TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024041481
公報種別
公開特許公報(A)
公開日
2024-03-27
出願番号
2022146318
出願日
2022-09-14
発明の名称
鋳物製造用構造体
出願人
花王株式会社
代理人
弁理士法人翔和国際特許事務所
主分類
B22C
3/00 20060101AFI20240319BHJP(鋳造;粉末冶金)
要約
【課題】鋳込み時の湯流れが良好な鋳物製造用構造体を提供すること。
【解決手段】鋳物製造用構造体3は、筒状の本体部31と該本体部31の内面を被覆する被覆層32とを有し、該本体部31が電気絶縁性を有する。本体部31と被覆層32とがいずれも、電気絶縁性を有することが好ましい。本体部31の外面における60mm離れた位置で測定された電気抵抗評価値が200kΩ/mm以上であるか、及び/又は本体部31の肉厚方向において測定された電気抵抗評価値が200kΩ/mm以上であることが好ましい。
【選択図】図1
特許請求の範囲
【請求項1】
筒状の本体部と該本体部の内面を被覆する被覆層とを有し、該本体部が電気絶縁性を有する、鋳物製造用構造体。
続きを表示(約 780 文字)
【請求項2】
前記本体部と前記被覆層とがいずれも、電気絶縁性を有する、請求項1に記載の鋳物製造用構造体。
【請求項3】
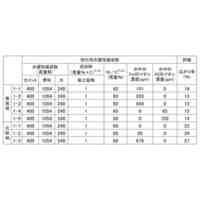
前記本体部の外面における60mm離れた位置で測定された電気抵抗評価値が200kΩ/mm以上であるか、及び/又は、前記本体部の肉厚方向において測定された電気抵抗評価値が200kΩ/mm以上である、請求項1又は2に記載の鋳物製造用構造体。
【請求項4】
前記本体部と前記被覆層とを介して肉厚方向において測定された電気抵抗評価値が、200kΩ/mm以上である、請求項3に記載の鋳物製造用構造体。
【請求項5】
前記本体部の肉厚方向において測定された電気抵抗評価値及び前記被覆層の肉厚方向において測定された電気抵抗評価値がいずれも200kΩ/mm以上である、請求項1ないし4のいずれか一項に記載の鋳物製造用構造体。
【請求項6】
前記本体部が無機繊維を含み、該無機繊維が電気絶縁性の無機繊維のみからなる、請求項1ないし5のいずれか一項に記載の鋳物製造用構造体。
【請求項7】
前記本体部が更に有機繊維を含有する、請求項6に記載の鋳物製造用構造体。
【請求項8】
前記被覆層が複鎖構造型鉱物を含有する、請求項1ないし7のいずれか一項に記載の鋳物製造用構造体。
【請求項9】
請求項1ないし8のいずれか一項に記載の鋳物製造用構造体を、鋳鋼の鋳造における湯道又は揚がり湯道として使用する使用方法。
