TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024058187
公報種別
公開特許公報(A)
公開日
2024-04-25
出願番号
2022165396
出願日
2022-10-14
発明の名称
成形機
出願人
芝浦機械株式会社
代理人
個人
主分類
B22D
17/32 20060101AFI20240418BHJP(鋳造;粉末冶金)
要約
【課題】異常等の発生要因の特定が容易化される成形機を提供する。
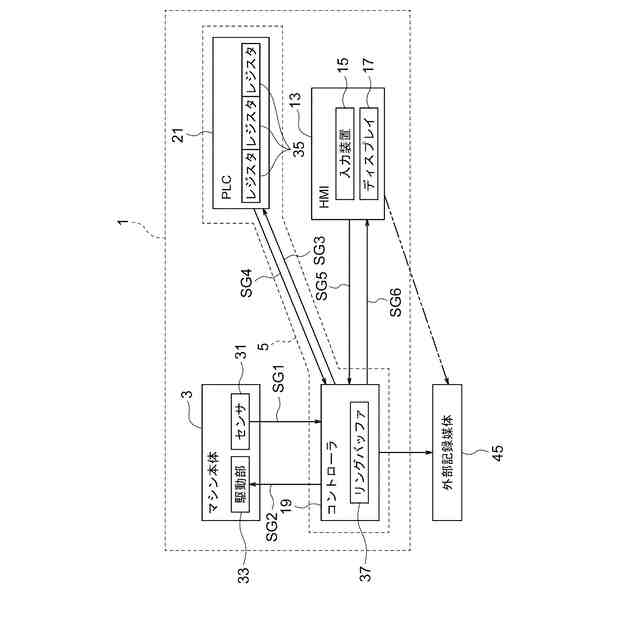
【解決手段】ダイカストマシン1において、コントロールユニット5は、センサ31からの検出信号SG1が入力されるとともに駆動部33に制御信号SG2を出力する。コントロールユニット5において、PLC21は、レジスタ35を有している。リングバッファ37は、検出信号SG1、制御信号SG2、及びレジスタ35のうちの1つである第1対象を含む1以上の対象の状態について、成形サイクルの進行に伴って時々刻々と新しい情報が記憶されるとともに古い情報が消去されることによって更新される時系列データD5を保持する。コントロールユニット5は、所定の停止条件が満たされたことを条件として時系列データD5の更新を停止する。ディスプレイ17は、更新が停止された時系列データD5に基づいて上記第1対象の状態を表示する。
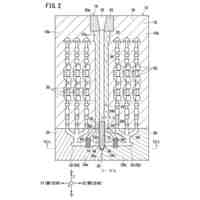
【選択図】図2
特許請求の範囲
【請求項1】
センサ及び駆動部を有しているマシン本体と、
前記センサからの検出信号が入力されるとともに前記駆動部に制御信号を出力するコントロールユニットと、
前記コントロールユニットによって制御されるディスプレイと、
を有しており、
前記コントロールユニットは、
レジスタを有しているPLCと、
前記検出信号、前記制御信号及び前記レジスタのうちの1つである第1対象を含む1以上の対象の状態について、成形サイクルの進行に伴って時々刻々と新しい情報が記憶されるとともに古い情報が消去されることによって更新される時系列データを保持するメモリと、を有しており、
所定の停止条件が満たされたことを条件として前記時系列データの更新を停止し、
前記ディスプレイは、更新が停止された前記時系列データに基づいて前記第1対象の状態を表示する
成形機。
続きを表示(約 1,200 文字)
【請求項2】
前記メモリがリングバッファである
請求項1に記載の成形機。
【請求項3】
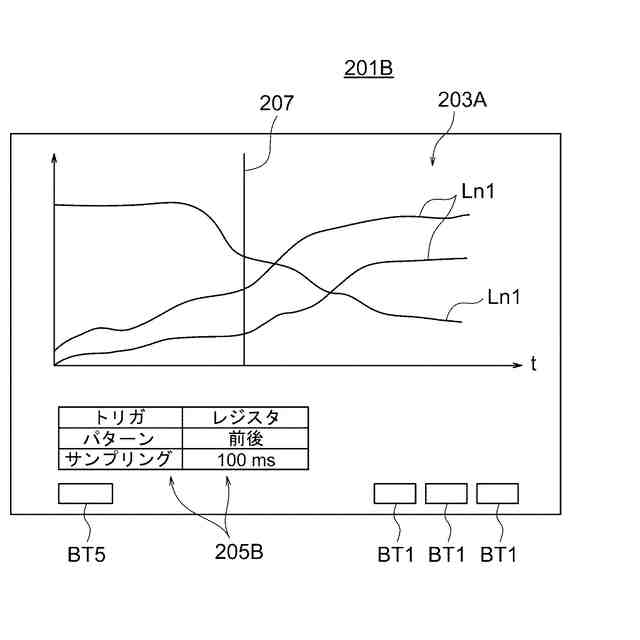
前記ディスプレイは、前記第1対象の状態の経時変化を示す波形を表示する
請求項1に記載の成形機。
【請求項4】
前記ディスプレイは、前記波形の任意の時点を指し示すカーソルを表示するとともに、前記カーソルによって指し示された時点の前記第1対象の状態を数字によって表示する
請求項3に記載の成形機。
【請求項5】
前記メモリは、前記検出信号の状態と前記レジスタの状態とについて前記時系列データを保持し、
