TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024059522
公報種別
公開特許公報(A)
公開日
2024-05-01
出願番号
2022167245
出願日
2022-10-18
発明の名称
ダイカスト金型部品の製造方法
出願人
パンチ工業株式会社
代理人
個人
主分類
B22D
17/22 20060101AFI20240423BHJP(鋳造;粉末冶金)
要約
【課題】水管内部の錆の発生を抑制するとともに、水分に含まれる不純物成分等の堆積物の発生を抑制する。
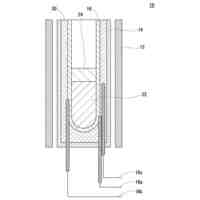
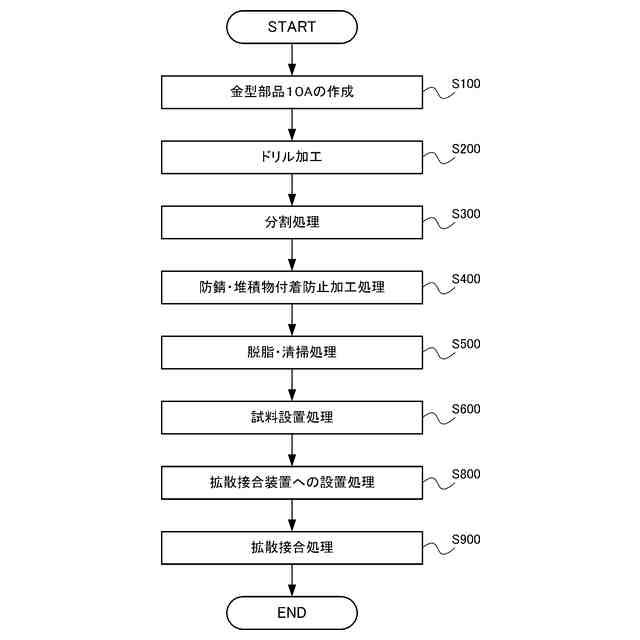
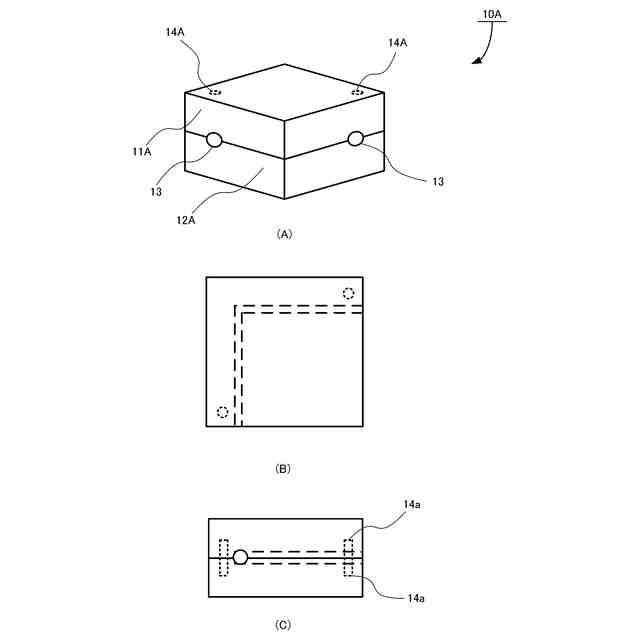
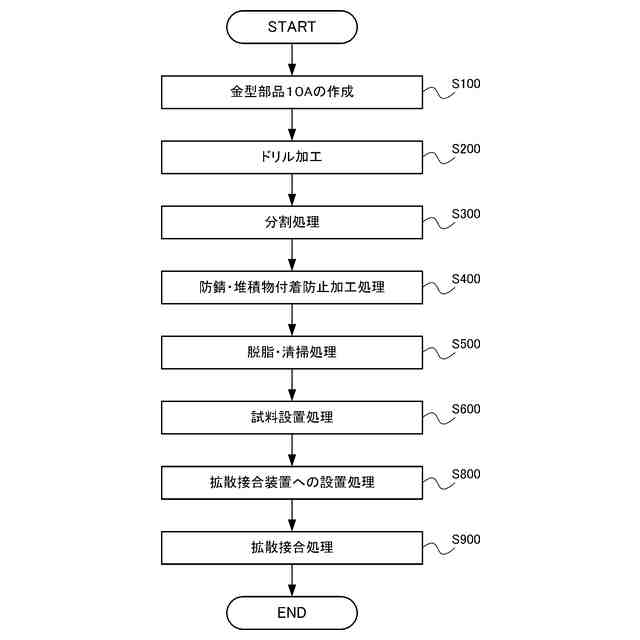
【解決手段】ダイカスト金型部品を第1のダイカスト金型部品片11と第2のダイカスト金型部品片12とに分割する分割工程と、第1のダイカスト金型部品片11および第2のダイカスト金型部品片12の内部に、ドリル加工によって水路を形成する水路形成工程と、第1のダイカスト金型部品片11および第2のダイカスト金型部品片12の内部に形成された水路の内面に、防錆・堆積物付着防止加工が施す加工工程と、加工工程において、防錆・堆積物付着防止加工された第1のダイカスト金型部品片11および第2のダイカスト金型部品片12を位置決めピンにより位置決めし、金属接合により一体化する接合工程と、を備える。
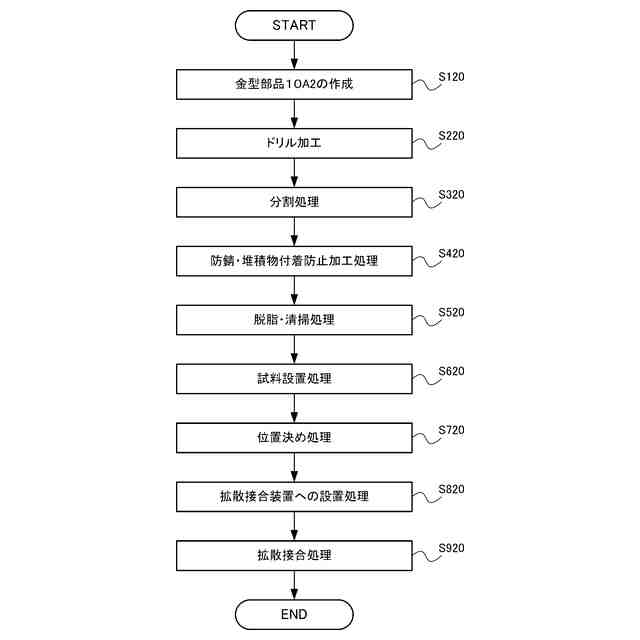
【選択図】図3
特許請求の範囲
【請求項1】
ダイカスト金型部品を第1のダイカスト金型部品片と第2のダイカスト金型部品片とに分割する分割工程と、
前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片の内部に、ドリル加工によって水路を形成する水路形成工程と、
前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片の内部に形成された水路の内面に、防錆・堆積物付着防止加工が施す加工工程と、
前記加工工程において、前記防錆・堆積物付着防止加工された前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片を位置決めピンにより位置決めし、金属接合により一体化する接合工程と、