【請求項10】
請求項1ないし8のいずれか一項に記載の鋳物製造用構造体を、該鋳物製造用構造体が有する開口部のうちの一部の開口部を残して鋳物砂に埋設する工程を有する、鋳鋼用鋳型の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は鋳物製造用構造体に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
鋳物製造用の構造体に関する従来の技術として本出願人は先に、有機繊維、炭素繊維等の無機繊維、無機粒子及びバインダーを含有する本体部と、その内面に形成された被覆層とを有する鋳物製造用構造体を提案した(特許文献1参照)。同文献に記載の構造体によれば、鋳込み時に、本体部に含まれる有機繊維から発生する熱分解ガスを被覆層が遮蔽するので、従来よりも鋳物のガス欠陥が低減するという利点がある。
【先行技術文献】
【特許文献】
【0003】
特開2012-24841号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
鋳造欠陥である湯じわ、亀裂、空洞等は、鋳込み温度の低下に伴い生じる湯流れの不良が原因の一つとなって発生する。近年の鋳物の高品質化に伴い、鋳物製造用の構造体においては、鋳込み時の湯流れに関して更なる向上が要求されている。鋳込み時の湯流れの向上については、特許文献1に記載の構造体についても改善の余地があった。
したがって、本発明の課題は、鋳込み時の湯流れが良好な鋳物製造用構造体を提供することにある。
【課題を解決するための手段】
【0005】
本発明は、筒状の本体部と該本体部の内面を被覆する被覆層とを有し、該本体部が電気絶縁性を有する、鋳物製造用構造体を提供するものである。
【発明の効果】
【0006】
本発明によれば、鋳込み時の湯流れが良好な鋳物製造用構造体を提供できる。
【図面の簡単な説明】
【0007】
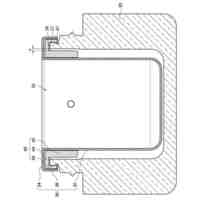
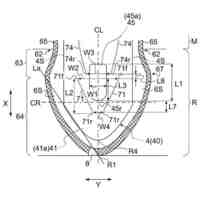
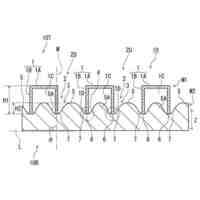
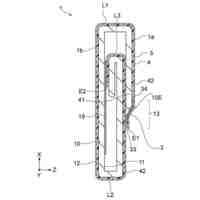
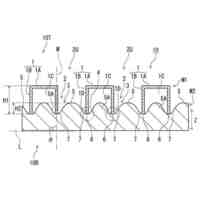
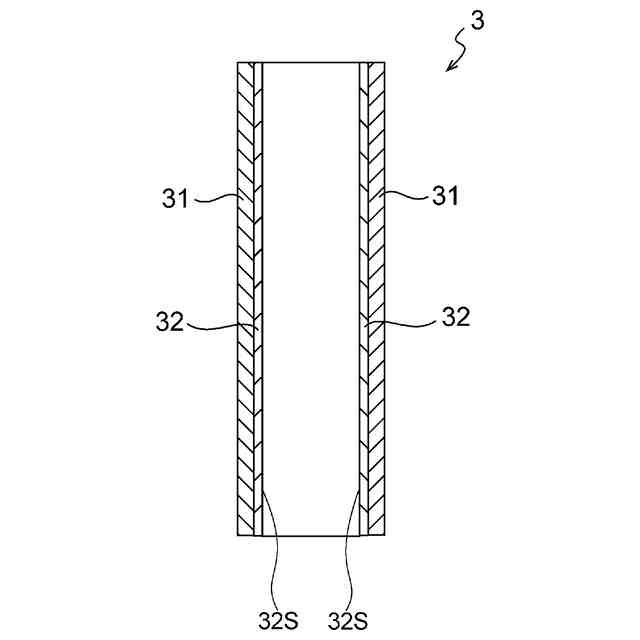
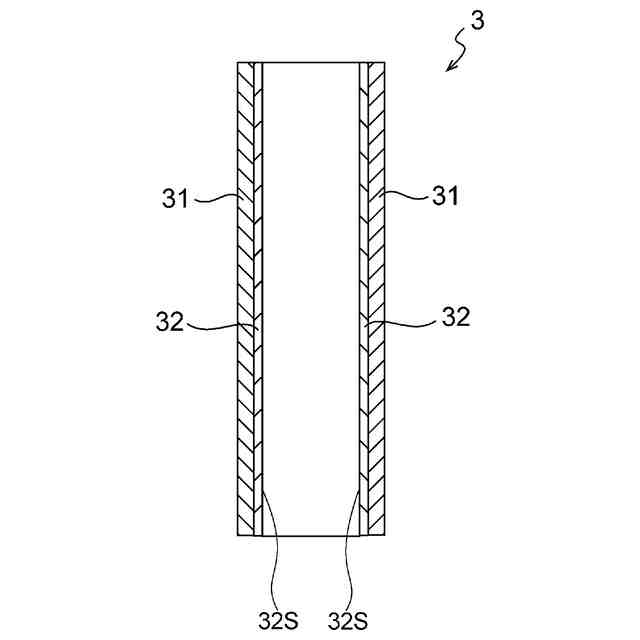
図1は、本発明の鋳物製造用構造体の一実施形態を示す模式断面図である。
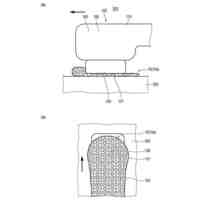
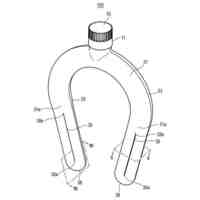
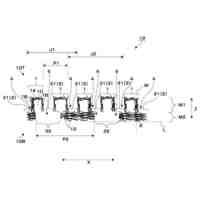
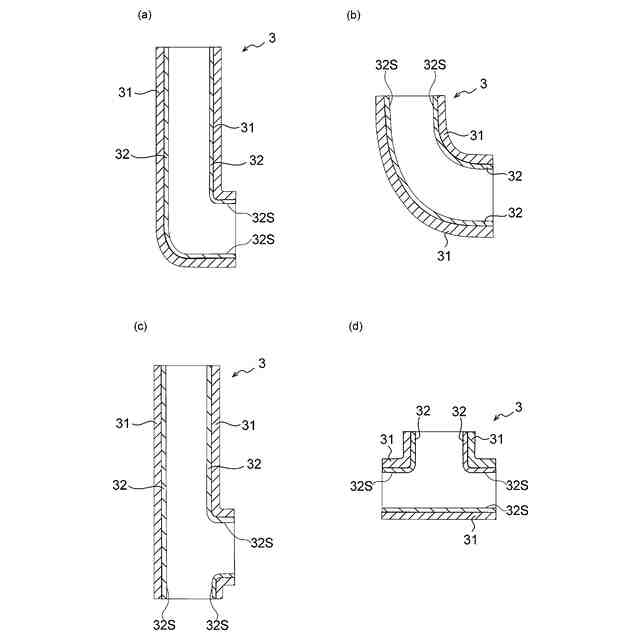
図2(a)ないし(d)は、本発明の鋳物製造用構造体の別の実施形態を示す模式断面図である。
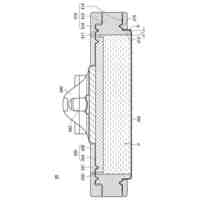
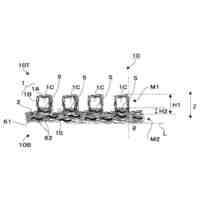
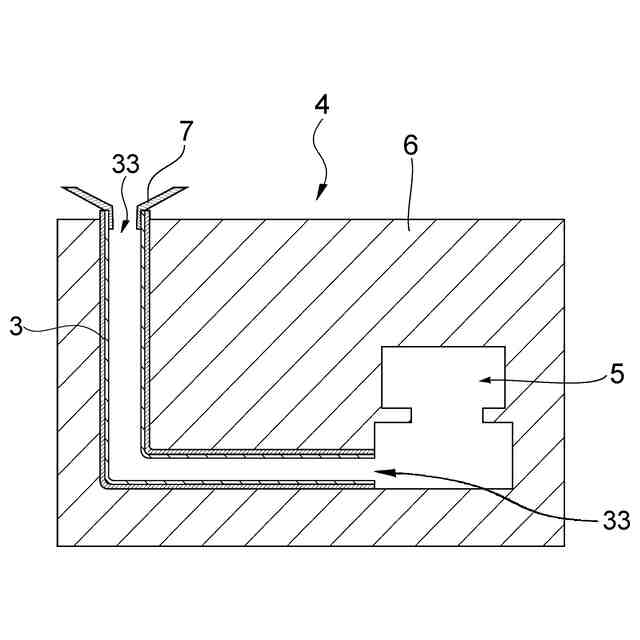
図3は、本発明の鋳物製造用構造体を用いて製造した鋳型の一実施形態を示す模式断面図である。
【発明を実施するための形態】
【0008】
以下本発明を、その好ましい実施形態に基づき図面を参照しながら説明する。
図1及び図2に示す本発明の鋳物製造用構造体(以下、単に「鋳物用構造体」ともいう。)3は、例えば鋳造に用いられる湯道や揚がり湯道として好適に用いられるものである。本発明の鋳物用構造体3は、後述のとおり、鋳鋼の製造における湯道又は揚がり湯道として特に好適に用いられるものである。
【0009】
鋳物用構造体3は、図1及び図2に示すように、筒状の本体部31と、本体部31の内面の少なくとも一部を被覆する被覆層32とを有する。本明細書における「本体部」とは、鋳物用構造体3における大半の体積を占める部位である。本明細書における「筒状」とは、長手方向と該長手方向に直交する幅方向とを有し、内部が空洞になった構造を意味する。本体部31における空洞の形状は限定されず、空洞の横断面の形状は、例えば円形、楕円形又は多角形などであってもよい。また「筒状」には、図2(a)に示すように鋳物用構造体3の長手方向の一部が屈曲部を有するもの、図2(b)に示すように鋳物用構造体3の長手方向の全体が円弧状に湾曲しているもの、図2(c)及び(d)に示すように鋳物用構造体3が一又は複数の分岐部を有するもの等が含まれる。
本体部31が筒状であることに起因して、鋳物用構造体3も筒状である。
【0010】
鋳物用構造体3においては、鋳込み時に本体部31に溶融金属が流入する面である内面に、被覆層32を有する。本明細書における「被覆層」とは、典型的には本体部31の内面に膜状部位として存在する。本明細書にいう「膜状部位」とは、被覆層32を構成する粒子が微視的に凝集粒子状で存在している部分のことをいう。
本体部31が被覆層32に被覆されず剥き出しの状態にあると、鋳込み時に、本体部31に溶湯が接することで本体部31の含有成分が燃焼し、溶湯中にガスが混入又は溶解することがある。特に、鋳鉄よりも溶湯の温度が高い鋳鋼を鋳込む場合は、溶湯へのガスの溶解量が多いことから、鋳込み時に本体部31の含有成分から発生するガスが、鋳鉄の場合よりも、溶湯中に溶解しやすくなってしまう。それに対して、本実施形態の鋳物用構造体3においては本体部31の内面が被覆層32で被覆されているので、本体部31に溶湯が接することを防ぐことができ、その結果、鋳込み時に本体部31の含有成分が燃焼してガスが発生しても、そのガスが溶湯に溶解することを抑制することができる。この利点は、溶湯中にガスが溶解しやすい鋳鋼の場合に、特に有利となる。
鋳込み時のガスが溶湯に混入することを抑制し、後述するとおり鋳込み時の湯流れを良好なものとする観点から、本体部31における、溶融金属と接する側の被覆層32の表面積は、本体部31の内表面積に対して、好ましくは50%以上、より好ましくは80%以上、更に好ましくは90%以上であり、100%であることが一層好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
花王株式会社
容器
27日前
花王株式会社
容器
4日前
花王株式会社
固形食品
26日前
花王株式会社
洗浄方法
19日前
花王株式会社
美容キット
4日前
花王株式会社
乳化化粧料
6日前
花王株式会社
乳化化粧料
6日前
花王株式会社
吸収性物品
20日前
花王株式会社
油脂組成物
18日前
花王株式会社
流体密封容器
27日前
花王株式会社
経口用組成物
27日前
花王株式会社
化粧料組成物
18日前
花王株式会社
口腔用組成物
1か月前
花王株式会社
経口用組成物
14日前
花王株式会社
経口用組成物
14日前
花王株式会社
エッチング液
11日前
花王株式会社
物品搬送装置
4日前
花王株式会社
ペット用トイレ
24日前
花王株式会社
ポンプユニット
24日前
花王株式会社
油性固形化粧料
26日前
花王株式会社
糖質燃焼促進剤
18日前
花王株式会社
リパーゼ変異体
27日前
花王株式会社
皮膚の分類方法
18日前
花王株式会社
アイスクリーム類
14日前
花王株式会社
皮膚洗浄剤組成物
4日前
花王株式会社
肌のくすみ改善剤
20日前
花王株式会社
皮膚洗浄剤組成物
4日前
花王株式会社
口腔内菌叢改善剤
26日前
花王株式会社
吸収性物品用不織布
26日前
花王株式会社
吹付用水硬性組成物
27日前
花王株式会社
スキンケアシステム
5日前
花王株式会社
吸収性物品の包装体
11日前
花王株式会社
吸収性物品用不織布
26日前
花王株式会社
吸収性物品用不織布
26日前
花王株式会社
吸収性物品用不織布
26日前
花王株式会社
静電荷像現像用トナー
26日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