TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024042561
公報種別
公開特許公報(A)
公開日
2024-03-28
出願番号
2022147351
出願日
2022-09-15
発明の名称
鋼の連続鋳造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
主分類
B22D
11/10 20060101AFI20240321BHJP(鋳造;粉末冶金)
要約
【課題】ノズルの閉塞を抑制することができる鋼の連続鋳造方法を提供する。
【解決手段】タンディッシュから鋳型への溶鋼注入にノズルを用いる鋼の連続鋳造方法であって、ノズルは上ノズル、浸漬ノズル、及び上ノズルと浸漬ノズルとの間に配置されるスライディングゲートを有し、高純度Arガスをノズルの溶鋼流路内に流し、高純度Arガスをノズルの溶鋼流路内に流す条件が、(A)上ノズルから高純度Arガスをノズルの溶鋼流路内に流し、スライディングゲートから高純度Arガスをノズルの溶鋼流路内に流さず、上ノズルから供給される高純度Arガスの流量が1NL/min以上25NL/min以下であるか、又は、(B)上ノズル及びスライディングゲートから高純度Arガスをノズルの溶鋼流路内に流し、上ノズル及びスライディングゲートから供給される高純度Arガスの合計流量が1NL/min以上25NL/min以下である。
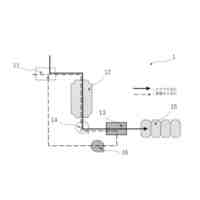
【選択図】図2
特許請求の範囲
【請求項1】
タンディッシュから鋳型への溶鋼注入にノズルを用いる鋼の連続鋳造方法であって、
前記ノズルは上ノズル、浸漬ノズル、及び前記上ノズルと前記浸漬ノズルとの間に配置されるスライディングゲートを有し、
純度が99.99%以上、酸素濃度が2ppm以下、かつ、露点が-65℃以下である高純度Arガスを前記ノズルの溶鋼流路内に流し、
前記高純度Arガスを前記ノズルの溶鋼流路内に流す条件が、
(A)前記上ノズルから前記高純度Arガスを前記ノズルの溶鋼流路内に流し、前記スライディングゲートから前記高純度Arガスを前記ノズルの溶鋼流路内に流さず、前記上ノズルから供給される前記高純度Arガスの流量が1NL/min以上25NL/min以下であるか、
又は、
(B)前記上ノズル及び前記スライディングゲートから前記高純度Arガスを前記ノズルの溶鋼流路内に流し、前記上ノズル及び前記スライディングゲートから供給される前記高純度Arガスの合計流量が1NL/min以上25NL/min以下である、
鋼の連続鋳造方法。
続きを表示(約 180 文字)
【請求項2】
前記高純度Arガスを前記ノズルの溶鋼流路内に流す条件が前記(B)である、請求項1に記載の鋼の連続鋳造方法。
【請求項3】
鋳造後、前記浸漬ノズルの内壁に付着したアルミナ系介在物のFeO濃度が5atom%以下であり、かつ、前記アルミナ系介在物の平均粒子径が50μm以下となる、
請求項1又は2に記載の鋼の連続鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本願は鋼の連続鋳造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
タンディッシュから鋳型への溶鋼の注入にノズルを用いる鋼の連続鋳造方法において、溶鋼中の非金属酸化物(介在物)がノズルの内壁に付着・堆積し流路が閉塞されるという問題がある。
【0003】
鋳造中に流路が閉塞されると、鋳造を一旦停止して付着物を除去する作業を行うため生産性が低下する。また、付着物と一緒に堆積した地金も除去されるため歩留まりが悪化する。さらに、鋳片の品質にも大きな影響を与える。
【0004】
従来、ノズルの閉塞を防止するため、ノズル内へのArガスの吹き込みが実施されている。ノズル内に吹き込まれたArガスは内壁に沿って扁平し、カーテン状の気膜を形成する。気膜が浸漬ノズル内壁に存在することで、溶鋼が内壁に接触する機会が減少し、介在物が付着し難くなり、ノズルの閉塞を抑制することができる。また、Arガスを高純度化することで、溶鋼と気膜との界面張力を高めることができるため、気膜を安定的に形成し、ノズルの閉塞を一層抑制することができると考えられている。
【0005】
特許文献1及び特許文献2には、浸漬ノズルに吹き込むArガスの純度や酸素濃度、露点、流量、吹き込み位置を調整することで、浸漬ノズルの閉塞を抑制するできることが記載されている。特許文献3には、Arガスの高純度化に加えて、スライディングゲートの摺動面の外周部にArガスの吹き付けを実施することや、スライディングゲートの代わりに摺動面のないストッパーを用いることで、浸漬ノズルの閉塞抑制効果をより享受できることが記載されている。
【先行技術文献】
