass%、
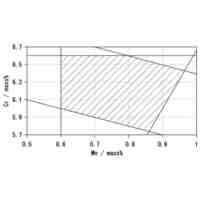
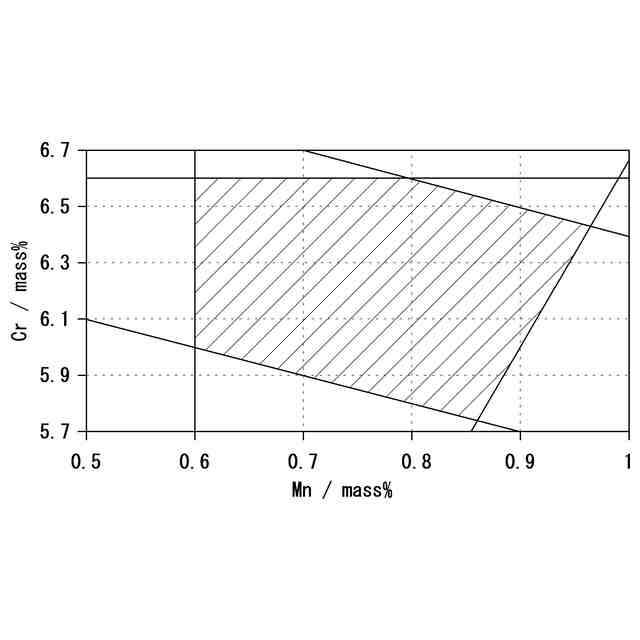
6.60≦Mn+Cr≦7.40mass%、
Mn/Cr≦0.150、
Mn≧0.60mass%、
Cr≦6.60mass%、
Cu+Ni≦0.84mass%、
0.40≦Si≦0.90mass%、
0.60≦Mo≦2.00mass%、
0.001≦Al≦0.080mass%、及び、
0.003≦N≦0.040mass%
を含み、残部がFe及び不可避的不純物からなる鋼材。
続きを表示(約 680 文字)
【請求項2】
さらに、下記A~D群のうちから選ばれた1群又は2群以上を含有する請求項1に記載の鋼材。
A群:
0.30<W≦2.00mass%、及び、
0.30<Co≦1.00mass%
のうちから選ばれた1種又は2種
B群:
0.0002<B≦0.0080mass%
C群:
0.006<S≦0.180mass%、
0.0005<Ca≦0.0500mass%、
0.03<Se≦0.50mass%、
0.005<Te≦0.100mass%、
0.01<Bi≦0.50mass%、及び、
0.03<Pb≦0.50mass%
のうちから選ばれた1種又は2種以上
D群:
0.004<Nb≦0.100mass%、
0.004<Ta≦0.100mass%、
0.004<Ti≦0.100mass%、及び、
0.004<Zr≦0.100mass%
のうちから選ばれた1種又は2種以上
【請求項3】
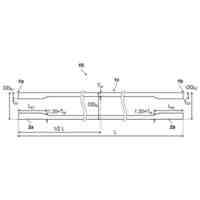
質量が3000kg以上であり、
縦方向の寸法(L
1
)、横方向の寸法(L
2
)、及び、高さ方向の寸法(L
3
)のうち、最小の寸法(L
min
)が300mm以上である
請求項1又は2に記載の鋼材。
【請求項4】
請求項1に記載の鋼材から製造され、質量が2000kg以上である金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼材及び金型に関し、さらに詳しくは、質量及びサイズが共に大きい金型の製造に好適な鋼材及びこれを用いた金型に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
金型には使用中に応力や熱が繰り返し作用するため、金型用の鋼材には、硬さ、耐衝撃性、耐ヒートチェック性、耐摩耗性などの複数の特性に優れていることが求められる。そのため、このような特性を備えた鋼材に関し、従来から種々の提案がなされている。
【0003】
例えば、特許文献1には、所定量のC、Si、Mn、Cr、Mo、及び、Vを含み、残部がFe及び不可避的不純物からなる熱間工具鋼が開示されている。
