TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024040078
公報種別
公開特許公報(A)
公開日
2024-03-25
出願番号
2022144923
出願日
2022-09-12
発明の名称
インゴットの鋳造方法
出願人
株式会社プロテリアル
代理人
主分類
B22D
7/06 20060101AFI20240315BHJP(鋳造;粉末冶金)
要約
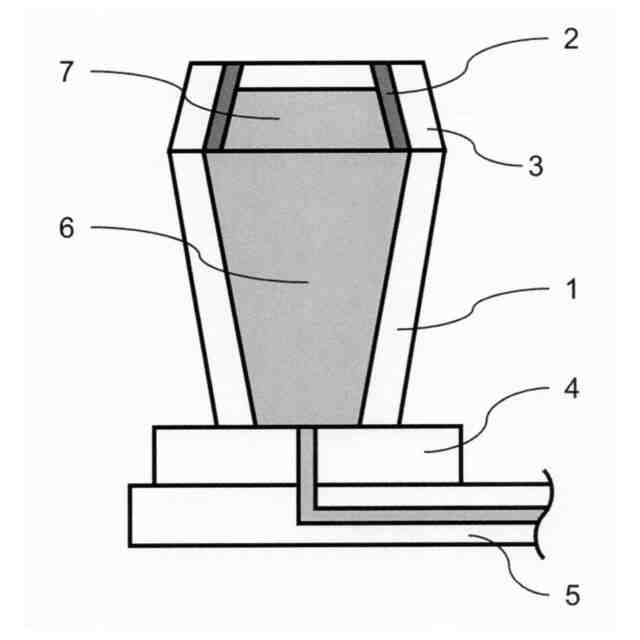
【課題】 マクロ偏析、介在物欠陥および引け巣といったインゴットの内部欠陥を抑えることができる、大型のインゴットの製造に好適なインゴットの鋳造方法を提供する。
【解決手段】 インゴット本体の高さをH、上端部の内接円直径をD1、下端部の内接円直径をD2としたとき、D1>D2となるテーパー形状を有するインゴットの鋳造方法において、式(1):D=(D1+D2)/2によって定義される上下方向の平均内接円直径Dと、式(2):t=(D1-D2)/Hによって定義されるテーパーtが、式(3):t/D≧0.15で定義される関係を満足するインゴットケースを用いて鋳造するインゴットの鋳造方法。
【選択図】 図1
特許請求の範囲
【請求項1】
インゴット本体の高さをH、上端部の内接円直径をD1、下端部の内接円直径をD2としたとき、D1>D2となるテーパー形状を有するインゴットの鋳造方法において、式(1)によって定義される上下方向の平均内接円直径Dと、式(2)によって定義されるテーパーtが、式(3)で定義される関係を満足するインゴットケースを用いて鋳造するインゴットの鋳造方法。
TIFF
2024040078000010.tif
22
103
TIFF
2024040078000011.tif
22
102
TIFF
2024040078000012.tif
21
103
発明の詳細な説明
【技術分野】
【0001】
本発明は、インゴットの鋳造方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、インゴットの鋳造では、精錬された溶湯をインゴットケースに注湯し、放冷による自然凝固でインゴットを得る方法が用いられてきた。例えば、熱間ダイス鋼等の特殊鋼製品は、製品の大型化や量産性を考慮した素材の大型化を目的に、インゴットの質量が10ton以上である大型のインゴットが用いられている。
一方、大型のインゴットを得る鋳造方法では、インゴットケースの内部形状に加え、注湯方向や注湯速度といった鋳造条件によっては、マクロ偏析や介在物欠陥といった内部欠陥を引き起こす場合がある。
【0003】
例えば、特許文献1には、下注ぎ造塊方法において、インゴットケースの底部に形成された下注入口から吐出される溶湯の流れを制御することにより、介在物欠陥を低減する製造方法が提案されている。これは、製造上のリスクである耐火物の損傷を考慮した上で、湯道の簡単な構造を提案したという点で、優れたものである。
【先行技術文献】
【特許文献】
【0004】
特開2016-215238号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した特許文献1で提案されている下注ぎ造塊方法は、耐火物の溶損や破損によって発生する非金属介在物(外来性介在物)を低減させる観点では効果が高いものの、脱酸反応を含む精錬過程の中で溶湯内に生じる非金属介在物(内生介在物)による介在物欠陥を低減させる観点では課題があった。また、特許文献1では、大型のインゴットに適用した場合に引け巣の抑制という観点では課題があった。
【0006】
本発明の目的は、マクロ偏析、介在物欠陥および引け巣といったインゴットの内部欠陥を抑えることができる、大型のインゴットの製造に好適なインゴットの鋳造方法を提供することである。
【課題を解決するための手段】
【0007】
本発明者は、マクロ偏析、介在物欠陥および引け巣といったインゴットの内部欠陥とインゴットケースの内部形状との関係性を検討し、特定形状のインゴットケースを用いて鋳造を行なうことで、インゴットの内部欠陥を低減できることを見い出し、本発明に到達した。
すなわち、本発明は、インゴット本体の高さをH、上端部の内接円直径をD1、下端部の内接円直径をD2としたとき、D1>D2となるテーパー形状を有するインゴットの鋳造方法において、式(1)によって定義される上下方向の平均内接円直径Dと、式(2)によって定義されるテーパーtが、式(3)で定義される関係を満足するインゴットケースを用いて鋳造するインゴットの鋳造方法である。
【0008】
TIFF
2024040078000002.tif
22
103
【0009】
TIFF
2024040078000003.tif
22
102
【0010】
TIFF
2024040078000004.tif
21
103
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
19日前
トヨタ自動車株式会社
保持炉
21日前
トヨタ自動車株式会社
鋳造装置
14日前
トヨタ自動車株式会社
金型装置
12日前
株式会社プロテリアル
WMo合金粉末
2か月前
リョービ株式会社
ダイカスト金型
1か月前
株式会社プロテリアル
インゴットの鋳造方法
1か月前
芝浦機械株式会社
射出装置及び成形機
7日前
大同特殊鋼株式会社
溶鋼被覆パウダー
2か月前
トヨタ自動車株式会社
離型剤の塗布方法
20日前
ユニチカ株式会社
軟磁性ナノワイヤーの分散液
2か月前
トヨタ自動車株式会社
ダイカスト鋳造装置
14日前
トヨタ自動車株式会社
複合中子の製造方法
12日前
トヨタ自動車株式会社
金型の温度制御方法
20日前
株式会社イーエム
固形潤滑剤供給装置
1か月前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
三菱重工業株式会社
金属粉末製造装置
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
7日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
13日前
芝浦機械株式会社
安全ドア装置および成形機
2か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
13日前
石福金属興業株式会社
PtAu合金粉末の製造方法
12日前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
1か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
山陽特殊製鋼株式会社
鋳造設備
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
UBEマシナリー株式会社
中空成形装置および中空成形方法
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
国立大学法人北海道大学
金属ナノ粒子製造装置
2か月前
UBEマシナリー株式会社
中空鋳造装置および中空鋳造方法
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
28日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
28日前
株式会社IHI
造形方法及びサポート部材
12日前
住友金属鉱山株式会社
離型剤スラリーの散布方法
1か月前
国立大学法人北海道大学
低融点金属粉末の製造方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