【特許文献】
【0006】
特開2014-8530号公報
特開2014-184462号公報
特開2021-151660号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
鋼の連続鋳造に上ノズル、スライディングゲート、及び浸漬ノズルを有するノズルを用いる場合、各部材の嵌合部及びスライディングゲートの摺動面から外気がノズル内に吸引される問題がある。外気がノズル内に吸い込まれると、Arガスの純度が低下し、ノズルの内壁に形成された気膜が不安定になり、溶鋼が再酸化されてアルミナ系介在物が粗大化し、ノズルの閉塞が進行する。
【0008】
特許文献1及び特許文献2に記載の方法は、ノズル内への外気の吸い込みを考慮していない。そのため、スライディングゲートの摺動面や、ノズルの各部材の篏合部から不可避的に外気が吸い込まれ、Arガスの純度が低下し、気膜を安定的に維持できないと考えられる。特許文献3に記載の方法は、スライディングゲートの摺動面の外周部にArガスを吹き付けているが、摺動面以外にも各部材の篏合部から外気吸い込みが発生するため、まだまだ改善の余地がある。例えば、特許文献3に記載の方法では、上ノズルからArガスを供給しておらず、上ノズルとスライディングゲートとの嵌合部には気膜が存在しないため、当該嵌合部からの外気の吸い込みが特に問題となる。
【0009】
また、特許文献1~3に記載の方法は、溶鋼と浸漬ノズルとの接触機会の減少を主な課題としているが、篏合部や摺動面からの外気の吸い込みを抑制することもノズル閉塞抑制のために重要な課題である。
【0010】
そこで、本開示の主な目的は、上記実情を鑑み、ノズルの閉塞を抑制することができる鋼の連続鋳造方法を提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
接合継手
5日前
日本製鉄株式会社
熱交換器
1か月前
日本製鉄株式会社
接合継手
5日前
日本製鉄株式会社
クランク軸
1か月前
日本製鉄株式会社
表面処理鋼板
5日前
日本製鉄株式会社
表面処理鋼板
5日前
日本製鉄株式会社
被還元性評価方法
24日前
日本製鉄株式会社
スチールピストン
12日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
流体の電気加熱装置
3日前
日本製鉄株式会社
流体の電気加熱装置
3日前
日本製鉄株式会社
鋼管の水圧試験方法
26日前
日本製鉄株式会社
コークスの製造方法
11日前
日本製鉄株式会社
高力ボルト摩擦接合構造
3日前
日本製鉄株式会社
コークス炉の耐火物構造
24日前
日本製鉄株式会社
建築物及び建築物の施工方法
3日前
日本製鉄株式会社
鋼歯車及び鋼歯車の製造方法
12日前
日本製鉄株式会社
金属製部材の受熱温度の推定方法
3日前
日本製鉄株式会社
管状部材及び管状部材を含む構造体
3日前
日本製鉄株式会社
コイルばねの製造方法及びコイルばね
1か月前
日本製鉄株式会社
鋼摺動部品及び鋼摺動部品の製造方法
12日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
3日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
17日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
25日前
日本製鉄株式会社
流体の電気加熱装置および流体の電気加熱方法
3日前
日本製鉄株式会社
流体の電気加熱装置および流体の電気加熱方法
3日前
日本製鉄株式会社
鋼管の連結構造および鋼管継手用の鋼管製造方法
27日前
日本製鉄株式会社
水砕スラグ製造設備の管理方法及び水砕スラグ製造設備の管理設備
12日前
黒崎播磨株式会社
真空脱ガス炉用マグネシアカーボンれんがの製造方法
11日前
日本製鉄株式会社
座屈応力度の推定装置、座屈応力度の推定方法、及び座屈応力度の推定プログラム
3日前
日本製鉄株式会社
座屈応力度の推定装置、座屈応力度の推定方法、及び座屈応力度の推定プログラム
3日前
日本製鉄株式会社
座屈応力度の推定装置、座屈応力度の推定方法、及び座屈応力度の推定プログラム
3日前
日本製鉄株式会社
CO2熱分解触媒の製造方法、CO2熱分解方法、再生CO2熱分解触媒の製造方法、及びCO2熱分解触媒
1か月前
日本製鉄株式会社
炭酸エステルの製造方法および炭酸エステル製造用触媒構造体
19日前
日本製鉄株式会社
金型形状データの作成方法、金型の製造方法、プレス成形品の製造方法、プログラム、及び金型形状データ作成システム
2日前
芝浦機械株式会社
成形機
17日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