同文献には、
(A)Si量を0.01mass%以上0.25mass%未満とすると、金型形状への加工が工業的に可能となる程度の被削性と、汎用金型鋼(例えば、JIS SKD61)よりも高い熱伝導率とを備えた熱間工具鋼が得られる点、並びに、
(B)Mn量、Cr量、Mo量、及び、V量を最適化すると、高い焼入れ性と、高い衝撃値とを備えた熱間工具鋼が得られる点
が記載されている。
【0004】
金型の製造工程は、一般に、
(a)金型の製造に適した鋼材を製造する第1工程と、
(b)得られた鋼材から金型を製造する第2工程と
を備えている。
【0005】
第1工程(金型用の鋼材の製造工程)は、様々な工程を含む。主な工程は、溶解工程、精錬工程、鋳造工程、均質化熱処理工程、熱間加工工程、焼きならし工程、焼戻し工程、及び、球状化焼鈍工程である。これらの内、焼きならし工程と焼戻し工程のいずれか一方又は双方は、省略されることがある。
【0006】
第2工程(鋼材からの金型の製造工程)の1つとして、HT工程がある。
HT工程は、一般に、
(a)球状化焼鈍された鋼材を大まかな金型形状に機械加工(荒加工)する工程と、
(b)荒加工された金型に対して、焼入れ(H)及び焼戻し(T)を行う工程と、
(c)焼入れ及び焼戻しが行われた金型に対して、仕上げの機械加工を行う工程と、
(d)必要に応じて、仕上げ加工された金型に対し、表面改質を行う工程と
を備えている。
【0007】
HT工程に供される鋼材、及び、HT工程で製造される金型に求められる特性は、
(1)球状化焼鈍(SA)性、
(2)被削性、
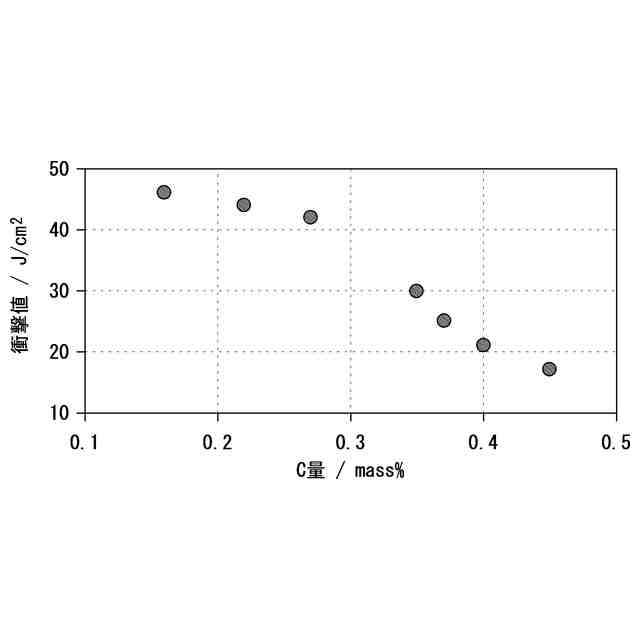
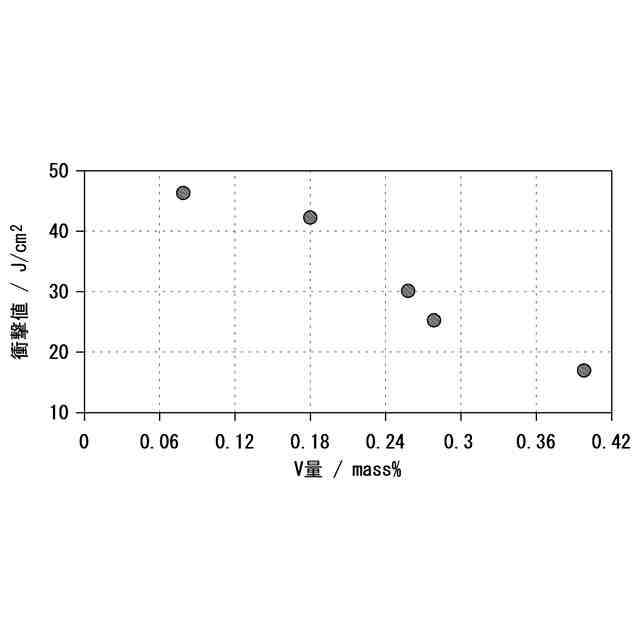
(3)焼入れ速度が小さい場合の衝撃値、
(4)耐ヒートチェック性、及び、
(5)軟化抵抗性
である。
【0008】
また、焼入れ速度が小さい場合においても高い衝撃値を得るためには、
(a)粗大な異物が少ないこと、
(b)焼入れ時のオーステナイト結晶粒が微細であること、及び、
(c)焼入れ性が高いこと
の3要因を満たしていることが必要である。
【0009】
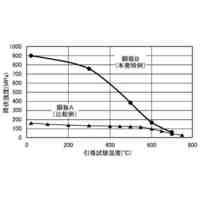
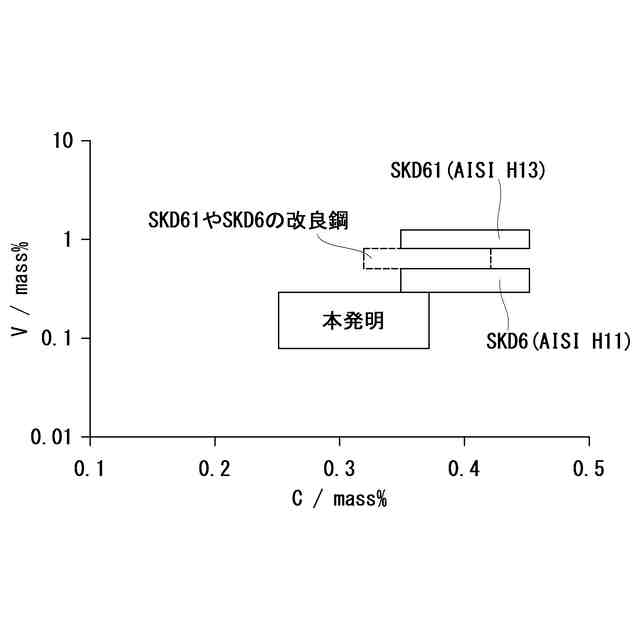
しかしながら、上述した5つの特性のすべてを満たす鋼材を製造することは、容易ではない。例えば、ダイカスト金型用の汎用鋼であるSKD61は、SA性及び被削性に優れているが、衝撃値、耐ヒートチェック性及び軟化抵抗性に劣っている。
