TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024047147
公報種別
公開特許公報(A)
公開日
2024-04-05
出願番号
2022152597
出願日
2022-09-26
発明の名称
金属粉末製造装置
出願人
三菱重工業株式会社
代理人
弁理士法人開知
主分類
B22F
9/08 20060101AFI20240329BHJP(鋳造;粉末冶金)
要約
【課題】ガス噴射器から噴射されるアトマイズガスによって、金属粉末や液状粒子が飛散することを抑制する。
【解決手段】金属粉末製造装置は、溶融金属にアトマイズガスを衝突させることにより金属粉末を製造する金属粉末製造装置であって、溶融金属を貯留する貯留部と、貯留部から流出した溶融金属に対してアトマイズガスを噴射することにより、溶融金属を液状粒子として噴霧するガス噴射器と、ガス噴射器によって液状粒子が噴霧される噴霧槽と、を備え、噴霧槽は、有底円筒状であり、底部と、底部から立ち上がる筒部と、筒部の内部に噴霧された液状粒子が凝固することにより生成される金属粉末をアトマイズガスとともに筒部から排出する排出部と、を有し、排出部は、筒部の径方向に延びる直線に沿うように、かつ、直線に対してオフセットして設けられた排出管を有している。
【選択図】図5
特許請求の範囲
【請求項1】
溶融金属にアトマイズガスを衝突させることにより金属粉末を製造する金属粉末製造装置であって、
溶融金属を貯留する貯留部と、
前記貯留部から流出した溶融金属に対してアトマイズガスを噴射することにより、溶融金属を液状粒子として噴霧するガス噴射器と、
前記ガス噴射器によって液状粒子が噴霧される噴霧槽と、を備え、
前記噴霧槽は、有底円筒状であり、底部と、前記底部から立ち上がる筒部と、前記筒部の内部に噴霧された液状粒子が凝固することにより生成される金属粉末をアトマイズガスとともに前記筒部から排出する排出部と、を有し、
前記排出部は、前記筒部の径方向に延びる直線に沿うように、かつ、前記直線に対してオフセットして設けられた排出管を有している
金属粉末製造装置。
続きを表示(約 860 文字)
【請求項2】
請求項1に記載の金属粉末製造装置において、
前記排出部は、前記筒部の所定位置に接続され、
前記排出管は、前記所定位置での前記筒部の内周面の接線方向に沿って延在している
金属粉末製造装置。
【請求項3】
請求項1または請求項2に記載の金属粉末製造装置において、
前記排出部は、前記筒部に接続され前記筒部から導入されるアトマイズガスの下流側に向かって先細りに形成されたテーパ部と、前記テーパ部の先端に接続される前記排出管と、を有している
金属粉末製造装置。
【請求項4】
請求項1または請求項2に記載の金属粉末製造装置において、
前記底部の内面は、前記筒部の中心軸を中心とする螺旋状に形成された螺旋斜面とされ、
前記螺旋斜面の上端部と下端部との間に、前記筒部から前記排出部にアトマイズガスを導く排出口が形成される
金属粉末製造装置。
【請求項5】
請求項1または請求項2に記載の金属粉末製造装置において、
前記筒部の内部に設けられ前記筒部の中心軸を中心に回転する回転板と、
前記筒部の外部に設けられ前記回転板を駆動する駆動装置と、をさらに備える
金属粉末製造装置。
【請求項6】
請求項5に記載の金属粉末製造装置において、
前記回転板の上面は、平坦な面である
金属粉末製造装置。
【請求項7】
請求項5に記載の金属粉末製造装置において、
前記回転板には、前記回転板の回転により旋回流を発生させる複数の羽根部が形成されている
金属粉末製造装置。
【請求項8】
請求項5に記載の金属粉末製造装置において、
前記噴霧槽は、前記ガス噴射器が取り付けられる上部槽と、前記排出部が取り付けられる下部槽とに分割されており、
前記上部槽と前記下部槽とは着脱自在である
金属粉末製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶融金属にアトマイズガスを衝突させることにより金属粉末を製造する金属粉末製造装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
金属粉末製造装置には、高温の溶融金属を流下させ、噴霧槽内で溶融金属に対して高い流速でアトマイズガスを衝突させて溶融金属を微粒化することにより、金属粉末を製造するガスアトマイザ(ガスアトマイズ装置)がある。
【0003】
特許文献1には、金属粉末を迅速に冷却することを目的として、噴霧槽(アトマイズタンク)の下部に設けられた粉末回収容器の側壁に、側壁の接線方向に開口した冷却ガス吹き込み用のノズルが設けられた金属粉末製造装置が開示されている。この金属粉末製造装置では、粉末回収容器の側壁の接線方向から冷却用のガスが粉末回収容器内に吹き込まれ、粉末回収容器内に旋回流が生じる。粉末回収容器に堆積した金属粉末は、旋回流によって浮遊し、循環する。これにより、金属粉末が冷却される。なお、特許文献1には、粉末回収容器の上方に設けられたアトマイズガスタンクに、外部にガスを排出する排出部が設けられていることが開示されている(特許文献1の第1図参照)。
【先行技術文献】
【特許文献】
【0004】
特開平4-310号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の金属粉末製造装置では、高い流速で下方に噴射されるアトマイズガスの一部が、噴霧槽の下部において方向を転換して側壁に沿う上昇流となり、粉末回収容器に堆積されている金属粉末や微粒化された溶融金属である液状粒子を飛散させてしまうおそれがある。飛散した金属粉末が液状粒子に接触してしまうと、金属粉末が非球形状になったり、金属粉末の粒度が大きくなってしまったりするという問題が生じる。また、飛散した液状粒子が、アトマイズタンクの内面に付着してしまうと、清掃等のメンテナンス作業に手間がかかるという問題が生じる。このため、アトマイズガスによって金属粉末や液状粒子が飛散することを抑制する技術が要望されている。