を備えたことを特徴とするダイカスト金型部品の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
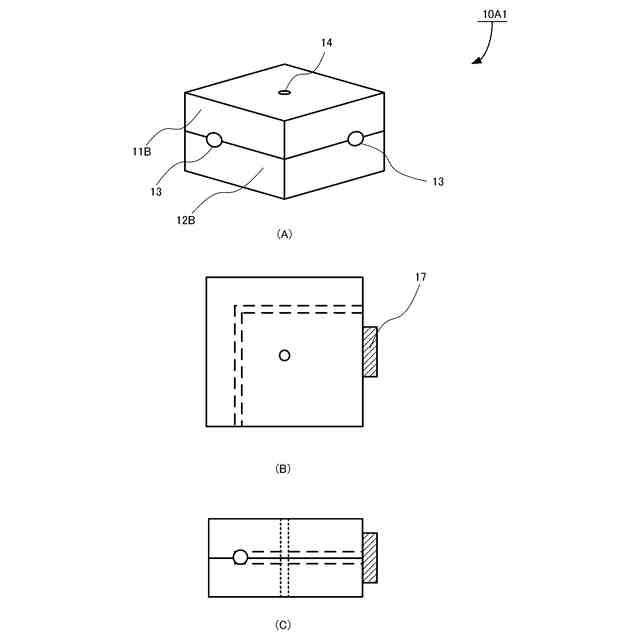
前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片の内部外周に前記位置決めピンの両端部を保持する凹部が複数設けられ、
前記接合工程において、前記防錆・堆積物付着防止加工された前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片の前記凹部に前記位置決めピンを保持させて位置決めし、金属接合により一体化することを特徴とする請求項1に記載のダイカスト金型部品の製造方法。
【請求項3】
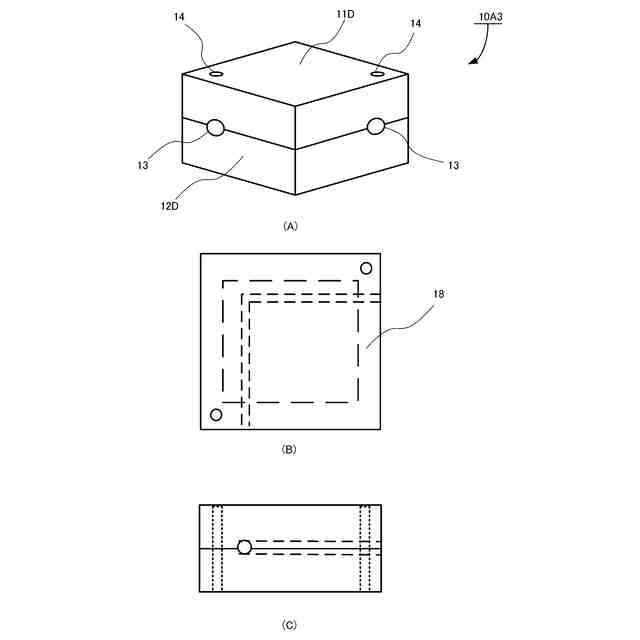
前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片の中央部には、位置決め用の貫通孔が設けられ、
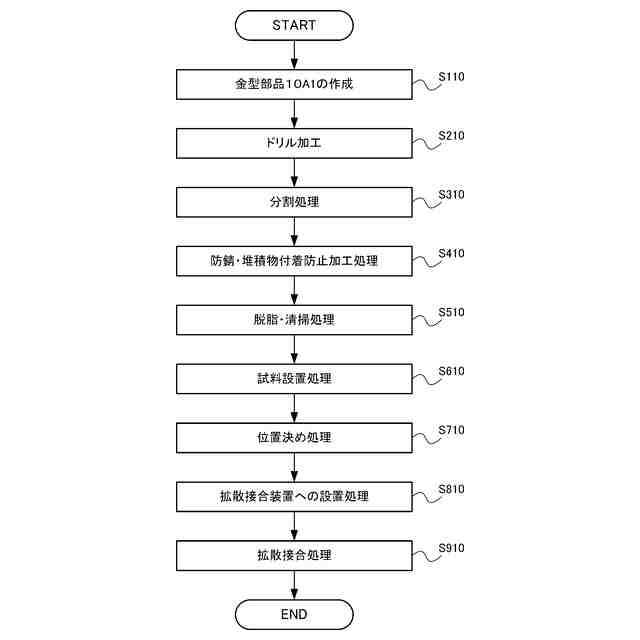
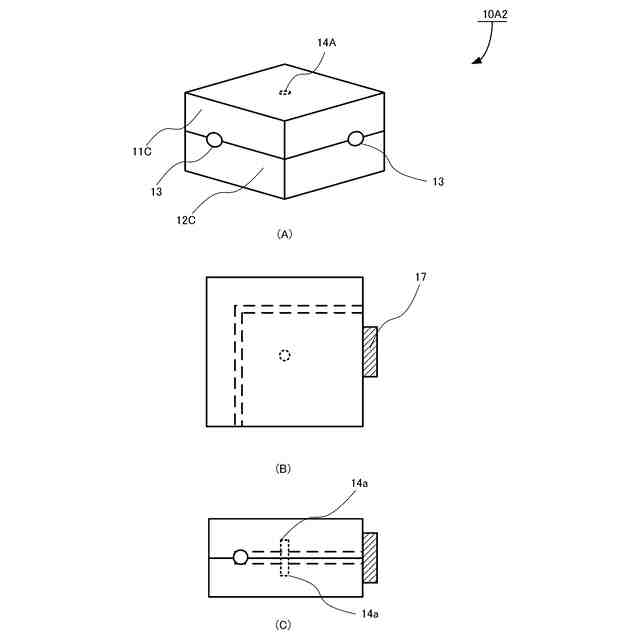
前記接合工程において、前記防錆・堆積物付着防止加工された前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片の前記貫通孔に前記位置決めピンを挿入し、前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片を跨ぐ側面に板状の磁石を貼り付けて位置決めし、金属接合により一体化することを特徴とする請求項1に記載のダイカスト金型部品の製造方法。
【請求項4】
前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片の内部中央部に前記位置決めピンの両端部を保持する凹部が設けられ、
前記接合工程において、前記防錆・堆積物付着防止加工された前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片の前記凹部に前記位置決めピンを保持させ、前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片を跨ぐ側面に板状の磁石を貼り付けて位置決めし、金属接合により一体化することを特徴とする請求項1に記載のダイカスト金型部品の製造方法。
【請求項5】
