TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024032616
公報種別
公開特許公報(A)
公開日
2024-03-12
出願番号
2022136361
出願日
2022-08-29
発明の名称
溶鋼被覆パウダー
出願人
大同特殊鋼株式会社
代理人
個人
主分類
B22D
7/10 20060101AFI20240305BHJP(鋳造;粉末冶金)
要約
【課題】活性金属を含む溶鋼と長時間接触した場合であっても、成分変化及びこれに起因する物性変化が少ない溶融層を形成することが可能な溶鋼被覆パウダーを提供すること。
【解決手段】溶鋼被覆パウダーは、13.0≦SiO
2
≦28.0mass%、4.0≦Al
2
O
3
≦17.0mass%、14.0≦CaO+SrO≦40.0mass%、5.0≦Na
2
O≦8.0mass%、5.1≦F(CaF
2
換算)≦9.0mass%、5.0≦B
2
O
3
≦10.0mass%、10.7≦TiO
2
≦20.9mass%、及び、2.0≦T.C≦7.0mass%を含む。溶鋼被覆パウダーは、0.8≦SiO
2
/TiO
2
≦2.7、及び、SiO
2
+B
2
O
3
≧23.0mass%を満たすものが好ましい。
【選択図】図1
特許請求の範囲
【請求項1】
13.0≦SiO
2
≦28.0mass%、
4.0≦Al
2
O
3
≦17.0mass%、
14.0≦CaO+SrO≦40.0mass%、
5.0≦Na
2
O≦8.0mass%、
5.1≦F(CaF
2
換算)≦9.0mass%、
5.0≦B
2
O
3
≦10.0mass%、
10.7≦TiO
2
≦20.9mass%、
2.0≦T.C≦7.0mass%、及び、
残部不可避的不純物
を含む溶鋼被覆パウダー。
続きを表示(約 770 文字)
【請求項2】
次の式(1)及び式(2)を満たす請求項1に記載の溶鋼被覆パウダー。
0.8≦SiO
2
/TiO
2
≦2.7 …(1)
SiO
2
+B
2
O
3
≧23.0mass% …(2)
【請求項3】
1300℃における粘度が1.0poise(0.1Pa・s)以上10.0poise(1.0Pa・s)以下である請求項2に記載の溶鋼被覆パウダー。
【請求項4】
溶融開始温度が900℃以上1100℃以下である請求項2に記載の溶鋼被覆パウダー。
【請求項5】
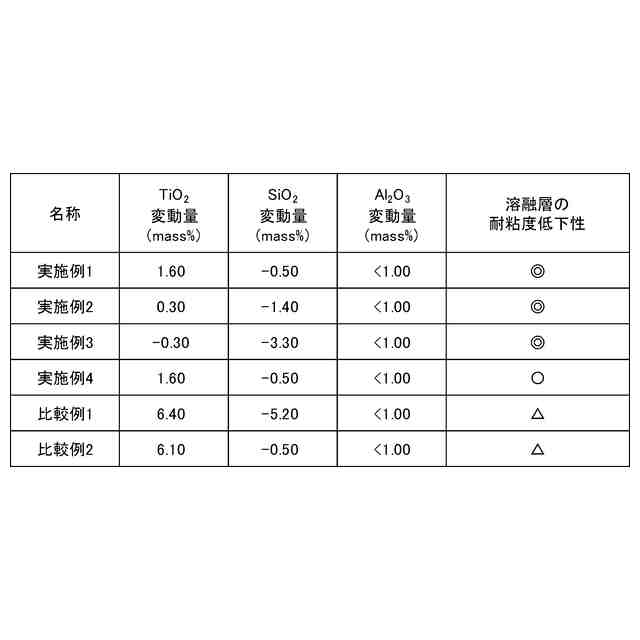
1.5mass%以上2.5mass%以下のTi、及び、0.1mass%以上0.5mass%以下のAlを含む溶鋼と、前記溶鋼被覆パウダーを溶融させた溶融層とを1500℃で10min間接触させた場合において、
前記溶融層へのTiO
2
ピックアップが2.0mass%以下であり、
前記溶融層へのAl
2
O
3
ピックアップが1.0mass%以下であり、
前記溶融層のSiO
2
ロスが3.5mass%以下である
請求項2に記載の溶鋼被覆パウダー。
【請求項6】
溶鋼を下注ぎ鋳造する場合において、鋳型内に注湯された前記溶鋼の表面を被覆する溶融層の形成に用いられる請求項2に記載の溶鋼被覆パウダー。
【請求項7】
Ti及びAlを含む溶鋼を鋳造する場合において、鋳型内に注湯された前記溶鋼の表面を被覆する溶融層の形成に用いられる請求項2に記載の溶鋼被覆パウダー。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶鋼被覆パウダーに関し、さらに詳しくは、鋳型内に注湯された溶鋼の表面を被覆する溶融層の形成に用いられる溶鋼被覆パウダーに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
下注ぎ鋳造法や連続鋳造法において、鋳型内の溶鋼表面にモールドパウダー(以下、単に「パウダー」ともいう)を添加することが行われている。溶鋼表面に添加されたパウダーは、溶融してスラグ化し、溶融したパウダー層(以下、「溶融層」ともいう)により溶鋼表面が被覆される。溶融層は、溶鋼表面の酸化防止、溶鋼表面の保温、溶鋼中の非金属介在物の吸収、連続鋳造の場合には鋳型と鋳片との間の潤滑などの役割を果たす。
【0003】
このようなモールドパウダーに関し、従来から種々の提案がなされている。
例えば、特許文献1には、Tiを含有する溶鋼を連続鋳造する場合において、SiO
2
含有量が3質量%以下であるモールドパウダーを用いる方法が開示されている。
同文献には、
(A)Tiを含有する溶鋼を連続鋳造する場合において、モールドパウダー中にSiO
2
が含まれていると、2TiN+2SiO
2
→2Si+2TiO
2
+N
2
の反応が進行し、鋳型内において、多量のガスが発生する点、及び、
(B)モールドパウダー中のSiO
2
量を3質量%以下にすると、鋳型内におけるN
2
ガスの発生が抑制される点
が記載されている。
【0004】
特許文献2には、酸化物系化合物と、フッ化物系化合物と、フリーカーボンとを含み、フリーカーボンの含有量が1~6%であり、1300℃における粘度が0.4~2.0Pa・sである被覆剤が開示されている。
同文献には、
(A)溶鋼を下注ぎ鋳造する場合において、溶鋼表面に粘度が所定の範囲にある被覆剤を添加すると、ガスが被覆剤の溶融層を抜けやすくなり、溶鋼のメニスカスにおける気泡の滞留が抑制される点、
