TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024031698
公報種別
公開特許公報(A)
公開日
2024-03-07
出願番号
2022135423
出願日
2022-08-26
発明の名称
鋼材
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
C22C
38/00 20060101AFI20240229BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】被削性に優れ、高周波焼入れ時の溶融割れを抑制でき、機械構造用部品とした場合に優れた疲労強度を有する鋼材を提供する。
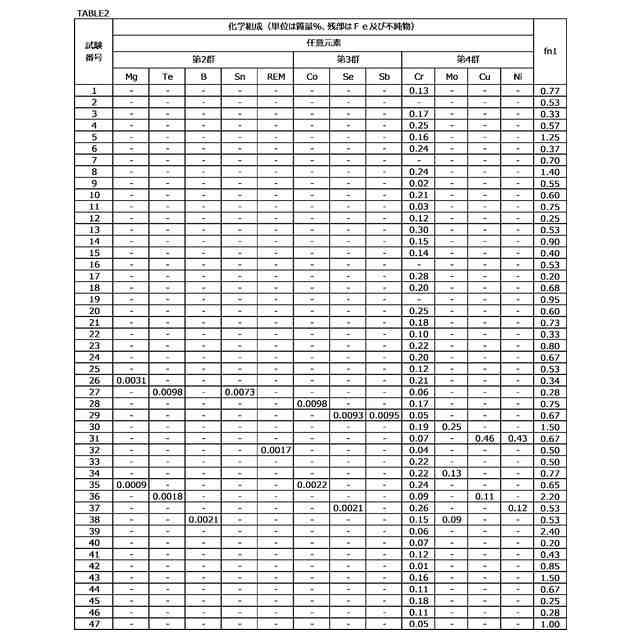
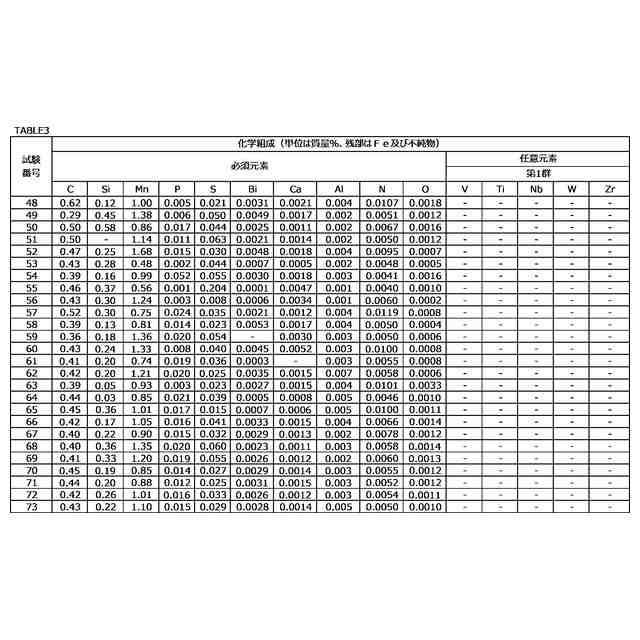
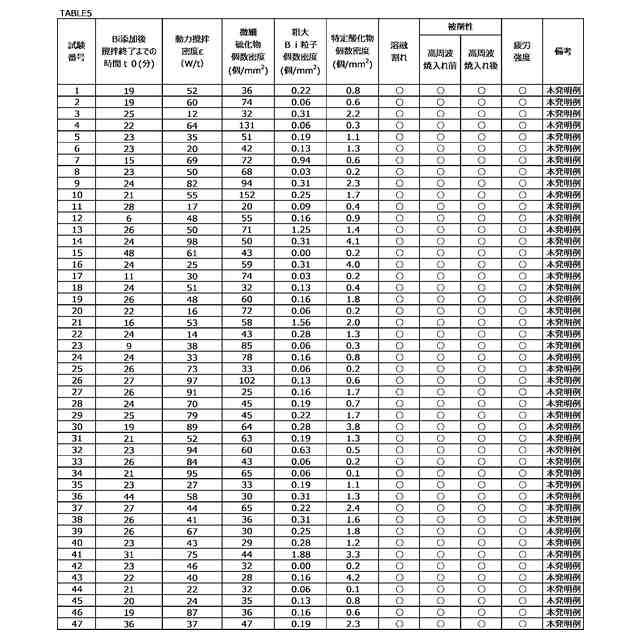
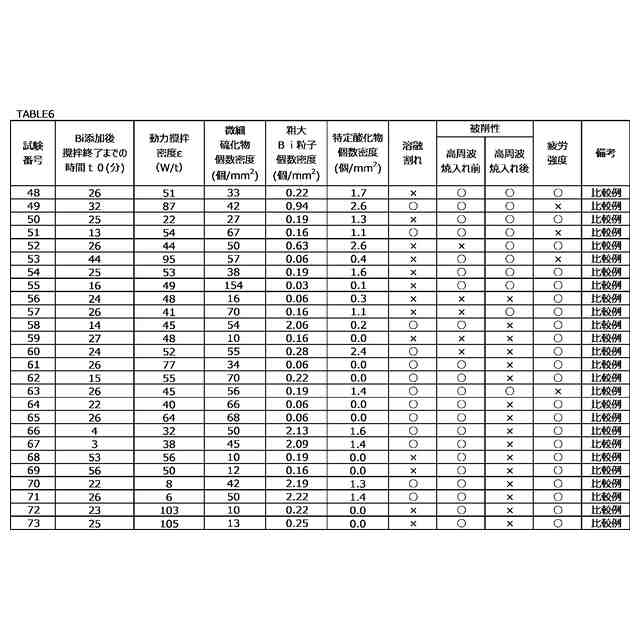
【解決手段】鋼材は、質量%で、C:0.30超~0.60%、Si:0.01~0.55%、Mn:0.50~1.65%、P:0.050%以下、S:0.010~0.200%、Bi:0.0001~0.0050%、Ca:0.0001~0.0050%、Al:0.001~0.005%、N:0.0030~0.0250%、及び、O:0.0030%以下、を含有し、明細書中の式(1)を満たす。鋼材中の微細硫化物の個数密度は20個/mm
2
以上であり、粗大Bi粒子の個数密度は2.00個/mm
2
以下であり、特定酸化物の個数密度が0.1個/mm
2
以上である。
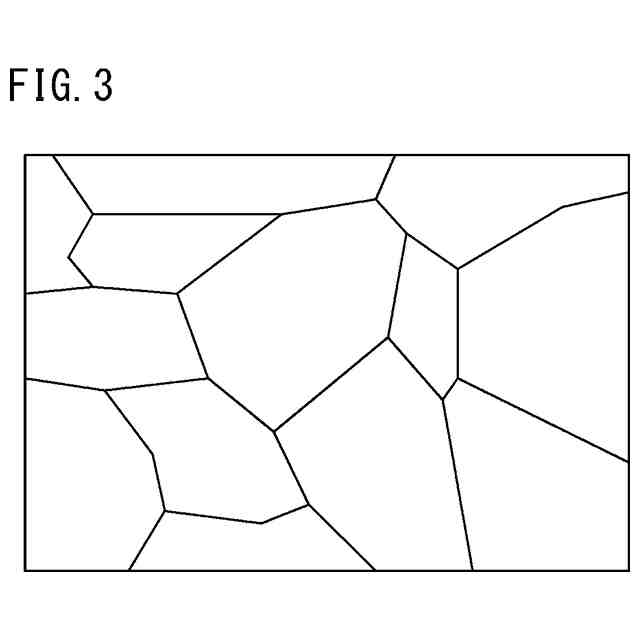
【選択図】図3
特許請求の範囲
【請求項1】
鋼材であって、
質量%で、
C:0.30超~0.60%、
Si:0.01~0.55%、
Mn:0.50~1.65%、
P:0.050%以下、
S:0.010~0.200%、
Bi:0.0001~0.0050%、
Ca:0.0001~0.0050%、
Al:0.001~0.005%、
N:0.0030~0.0250%、及び、
O:0.0030%以下、を含有し、
残部はFe及び不純物からなり、
各元素含有量が上記範囲内であることを前提として、式(1)を満たし、
前記鋼材中において、