前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片の製品外形の外側側面に複数の位置決め用の貫通孔が設けられ、
前記接合工程において、前記防錆・堆積物付着防止加工された前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片の前記貫通孔に前記位置決めピンを挿入して位置決めし、金属接合により一体化することを特徴とする請求項1に記載のダイカスト金型部品の製造方法。
【請求項6】
前記防錆・堆積物付着防止加工がメッキ処理であることを特徴とする請求項1から5のいずれか1項に記載のダイカスト金型部品の製造方法。
【請求項7】
前記防錆・堆積物付着防止加工がコーティング処理であることを特徴とする請求項1から5のいずれか1項に記載のダイカスト金型部品の製造方法。
【請求項8】
前記防錆・堆積物付着防止加工が溶射膜処理であることを特徴とする請求項1から5のいずれか1項に記載のダイカスト金型部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイカスト金型部品の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
固定側入子と進退自在に取り付けられている可動側入子と、可動側入子と同方向に進退自在に取り付けられ、可動側入子の温度を調整するための冷却管等からなる温度調整手段を備えた金型部品が知られている(例えば、特許文献1参照。)。
【0003】
一般に、ダイカスト金型部品では、成形品の冷却を早めるために、成型品の蓄熱部位に当接するダイカスト金型部品に水管を配置して、成形サイクルを早めるようにしている。
そのため、一般的なダイカスト金型部品の水管は、ドリル等で真っ直ぐな穴を多方向から設けて、冷却が必要な個所を冷やすように設計されている。
また、冷却には、水が使われることが多く、チラーを使いダイカスト金型部品内を循環させる。
【先行技術文献】
【特許文献】
【0004】
特開2005-219445号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
成型品の生産が終了した後、ダイカスト金型部品からは、冷却水が抜かれ、水管内の水は、除去される。
しかしながら、水管内の水を完全に除去することはできず、部分的に水が残ってしまい、これにより錆が発生するという課題があった。
【0006】
また、錆が酷い場合には、水管の一部または全部を塞ぐこともあり、以後、このダイカスト金型部品が使えなくなる場合も生じていた。
