TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024049591
公報種別
公開特許公報(A)
公開日
2024-04-10
出願番号
2022155897
出願日
2022-09-29
発明の名称
レーザ溶接継手およびレーザ溶接方法
出願人
JFEスチール株式会社
代理人
個人
主分類
C22C
38/00 20060101AFI20240403BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】耐摩耗鋼板の溶接継手に関して、レーザ溶接方法を用いることにより、熱影響部の軟化領域を低減させた溶接継手を提供する。
【解決手段】板厚tが3~15mm、ビッカース硬さHVが425以上の鋼板を突き合わせてレーザ溶接により接合された溶接金属を有するレーザ溶接継手であって、鋼板の化学組成が質量%で、C:0.15~0.35%、Si:0.20~0.55%、Mn:0.50~1.60%、P:0.050%以下、S:0.050%以下、Cr:0.80%以下を含有し、必要に応じて、Ti:0.020%以下およびB:0.010%以下のうちから選ばれた1種以上を含有し、残部がFe及び不可避的不純物からなることを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
板厚(t)が3~15mm、ビッカース硬さ(HV)が425以上の鋼板を突き合わせてレーザ溶接により接合されたレーザ溶接継手であって、前記鋼板の化学組成が質量%で、C:0.15~0.35%、Si:0.20~0.55%、Mn:0.50~1.60%、P:0.050%以下、S:0.050%以下、Cr:0.80%以下を含有し、残部がFe及び不可避的不純物からなることを特徴とするレーザ溶接継手。
続きを表示(約 1,000 文字)
【請求項2】
前記化学組成に加えて、さらに質量%で、Ti:0.020%以下およびB:0.010%以下のうちから選ばれた1種以上を含有することを特徴とする請求項1に記載のレーザ溶接継手。
【請求項3】
前記板厚(t)と前記溶接金属のビード幅(W)の比(t/W)が1.0以上であることを特徴とする請求項1または2に記載のレーザ溶接継手。
【請求項4】
板厚(t)が3~15mm、ビッカース硬さ(HV)が425以上で、化学組成が質量%で、C:0.15~0.35%、Si:0.20~0.55%、Mn:0.50~1.60%、P:0.050%以下、S:0.050%以下、Cr:0.80%以下を含有し、残部がFe及び不可避的不純物からなる鋼板を突き合わせてレーザ溶接により接合して溶接継手を得ることを特徴とするレーザ溶接方法。
【請求項5】
前記化学組成に加えて、さらに質量%で、Ti:0.020%以下およびB:0.010%以下のうちから選ばれた1種以上を含有することを特徴とする請求項4に記載のレーザ溶接方法。
【請求項6】
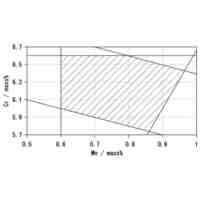
前記レーザ溶接において、溶加材が、下記の式(1)のCIの値が0.25質量%以上を満たす化学組成を有することを特徴とする請求項4または5に記載のレーザ溶接方法。
CI=[C]+[Si]/24+[Mn]/6 ・・・ (1)
ここで、[元素]は、前記溶加材における当該元素の含有量(質量%)を示す。
【請求項7】