前記ディスプレイは、前記時系列データに基づいて、前記検出信号の状態の経時変化を示す波形と、前記レジスタの状態の経時変化を示す波形とを、互いに別の画面に表示する
請求項1に記載の成形機。
【請求項6】
前記第1対象が前記レジスタである
請求項1に記載の成形機。
【請求項7】
前記メモリは、前記検出信号、前記制御信号及び前記レジスタの全ての状態について、前記時系列データを保持し、
前記ディスプレイは、前記時系列データに基づいて、前記検出信号、前記制御信号、及び前記レジスタの全ての状態を1つ以上の画面によって表示する
請求項1に記載の成形機。
【請求項8】
前記コントロールユニットは、複数の前記センサからの複数の前記検出信号、複数の前記駆動部への複数の前記制御信号、及び複数の前記レジスタを含む、複数種かつ複数個の対象のうちの、1以上の特定の対象に基づく異常検出を行い、
前記メモリは、前記複数種かつ複数個の対象のうちの、前記1以上の特定の対象を含む、一部の対象の状態について、前記時系列データを保持し、
前記ディスプレイは、前記時系列データに基づいて、前記一部の対象の状態を1つ以上の画面によって表示する
請求項1に記載の成形機。
【請求項9】
複数の前記センサからの複数の前記検出信号、複数の前記駆動部への複数の前記制御信号、及び複数の前記レジスタを含む、複数種かつ複数個の対象から1以上の記録対象を選択する操作を受け付ける入力装置を更に有し、
前記メモリは、前記複数種かつ複数個の対象のうちの、前記1以上の記録対象を含む、一部の対象の状態について、前記時系列データを保持し、
前記ディスプレイは、前記時系列データに基づいて、前記一部の対象の状態を1つ以上の画面によって表示する
請求項1に記載の成形機。
【請求項10】
前記停止条件は、前記コントロールユニットによって異常検出がなされたことを含む
請求項1に記載の成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、成形機に関する。成形機は、例えば、金属を成形するダイカストマシン、又は樹脂を成形する射出成形機である。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
産業機器の動作に係るデータを収集する技術が種々知られている(例えば特許文献1~4)。また、成形機の状態の経時変化を波形によって表示する技術が知られている(例えば特許文献5~8)。
【先行技術文献】
【特許文献】
【0003】
特開2010-211555号公報
特開2020-123230号公報
国際公開第2020/44908号
国際公開第2020/44909号
特開2004-155065号公報
特開2015-142977号公報
国際公開第2014/76752号
特開2019-13933号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
例えば、異常等の発生要因の特定が容易化される成形機が待たれる。
【課題を解決するための手段】
【0005】