さらに、水に含まれる不純物成分も水管内に堆積をして、錆とともに水管を詰まらせる原因となっていた。
【0007】
そこで、本発明は、上述の課題に鑑みてなされたものであり、水管内部の錆の発生を抑制するとともに、水分に含まれる不純物成分等の堆積物の発生を抑制するダイカスト金型部品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
形態1;本発明の1またはそれ以上の実施形態は、ダイカスト金型部品を第1のダイカスト金型部品片と第2のダイカスト金型部品片とに分割する分割工程と、前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片の内部に、ドリル加工によって水路を形成する水路形成工程と、前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片の内部に形成された水路の内面に、防錆・堆積物付着防止加工が施す加工工程と、前記加工工程において、前記防錆・堆積物付着防止加工された前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片を位置決めピンにより位置決めし、金属接合により一体化する接合工程と、を備えたことを特徴とするダイカスト金型部品の製造方法を提案している。
【0009】
形態2;本発明の1またはそれ以上の実施形態は、前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片の内部外周に前記位置決めピンの両端部を保持する凹部が複数設けられ、前記接合工程において、前記防錆・堆積物付着防止加工された前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片の前記凹部に前記位置決めピンを保持させて位置決めし、金属接合により一体化することを特徴とするダイカスト金型部品の製造方法を提案している。
【0010】
形態3;本発明の1またはそれ以上の実施形態は、前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片の中央部には、位置決め用の貫通孔が設けられ、前記接合工程において、前記防錆・堆積物付着防止加工された前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片の前記貫通孔に前記位置決めピンを挿入し、前記第1のダイカスト金型部品片および前記第2のダイカスト金型部品片を跨ぐ側面に板状の磁石を貼り付けて位置決めし、金属接合により一体化することを特徴とするダイカスト金型部品の製造方法を提案している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