前記板厚(t)と前記溶接金属のビード幅(W)の比(t/W)が1.0以上であることを特徴とする請求項4または5に記載のレーザ溶接方法。
【請求項8】
前記板厚(t)と前記溶接金属のビード幅(W)の比(t/W)が1.0以上であることを特徴とする請求項6に記載のレーザ溶接方法。
【請求項9】
前記レーザ溶接方法における、レーザ溶接出力が3~20kW、溶接速度が1.0~5.0m/minであることを特徴とする請求項4または5に記載のレーザ溶接方法。
【請求項10】
前記レーザ溶接方法における、レーザ溶接出力が3~20kW、溶接速度が1.0~5.0m/minであることを特徴とする請求項6に記載のレーザ溶接方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、建設機械、産業機械、造船、土木、建築等の鋼構造物の各種部材として使用される耐摩耗鋼板の溶接継手に係り、特にレーザ溶接によって接合された耐摩耗鋼板のレーザ溶接継手およびそのレーザ溶接方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
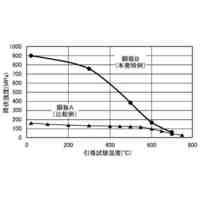
耐摩耗鋼板の多くは、溶接施工に供される。従来の耐摩耗鋼板の溶接にはガスシールドアーク溶接が使われている。一般的なガスシールドアーク溶接では、溶接金属の硬さの低下、並びに母材の熱影響部(以下、「HAZ」ともいう。)およびその周辺に母材より軟化した領域が広く形成されることが課題であった。特許文献1では耐摩耗鋼板の溶接継手の製造方法として、特定の成分に調整したフラックス入りワイヤをガスシールドアーク溶接に用いることで、溶接金属の硬さを母材並みに維持する方法が行われている。しかしながら、この方法では母材の熱影響部における軟化領域の大きさを抑制することはできない。
【先行技術文献】
【特許文献】
【0003】
特許第5696824号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
以上のように、耐摩耗鋼板のガスシールドアーク溶接継手では、溶接部およびその周辺に軟化領域が広く形成されるという課題があった。本発明は、このような現状に鑑みてなされたもので、耐摩耗鋼板の溶接継手に関して、レーザ溶接方法を用いることにより、熱影響部の軟化領域を低減させた溶接継手を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明者らは、耐摩耗鋼の溶接継手における軟化領域の低減方法を鋭意検討した。その結果、一定条件下で溶接継手の作製にレーザ溶接を適用し、低溶接入熱とすることで溶接部の軟化を低減できることを見出した。さらに、溶接ビードの幅を所定の範囲に制限することにより、耐摩耗鋼の溶接継手における軟化領域を縮小できるという知見を得た。
【0006】
本発明は、かかる知見に基づき、さらに検討を加えて完成されたものであり、本発明の要旨は、次のとおりである。
〔1〕板厚(t)が3~15mm、ビッカース硬さ(HV)が425以上の鋼板を突き合わせてレーザ溶接により接合されたレーザ溶接継手であって、前記鋼板の化学組成が質量%で、C:0.15~0.35%、Si:0.20~0.55%、Mn:0.50~1.60%、P:0.050%以下、S:0.050%以下、Cr:0.80%以下を含有し、残部がFe及び不可避的不純物からなることを特徴とするレーザ溶接継手。