円相当径が0.2~1.0μm未満の微細硫化物の個数密度は20個/mm
2
以上であり、
円相当径が5μm以上の粗大Bi粒子の個数密度は2.00個/mm
2
以下であり、
円相当径が1μm以上であって、BiとCaとを含有する酸化物系介在物を特定酸化物と定義するとき、前記特定酸化物の個数密度が0.1個/mm
2
以上である、
鋼材。
Ca/Al≧0.18 (1)
ここで、式(1)中の各元素記号には、対応する元素の含有量が質量%で代入される。
続きを表示(約 1,200 文字)
【請求項2】
鋼材であって、
質量%で、
C:0.30超~0.60%、
Si:0.01~0.55%、
Mn:0.50~1.65%、
P:0.050%以下、
S:0.010~0.200%、
Bi:0.0001~0.0050%、
Ca:0.0001~0.0050%、
Al:0.001~0.005%、
N:0.0030~0.0250%、及び、
O:0.0030%以下、を含有し、
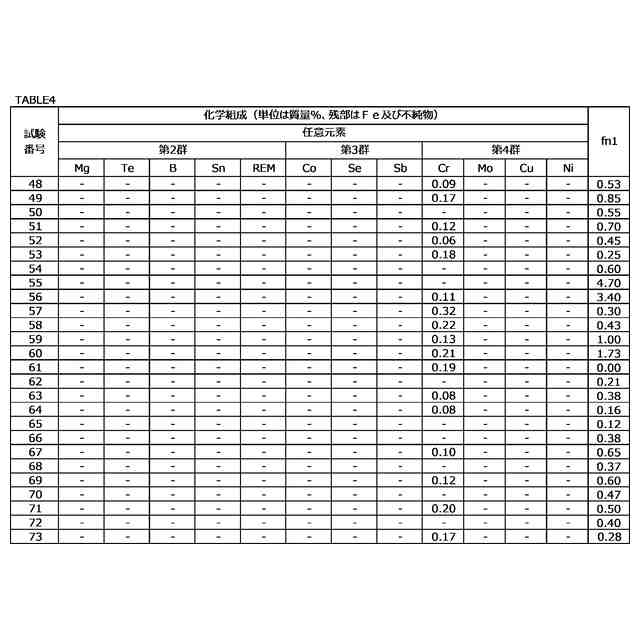
さらに、第1群~第4群からなる群から選択される1種以上を含有し、
残部はFe及び不純物からなり、
各元素含有量が上記範囲内であることを前提として、式(1)を満たし、
前記鋼材中において、
円相当径が0.2~1.0μm未満の微細硫化物の個数密度は20個/mm
2
以上であり、
円相当径が5μm以上の粗大Bi粒子の個数密度は2.00個/mm
2
以下であり、
円相当径が1μm以上であって、BiとCaとを含有する酸化物系介在物を特定酸化物と定義するとき、前記特定酸化物の個数密度が0.1個/mm
2
以上である、
鋼材。
[第1群]
V:0.400%以下、
Ti:0.050%以下、
Nb:0.050%以下、
W:0.400%以下、及び、
Zr:0.0100%以下、からなる群から選択される1種以上
[第2群]
Mg:0.0100%以下
Te:0.0100%以下
B:0.0050%以下
Sn:0.0100%以下、及び、
希土類元素:0.0100%以下、からなる群から選択される1種以上
[第3群]
Co:0.0100%以下、
Se:0.0100%以下、及び、
Sb:0.0100%以下、からなる群から選択される1種以上
[第4群]
Cr:0.30%以下、
Mo:0.30%以下、
Cu:0.50%以下、及び、
Ni:0.50%以下、からなる群から選択される1種以上
Ca/Al≧0.18 (1)