一方、SKD61の欠点(衝撃値、耐ヒートチェック性及び軟化抵抗性)を改良した鋼材は、一般に、SA性及び被削性に劣っている。すなわち、上述した5つの特性に及ぼす合金元素の影響が相反するために、5つの特性を同時に高めることが非常に難しい。
【先行技術文献】
【特許文献】
【0010】
特開2011-001572号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
鋼材及び金型
28日前
株式会社神戸製鋼所
鋼製下地材
28日前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
ボルト
1か月前
日本冶金工業株式会社
抗菌性に優れるNi合金
6日前
MAアルミニウム株式会社
アルミニウム合金箔
1か月前
JFEスチール株式会社
鋼板
21日前
JFEスチール株式会社
鋼板
21日前
JFEスチール株式会社
鋼板
21日前
住友金属鉱山株式会社
有価金属の製造方法
22日前
住友金属鉱山株式会社
有価金属の回収方法
29日前
JX金属株式会社
金属回収方法
16日前
日本製鉄株式会社
スチールピストン
1日前
DOWAメタルマイン株式会社
ルテニウムの回収方法
20日前
株式会社タンガロイ
立方晶窒化硼素焼結体
13日前
JFEスチール株式会社
レーザ溶接継手およびレーザ溶接方法
21日前
日本製鉄株式会社
鋼部品及び鋼部品の製造方法
1か月前
日本製鉄株式会社
継目無鋼管
29日前
山陽特殊製鋼株式会社
被削性と窒化特性に優れた窒化用鋼
21日前
山陽特殊製鋼株式会社
被削性と窒化特性に優れた窒化用鋼
23日前
日本製鉄株式会社
焼結鉱の製造方法
22日前
日鉄ステンレス株式会社
ステンレス鋼材およびその製造方法
14日前
新報国マテリアル株式会社
低熱膨張合金
1か月前
大同メタル工業株式会社
摺動部材およびその製造方法
8日前
古河機械金属株式会社
高クロム鋳鉄および高クロム鋳鉄の製造方法
1か月前
古河機械金属株式会社
高クロム鋳鉄および高クロム鋳鉄の製造方法
1か月前
古河機械金属株式会社
高クロム鋳鉄および高クロム鋳鉄の製造方法
1か月前
JFEスチール株式会社
突起付きH形鋼およびその製造方法
1か月前
JFEスチール株式会社
焼結設備の操業管理方法
6日前
DOWAエレクトロニクス株式会社
Sm-Fe系合金溶湯の製造方法
26日前
国立研究開発法人産業技術総合研究所
精製アルミニウムの製造方法
13日前
日本精工株式会社
車両部品用鋳造体及びその製造方法
1か月前
日鉄ステンレス株式会社
オーステナイト系ステンレス鋼板
26日前
日本製鉄株式会社
クランクシャフト及びクランクシャフトの製造方法
1か月前
日鉄ステンレス株式会社
オーステナイト系ステンレス鋼板
26日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