〔2〕前記〔1〕において、前記化学組成に加えて、さらに質量%で、Ti:0.020%以下およびB:0.010%以下のうちから選ばれた1種以上を含有することを特徴とするレーザ溶接継手。
〔3〕前記〔1〕または〔2〕において、前記板厚(t)と前記溶接金属のビード幅(W)の比(t/W)が1.0以上であることを特徴とするレーザ溶接継手。
〔4〕板厚(t)が3~15mm、ビッカース硬さ(HV)が425以上で、化学組成が質量%で、C:0.15~0.35%、Si:0.20~0.55%、Mn:0.50~1.60%、P:0.050%以下、S:0.050%以下、Cr:0.80%以下を含有し、残部がFe及び不可避的不純物からなる鋼板を突き合わせてレーザ溶接により接合して溶接継手を得ることを特徴とするレーザ溶接方法。
〔5〕前記〔4〕において、前記化学組成に加えて、さらに質量%で、Ti:0.020%以下およびB:0.010%以下のうちから選ばれた1種以上を含有することを特徴とするレーザ溶接方法。
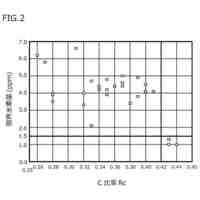
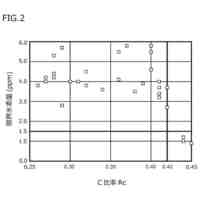
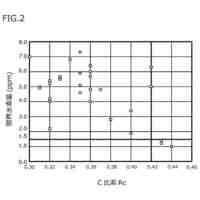
〔6〕前記〔4〕または〔5〕における前記レーザ溶接において、溶加材が、下記の式(1)のCIの値が0.25質量%以上を満たす化学組成を有することを特徴とするレーザ溶接方法。
CI=[C]+[Si]/24+[Mn]/6 ・・・ (1)
ここで、[元素]は、前記溶加材における当該元素の含有量(質量%)を示す。
〔7〕前記〔4〕ないし〔6〕のいずれか一つにおいて、前記板厚(t)と前記溶接金属のビード幅(W)の比(t/W)が1.0以上であることを特徴とするレーザ溶接方法。
〔8〕前記〔4〕ないし〔7〕のいずれか一つにおいて、前記レーザ溶接方法における、レーザ溶接出力が3~20kW、溶接速度が1.0~5.0m/minであることを特徴とするレーザ溶接方法。
【発明の効果】
【0007】
本発明によれば、耐摩耗鋼板について、溶接部の軟化領域を低減させたレーザ溶接継手を提供することができ、産業上格段の効果を有する。
【図面の簡単な説明】
【0008】
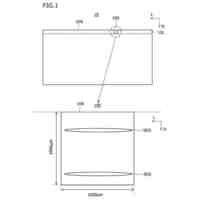
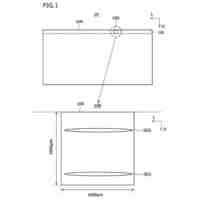
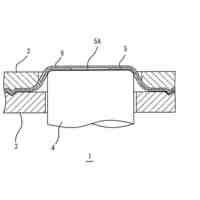
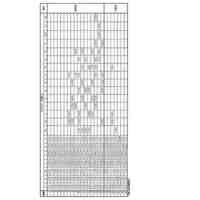
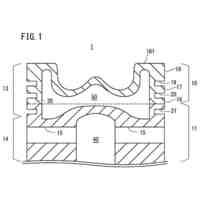
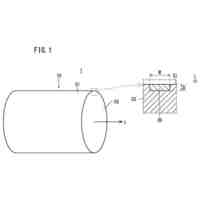
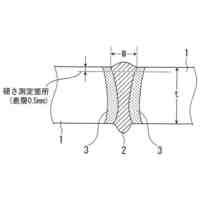
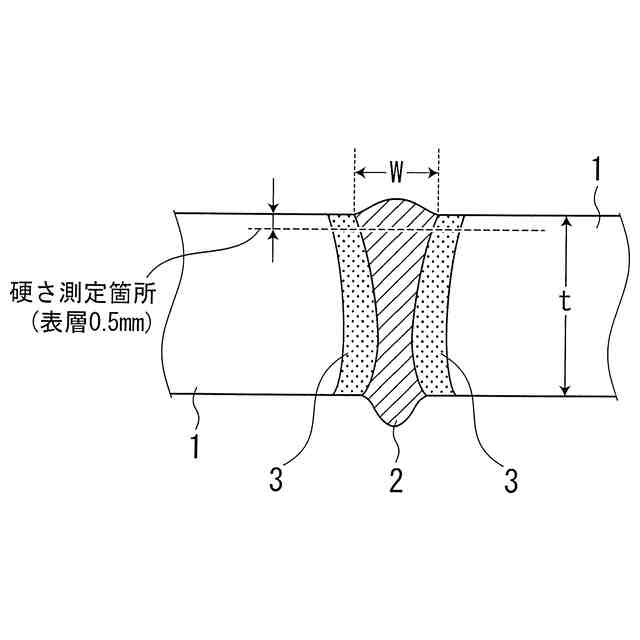
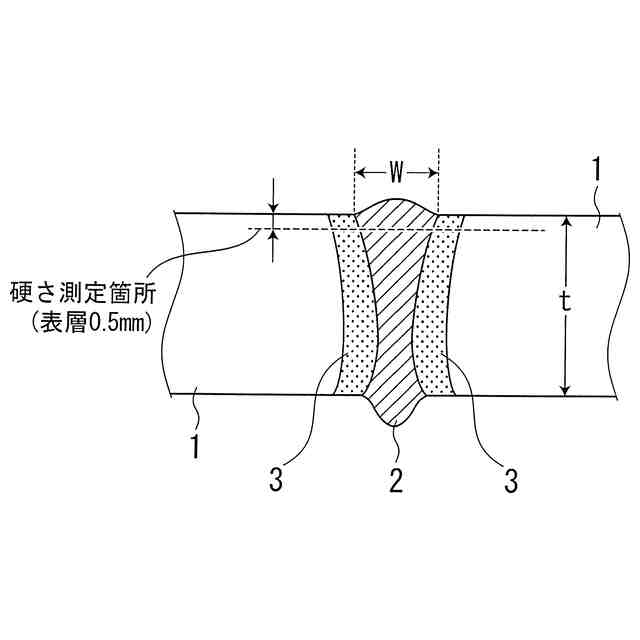
本発明に係るレーザ溶接継手の断面マクロ形状を示す模式図である。
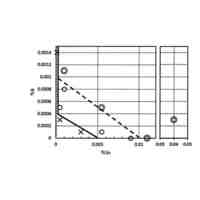
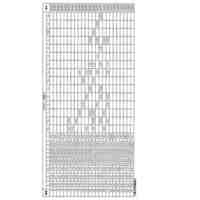