ここで、式(1)中の各元素記号には、対応する元素の含有量が質量%で代入される。
【請求項3】
請求項2に記載の鋼材であって、
前記第1群を含有する、
鋼材。
【請求項4】
請求項2に記載の鋼材であって、
前記第2群を含有する、
鋼材。
【請求項5】
請求項2に記載の鋼材であって、
前記第3群を含有する、
鋼材。
【請求項6】
請求項2に記載の鋼材であって、
前記第4群を含有する、
鋼材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼材に関し、さらに詳しくは、機械構造用部品の素材となる鋼材に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
自動車及び建設車両のクランクシャフト等に利用される機械構造用部品には、高い疲労強度が求められる。そこで、疲労強度の向上のために、機械構造用部品に対して表面硬化処理が施される場合がある。
【0003】
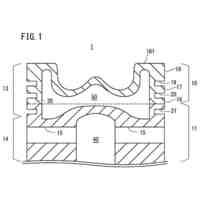
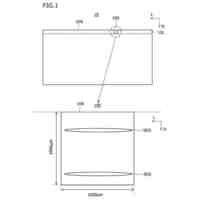
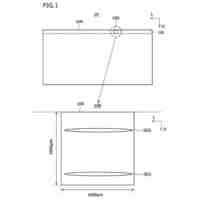
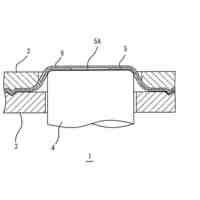
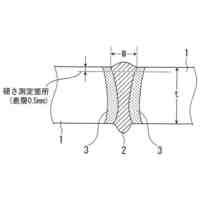
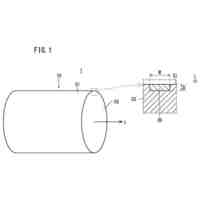
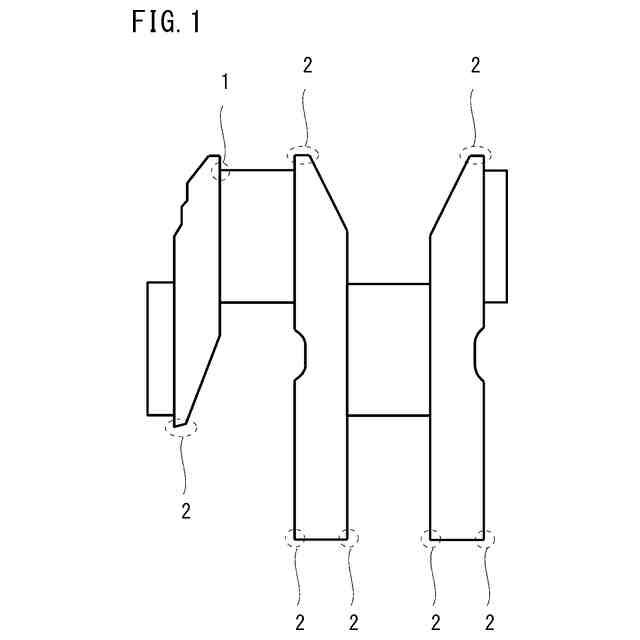
種々の表面硬化処理のうち、高周波焼入れは、必要な部位のみ硬化させることができる。さらに、高周波焼入れは高温で加熱した後に冷却するため、軟窒化処理等の他の表面硬化処理と比較して、深い硬化層深さ及び高い疲労強度を得ることができる。そのため、機械構造用部品には、高周波焼入れが施される場合が多い。例えば、機械構造用部品の1種であるクランクシャフトの疲労強度を向上させるために、図1に示すフィレットR部1を高周波焼入れする技術が実用化されている。
【0004】