【0006】
本発明は、ガス噴射器から噴射されるアトマイズガスによって金属粉末や液状粒子が飛散することを抑制可能な金属粉末製造装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の一態様による金属粉末製造装置は、溶融金属にアトマイズガスを衝突させることにより金属粉末を製造する金属粉末製造装置であって、溶融金属を貯留する貯留部と、前記貯留部から流出した溶融金属に対してアトマイズガスを噴射することにより、溶融金属を液状粒子として噴霧するガス噴射器と、前記ガス噴射器によって液状粒子が噴霧される噴霧槽と、を備え、前記噴霧槽は、有底円筒状であり、底部と、前記底部から立ち上がる筒部と、前記筒部の内部に噴霧された液状粒子が凝固することにより生成される金属粉末をアトマイズガスとともに前記筒部から排出する排出部と、を有し、前記排出部は、前記筒部の径方向に延びる直線に沿うように、かつ、前記直線に対してオフセットして設けられた排出管を有している。
【発明の効果】
【0008】
本発明によれば、ガス噴射器から噴射されるアトマイズガスによって金属粉末や液状粒子が飛散することを抑制できる。
【図面の簡単な説明】
【0009】
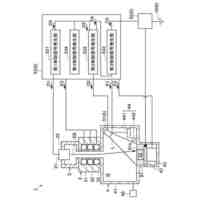
図1は、本発明の第1実施形態に係るガスアトマイズ装置の全体構成図である。
図2は、旋回流発生部の外観斜視図である。
図3は、排出部の出口側から見た旋回流発生部の側面図である。
図4は、図3のIV-IV線断面図である。
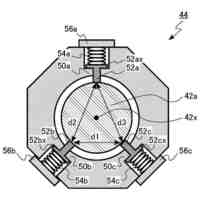
図5は、図4のV-V線断面図である。
図6は、アトマイズガスの流れについて示す図である。
図7は、本発明の第2実施形態に係るガスアトマイズ装置の噴霧槽を斜め下側から見た斜視図である。
図8は、噴霧槽の底部の内面を示す斜視図である。
図9は、噴霧槽を下方から見た底面図である。
図10は、本発明の第3実施形態に係るガスアトマイズ装置の全体構成図である。
図11は、本発明の実施形態の変形例1及び変形例2に係るガスアトマイズ装置の底面模式図である。
図12は、本発明の実施形態の変形例3に係るガスアトマイズ装置の全体構成図である。
図13は、図12のXIII-XIII線断面模式図であり、回転板の回転方向を矢印Rで模式的に示し、アトマイズガスの流れ方向を矢印Fで模式的に示す。
図14は、本発明の実施形態の変形例4に係るガスアトマイズ装置の噴霧槽の平面断面図である。
【発明を実施するための形態】
【0010】
以下、図面を用いて本発明の実施の形態について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱重工業株式会社
ダクト装置
今日
三菱重工業株式会社
蒸気タービン
今日
三菱重工業株式会社
二酸化炭素回収システム及び二酸化炭素回収方法
今日
三菱重工業株式会社
信頼性評価装置、信頼性評価方法及びプログラム
今日
三菱重工業株式会社
導電性メッシュの設計方法、及び電磁シールド基材の製造方法
今日
三菱重工業株式会社
摩耗量モニタリング装置及び当該装置を備えた車両、並びに摩耗量モニタリング方法
3日前
芝浦機械株式会社
成形機
18日前
トヨタ自動車株式会社
保持炉
20日前
トヨタ自動車株式会社
鋳造装置
13日前
トヨタ自動車株式会社
金型装置
11日前
リョービ株式会社
ダイカスト金型
1か月前
株式会社プロテリアル
インゴットの鋳造方法
1か月前
芝浦機械株式会社
射出装置及び成形機
6日前
トヨタ自動車株式会社
離型剤の塗布方法
19日前
トヨタ自動車株式会社
複合中子の製造方法
11日前
トヨタ自動車株式会社
ダイカスト鋳造装置
13日前
トヨタ自動車株式会社
金型の温度制御方法
19日前
株式会社イーエム
固形潤滑剤供給装置
1か月前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
6日前
三菱重工業株式会社
金属粉末製造装置
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
11日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
12日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
12日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
27日前
住友金属鉱山株式会社
離型剤スラリーの散布方法
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
27日前
株式会社IHI
造形方法及びサポート部材
11日前
新東工業株式会社
鋳型造型方法及び鋳型材料
20日前
花王株式会社
鋳物製造用構造体
1か月前
株式会社IHI
積層造形装置及び積層造形方法
27日前
東邦チタニウム株式会社
銅粉の製造方法
6日前
株式会社共立合金製作所
精密ノズルおよびその製造方法
4日前
芝浦機械株式会社
射出装置及びダイカストマシン
1か月前
住友金属鉱山株式会社
粉体製造装置および粉体製造方法
6日前
続きを見る
他の特許を見る











 特許ウォッチ
特許ウォッチ