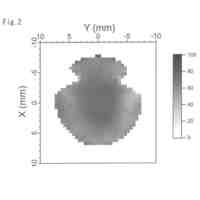
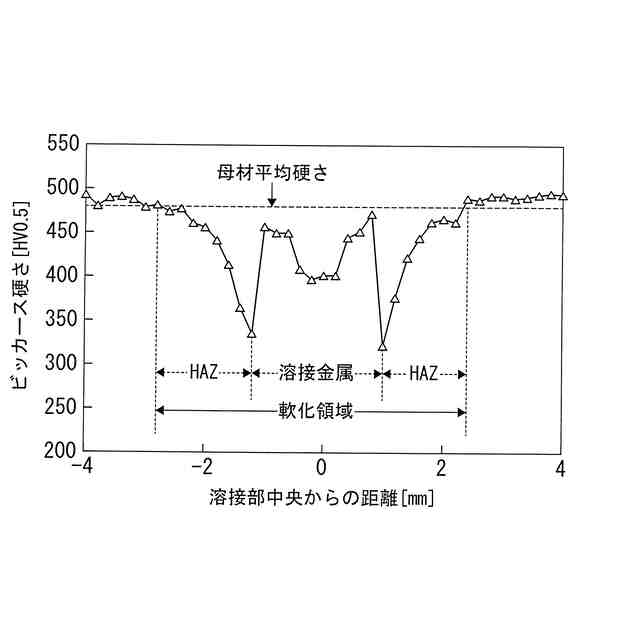
本発明に係るレーザ溶接継手の溶接金属周辺のビッカース硬さ分布を示す模式図である。
【発明を実施するための形態】
【0009】
[本発明に至る経緯]
溶接によって形成される溶接継手部の溶接金属および熱影響部(HAZ)では、母材(鋼板)の原質部に比べて硬度が低下する領域(以下、「軟化領域」という。)が存在する。
【0010】
図1に溶接金属周辺の断面マクロ形状の模式図を示す。板厚tの鋼板1をレーザ溶接によって接合して中央部の溶接金属2が形成される。溶接金属2に接する両側の鋼板1部分が熱影響部(HAZ)3である。溶接金属2の上部(溶接側)には、溶接金属が盛り上がったビード部が形成されるが、形成された表面ビードの幅がビード幅Wである。ビッカース硬さを測定する場合には、鋼板1の表層から0.5mmの深さ位置で鋼板面に平行に溶接金属断面のビッカース硬さを測定する。測定間隔は0.2~0.3mmピッチとした。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
鋼材及び金型
28日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
線材
1か月前
株式会社神戸製鋼所
鋼製下地材
28日前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
ボルト
1か月前
日本冶金工業株式会社
抗菌性に優れるNi合金
6日前
MAアルミニウム株式会社
アルミニウム合金箔
1か月前
住友金属鉱山株式会社
有価金属の回収方法
1か月前
JFEスチール株式会社
鋼板
21日前
JFEスチール株式会社
鋼板
21日前
住友金属鉱山株式会社
有価金属の回収方法
1か月前
JFEスチール株式会社
鋼板
21日前
住友金属鉱山株式会社
有価金属の製造方法
22日前
住友金属鉱山株式会社
有価金属の回収方法
1か月前
住友金属鉱山株式会社
有価金属の回収方法
29日前
日本製鉄株式会社
スチールピストン
1日前
JX金属株式会社
金属回収方法
16日前
JFEスチール株式会社
鋼部品およびその製造方法
1か月前
日本製鉄株式会社
鋼材及び鋼部品
1か月前
DOWAメタルマイン株式会社
ルテニウムの回収方法
20日前
プライムアースEVエナジー株式会社
金属多孔体の評価方法
1か月前
日本製鉄株式会社
鋼部品及び鋼部品の製造方法
1か月前
株式会社タンガロイ
立方晶窒化硼素焼結体
1か月前
株式会社タンガロイ
立方晶窒化硼素焼結体
13日前
JFEスチール株式会社
レーザ溶接継手およびレーザ溶接方法
21日前
住友電気工業株式会社
トロリ線、及びトロリ線の製造方法
1か月前
住友電気工業株式会社
トロリ線、及びトロリ線の製造方法
1か月前
山陽特殊製鋼株式会社
被削性と窒化特性に優れた窒化用鋼
23日前
日本製鉄株式会社
焼結鉱の製造方法
22日前
山陽特殊製鋼株式会社
被削性と窒化特性に優れた窒化用鋼
21日前
日本製鉄株式会社
継目無鋼管
29日前
JFEスチール株式会社
突起付きH形鋼およびその製造方法
1か月前
古河機械金属株式会社
高クロム鋳鉄および高クロム鋳鉄の製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