本開示の一態様に係る成形機は、センサ及び駆動部を有しているマシン本体と、前記センサからの検出信号が入力されるとともに前記駆動部に制御信号を出力するコントロールユニットと、前記コントロールユニットによって制御されるディスプレイと、を有しており、前記コントロールユニットは、レジスタを有しているPLCと、前記検出信号、前記制御信号及び前記レジスタのうちの1つである第1対象を含む1以上の対象の状態について、成形サイクルの進行に伴って時々刻々と新しい情報が記憶されるとともに古い情報が消去されることによって更新される時系列データを保持するメモリと、を有しており、所定の停止条件が満たされたことを条件として前記時系列データの更新を停止し、前記ディスプレイは、更新が停止された前記時系列データに基づいて前記第1対象の状態を表示する。
【発明の効果】
【0006】
上記の構成によれば、異常等の発生要因の特定が容易化される。
【図面の簡単な説明】
【0007】
実施形態に係るダイカストマシンの構成を示す側面図。
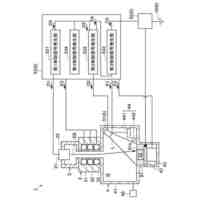
図1のダイカストマシンの信号処理系の構成を示すブロック図。
図1のダイカストマシンにおける波形表示の画面の例。
図1のダイカストマシンにおける波形表示の画面の他の例。
図1のダイカストマシンにおける波形表示の画面の更に他の例。
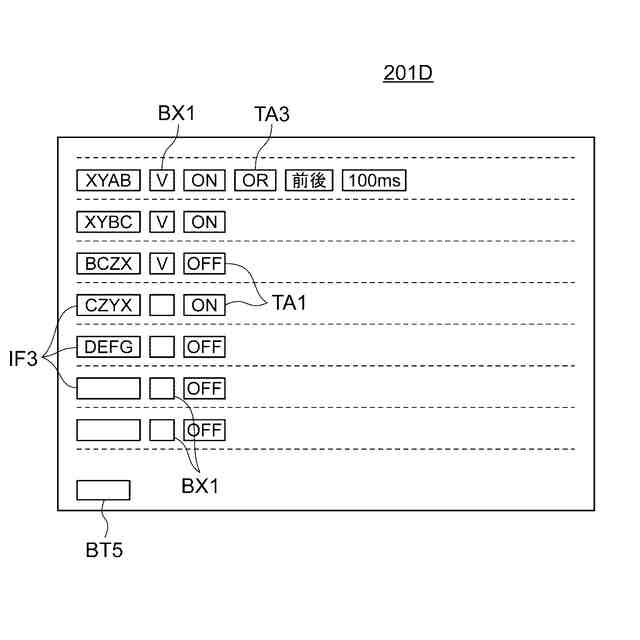
図1のダイカストマシンにおける設定画面の例。
図1のダイカストマシンにおける記録対象の例を説明する模式図。
図1のダイカストマシンにおける記録対象の他の例を説明する模式図。
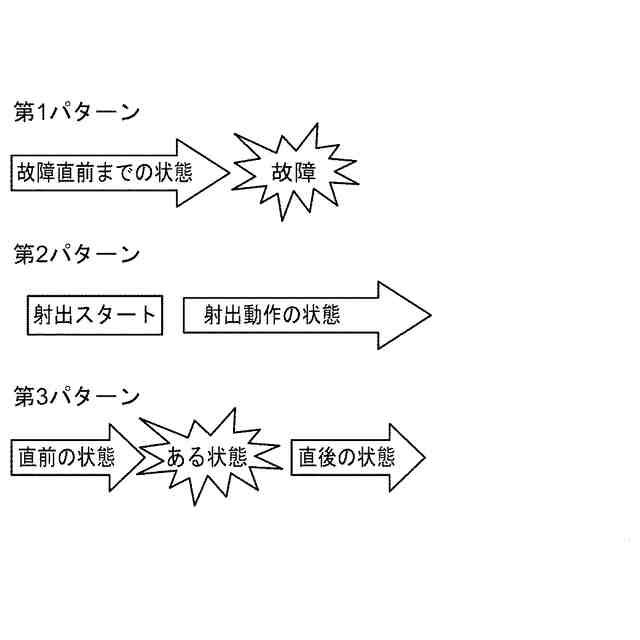
図1のダイカストマシンにおける記録パターンの例を説明する模式図。
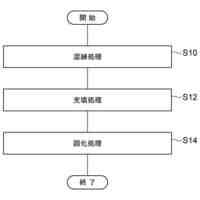
図1のダイカストマシンにおいて記録に係る動作を実現するためにコントロールユニットが実行する処理の手順の概要を示すフローチャート。
図1のダイカストマシンにおける設定保存のための構成の概要を示すブロック図。
【発明を実施するための形態】
【0008】
以下、図面を参照して、本開示に係る複数の態様について説明する。なお、複数の態様のうち相対的に後に説明される態様については、基本的に、先に説明された態様との相違点についてのみ述べる。特に言及が無い事項については、先に説明された態様と同様とされたり、先に説明された態様から類推されたりしてよい。また、複数の態様において互いに対応する構成については、相違点があっても、便宜上、互いに同一の符号を付すことがある。
【0009】
(実施形態に係る成形機の概要)
図1は、実施形態に係るダイカストマシン1(成形機の一例)の構成を示す側面図(一部は断面図又はブロック図)である。図の上下方向は鉛直方向である。
【0010】
ダイカストマシン1は、金型101内(空間107)に不図示の溶湯(溶融状態の金属)を充填することによってダイカスト品(上位概念では成形品)を作製する。ダイカストマシン1は、機械的な動作を行うマシン本体3と、マシン本体3を制御するコントロールユニット5とを有している。また、ダイカストマシン1は、コントロールユニット5とオペレータ(上位概念ではユーザ)とを仲介するHMI(Human Machine Interface)13を有している。HMI13は、例えば、オペレータの操作を受け付ける入力装置15と、任意の画像を表示するディスプレイ17とを有している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
14日前
トヨタ自動車株式会社
保持炉
16日前
トヨタ自動車株式会社
金型装置
7日前
トヨタ自動車株式会社
鋳造装置
9日前
リョービ株式会社
ダイカスト金型
1か月前
芝浦機械株式会社
射出装置及び成形機
2日前
株式会社プロテリアル
インゴットの鋳造方法
1か月前
トヨタ自動車株式会社
離型剤の塗布方法
15日前
トヨタ自動車株式会社
ダイカスト鋳造装置
9日前
トヨタ自動車株式会社
複合中子の製造方法
7日前
トヨタ自動車株式会社
金型の温度制御方法
15日前
旭有機材株式会社
低膨張鋳型用鋳物砂
28日前
株式会社イーエム
固形潤滑剤供給装置
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
2日前
三菱重工業株式会社
金属粉末製造装置
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
8日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
8日前
石福金属興業株式会社
PtAu合金粉末の製造方法
7日前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
1か月前
住友金属鉱山株式会社
離型剤スラリーの散布方法
28日前
株式会社IHI
造形方法及びサポート部材
7日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
23日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
23日前
新東工業株式会社
鋳型造型方法及び鋳型材料
16日前
花王株式会社
鋳物製造用構造体
1か月前
株式会社IHI
積層造形装置及び積層造形方法
23日前
東邦チタニウム株式会社
銅粉の製造方法
2日前
芝浦機械株式会社
射出装置及びダイカストマシン
1か月前
住友金属鉱山株式会社
粉体製造装置および粉体製造方法
2日前
株式会社共立合金製作所
精密ノズルおよびその製造方法
今日
昆明理工大学
高強度高熱伝導性アルミニウム合金材料の調製方法
28日前
本田技研工業株式会社
鋳造用金型
1か月前
株式会社日本スペリア社
銀ナノワイヤの製造方法並びに接合材及び接合体
14日前
日本製鉄株式会社
ノズルシステム
1か月前
古河機械金属株式会社
銅粒子の製造方法、導電性ペースト及び基板
23日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