(B)これによって鋳塊にピンホールが発生しにくくなる点
が記載されている。
【0005】
TiやAl等の活性の高い元素を含む溶鋼の鋳造において、SiO
2
を含むパウダーを溶鋼表面に添加すると、パウダー中に含まれるSiO
2
が活性の高い元素により還元される場合がある。その結果、
(a)還元生成物に起因する鋳塊表面の欠陥の生成、
(b)溶融層の組成変化に起因する溶融層の粘度低下、
(c)溶融層の凝固温度上昇及びこれに伴う安定鋳造性の低下
などの問題が生じることがある。
【0006】
この問題を解決するために、過去には、連続鋳造において、モールドパウダーの成分調整によりSiO
2
の活量を低位に制御する技術が報告されている。この技術によれば、SiO
2
添加による適正粘度は確保しつつ、溶鋼との反応性を抑制することができる。
また、特許文献1には、連続鋳造において、モールドパウダー中のSiO
2
添加量を極微量とし、SiO
2
と溶鋼との反応抑制に主眼を置いた低粘度パウダーに関する技術が報告されている。
【0007】
しかしながら、従来のモールドパウダーは、活性金属を含む溶鋼との反応性の抑制が十分ではなかった。特に、下注ぎ鋳造法は、連続鋳造法に比べて、溶融層と溶鋼との接触時間が長い。そのため、溶融層と溶鋼とが反応すると、溶融層の組成が変化し、溶鋼の安定した鋳造が困難となる場合がある。
【先行技術文献】
【特許文献】
【0008】
特開2019-115925号公報
特開2013-103255号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明が解決しようとする課題は、活性金属を含む溶鋼と長時間接触した場合であっても、成分変化及びこれに起因する物性変化が少ない溶融層を形成することが可能な溶鋼被覆パウダーを提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決するために本発明に係る溶鋼被覆パウダーは、
13.0≦SiO
2
≦28.0mass%、
4.0≦Al
2
O
3
≦17.0mass%、
14.0≦CaO+SrO≦40.0mass%、
5.0≦Na
2
O≦8.0mass%、
5.1≦F(CaF
2
換算)≦9.0mass%、
5.0≦B
2
O
3
≦10.0mass%、
10.7≦TiO
2
≦20.9mass%、
2.0≦T.C≦7.0mass%、及び、
残部不可避的不純物
を含む。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
鋼材及び金型
20日前
大同特殊鋼株式会社
線材曲がり評価方法
1か月前
大同特殊鋼株式会社
浸炭用鋼およびその製造方法
5日前
大同特殊鋼株式会社
造粒体および造粒体の製造方法
7日前
大同特殊鋼株式会社
転造加工装置及び転造加工方法
12日前
大同特殊鋼株式会社
リチウムイオン電池用負極材料
22日前
大同特殊鋼株式会社
フェライト系快削ステンレス鋼材
5日前
大同特殊鋼株式会社
軟磁性金属粉体及びその製造方法
7日前
大同特殊鋼株式会社
リチウムイオン電池用の負極材料粉末
7日前
帝人フロンティア株式会社
電磁波吸収シート
5日前
大同特殊鋼株式会社
電磁波吸収体評価装置および電磁波吸収体評価方法
15日前
大同特殊鋼株式会社
Ni基合金及びその製造方法、並びに、Ni基合金部材
7日前
大同特殊鋼株式会社
スタッドおよび耐熱板付き金属材、ならびにその製造方法
1か月前
大同特殊鋼株式会社
磁石の配向方向が意図した方向に対して傾いている程度を定量する方法、および磁石の品質の判断方法
1か月前
芝浦機械株式会社
成形機
27日前
トヨタ自動車株式会社
保持炉
29日前
トヨタ自動車株式会社
金型装置
20日前
トヨタ自動車株式会社
鋳造装置
22日前
リョービ株式会社
ダイカスト金型
1か月前
芝浦機械株式会社
ダイカストマシン
5日前
芝浦機械株式会社
射出装置及び成形機
15日前
株式会社プロテリアル
インゴットの鋳造方法
1か月前
トヨタ自動車株式会社
離型剤の塗布方法
28日前
トヨタ自動車株式会社
複合中子の製造方法
20日前
トヨタ自動車株式会社
ダイカスト鋳造装置
22日前
トヨタ自動車株式会社
金型の温度制御方法
28日前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
株式会社イーエム
固形潤滑剤供給装置
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
15日前
芝浦機械株式会社
ダイカストマシン
5日前
三菱重工業株式会社
金属粉末製造装置
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
21日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
21日前
石福金属興業株式会社
PtAu合金粉末の製造方法
20日前
芝浦機械株式会社
成形機用コントローラ及び成形機
5日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