近年、機械構造用部品のさらなる疲労強度の向上が求められている。高周波焼入れを利用して硬化層深さを大きくするためには、高周波焼入れにおいて、高周波電力の出力を増加して加熱温度を高めればよい。しかしながら、高温で高周波焼入れ処理を実施する場合、機械構造用部品のエッジ部(エッジ部はたとえば、機械構造用部品が図1に示すクランクシャフトの場合、符号2で示される部分に相当)で、加熱温度が過剰に高くなりやすい。特に、高周波焼入れ時の昇温速度が速い場合、加熱温度が過剰に高くなりやすい。たとえば、高周波焼入れにおける加熱温度が過剰に高くなり、1350℃以上となった場合、鋼材の表層又は内部の一部が溶融して割れが発生する場合がある。以下、このような割れを、本明細書では、「溶融割れ」という。機械構造用部品において、溶融割れの発生は抑制される方が好ましい。つまり、高周波焼入れを実施する場合には、溶融割れの抑制が求められる。
【0005】
機械構造用部品の素材となる鋼材を用いて機械構造用部品を製造する場合、機械構造用部品はたとえば、次の方法で製造される。初めに、熱間鍛造を実施して、機械構造用部品に近い形状の機械構造用部品の中間品を製造する。その後、中間品に対して切削加工を実施する。切削加工後の中間品に対して、高周波焼入れを実施する。高周波焼入れ後の中間品に対して、さらに仕上げ加工(切削加工又は研削加工)を実施して、機械構造用部品を製造する。つまり、機械構造用部品の素材となる鋼材を用いて機械構造用部品を製造する場合、高周波焼入れ前、及び、高周波焼入れ後の二度にわたり切削加工又は研削加工が実施される場合がある。そのため、機械構造用部品の素材となる鋼材には、高周波焼入れ前の中間品においても、高周波焼入れ後の中間品においても、優れた被削性が求められる。
【0006】
機械構造用部品の素材となる鋼材は、たとえば、特開2017-082299号公報(特許文献1)、特開2003-226934号公報(特許文献2)、及び、特開2004-91886号公報(特許文献3)に開示されている。
【0007】
特許文献1に開示された製品部材は、C:0.4~0.7%、Si:0.25%以下、Mn:0.5~2.6%、P:0.050%以下、S:0.005~0.020%、Nb:0.01~0.06%、Al:0.010~0.050%、N:0.005~0.025%及びO:0.003%以下を含有し、かつ、残部がFe及び不可避的不純物からなり、式(1)を満たす化学組成を有する。ここで、式(1)は、17.0≦25.9C+6.35Mn≦27.2である。この製品部材の製造工程中において、高周波焼入れ及び焼戻しの条件を適切に制御する。これにより、高周波焼入れ及び焼戻し後の焼入れ材では、最終形態である製品部材の表面に相当する位置から20μmの深さ位置に相当する基準位置での組織が、マルテンサイトと体積率で8~20%の残留オーステナイトとを含む。