パンチ工業株式会社
ダイカスト金型部品の製造方法
24日前
芝浦機械株式会社
成形機
1か月前
トヨタ自動車株式会社
保持炉
1か月前
株式会社プロテリアル
WMo合金粉末
2か月前
トヨタ自動車株式会社
金型装置
23日前
トヨタ自動車株式会社
鋳造装置
25日前
リョービ株式会社
ダイカスト金型
1か月前
芝浦機械株式会社
ダイカストマシン
8日前
日本製鉄株式会社
電磁ブレーキ装置
2日前
大同特殊鋼株式会社
金属粉末材料の製造方法
1日前
大同特殊鋼株式会社
溶鋼被覆パウダー
2か月前
株式会社プロテリアル
インゴットの鋳造方法
2か月前
芝浦機械株式会社
射出装置及び成形機
18日前
トヨタ自動車株式会社
離型剤の塗布方法
1か月前
ユニチカ株式会社
軟磁性ナノワイヤーの分散液
2か月前
トヨタ自動車株式会社
金型の温度制御方法
1か月前
トヨタ自動車株式会社
複合中子の製造方法
23日前
日本鋳造株式会社
押湯切断方法および押湯
2日前
トヨタ自動車株式会社
ダイカスト鋳造装置
25日前
株式会社イーエム
固形潤滑剤供給装置
1か月前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
芝浦機械株式会社
ダイカストマシン
8日前
トヨタ自動車株式会社
金型の水漏れ検知システム
18日前
三菱重工業株式会社
金属粉末製造装置
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
芝浦機械株式会社
安全ドア装置および成形機
3か月前
福田金属箔粉工業株式会社
溶浸用Cu系粉末
10日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
24日前
芝浦機械株式会社
成形機用コントローラ及び成形機
8日前
石福金属興業株式会社
PtAu合金粉末の製造方法
23日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
24日前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
2か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
UBEマシナリー株式会社
中空鋳造装置および中空鋳造方法
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