さらに、焼入れ材に対する切削加工条件を適切に制御する。これにより、この製品部材では、基準位置での組織において、残留オーステナイトの体積率が12%以下であり、切削前の残留オーステナイト体積率(RI)と切削後の残留オーステナイトの体積率(RF)から式(A)によって求められる残留オーステナイト減少率Δγが40%以上となり、表面の算術平均粗さRaが0.8μm以下である。ここで、式(A)は、Δγ=(RI-RF)/RI×100である。この文献では、製品部材の化学組成と、高周波焼入れ後の組織及び硬さと、切削加工後の組織及び算術平均粗さと、を制御する。これにより、製品部材の疲労強度及び被削性を向上させる。
【0008】
特許文献2に開示された機械構造用鋼は、C:0.05~0.8%、Si:0.01~2.5%、Mn:0.1~3.5%、S:0.01~0.2%、Al:0.001~0.020%、Ca:0.0005~0.02%、O:0.0005~0.01%及びN:0.001~0.04%を含有し、さらに、Ti:0.002~0.020%及びZr:0.002~0.040%の1種又は2種を含有し、残部が不可避の不純物およびFeからなる化学組成を有する。特許文献3に開示された機械構造用鋼は、Si、Ti及びZr含有量の上限以外、特許文献2の機械構造用鋼の化学組成と同じである。特許文献3の機械構造用鋼では、Si含有量の上限が2.0%であり、Ti含有量の上限が0.010%であり、Zr含有量の上限が0.025%である。特許文献2の機械構造用鋼は、CaO含有量が0.2~62重量%の酸化物系介在物と接して存在する、1.0重量%以上のCaを含有する硫化物系介在物の占有面積が、視野面積3.5mm
2
当たり2.0×10
-4
mm
2
以上である。特許文献3の機械構造用鋼では、特許文献2の機械構造用鋼の酸化物系介在物について、融点が1500~1750℃である点をさらに限定している。特許文献3の機械構造用鋼では、特許文献2の機械構造用鋼の硫化物系介在物のCa含有量について、1~45重量%である点をさらに限定している。特許文献2及び特許文献3では、MnS介在物が微細に分散することにより、被削性を向上させる。
【先行技術文献】
【特許文献】
【0009】
特開2017-082299号公報
特開2003-226934号公報
特開2004-91886号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、上述の特許文献1~3では、少なくとも、被削性及び疲労強度については検討されているものの、高周波焼入れ時の溶融割れの抑制については検討されていない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
スチールピストン
1日前
日本製鉄株式会社
コークスの製造方法
今日
日本製鉄株式会社
鋼歯車及び鋼歯車の製造方法
1日前
日本製鉄株式会社
鋼摺動部品及び鋼摺動部品の製造方法
1日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
6日前
日本製鉄株式会社
水砕スラグ製造設備の管理方法及び水砕スラグ製造設備の管理設備
1日前
黒崎播磨株式会社
真空脱ガス炉用マグネシアカーボンれんがの製造方法
今日
日本製鉄株式会社
炭酸エステルの製造方法および炭酸エステル製造用触媒構造体
8日前
大同特殊鋼株式会社
鋼材及び金型
28日前
株式会社神戸製鋼所
鋼製下地材
28日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
ボルト
1か月前
MAアルミニウム株式会社
アルミニウム合金箔
1か月前
日本冶金工業株式会社
抗菌性に優れるNi合金
6日前
住友金属鉱山株式会社
有価金属の製造方法
22日前
住友金属鉱山株式会社
有価金属の回収方法
1か月前
住友金属鉱山株式会社
有価金属の回収方法
1か月前
JFEスチール株式会社
鋼板
21日前
住友金属鉱山株式会社
有価金属の回収方法
1か月前
JFEスチール株式会社
鋼板
21日前
JFEスチール株式会社
鋼板
21日前
住友金属鉱山株式会社
有価金属の回収方法
29日前
日本製鉄株式会社
スチールピストン
1日前
JX金属株式会社
金属回収方法
16日前
JFEスチール株式会社
鋼部品およびその製造方法
1か月前
DOWAメタルマイン株式会社
ルテニウムの回収方法
20日前
プライムアースEVエナジー株式会社
金属多孔体の評価方法
1か月前
日本製鉄株式会社
鋼材及び鋼部品
1か月前
株式会社タンガロイ
立方晶窒化硼素焼結体
1か月前
JFEスチール株式会社
レーザ溶接継手およびレーザ溶接方法
21日前
日本製鉄株式会社
鋼部品及び鋼部品の製造方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