TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024034688
公報種別
公開特許公報(A)
公開日
2024-03-13
出願番号
2022139103
出願日
2022-09-01
発明の名称
浸漬ノズル
出願人
黒崎播磨株式会社
代理人
弁理士法人英和特許事務所
主分類
B22D
11/10 20060101AFI20240306BHJP(鋳造;粉末冶金)
要約
【課題】浸漬ノズル交換装置に適用される浸漬ノズルにおいて、首部の亀裂発生抑制と浸漬ノズルの沈み込み発生抑制とを両立する。
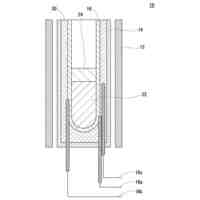
【解決手段】フランジ部12を囲繞する金属ケース13Aの内周面とノズル本体部11の外周面とを架橋するように架橋部材15を設けた。架橋部材15の一端は金属ケース13Aに固定し、他端はノズル本体部11の外周面に設けた凹部11cに係合した。また、浸漬ノズル交換装置の支持具による上向きの支持力の力点部より上方では、ノズル本体部11の外周面は凹部11cを除いて、内孔11aの中心軸に対して寸法変化を伴うことなく鉛直方向に延びる形状とした。
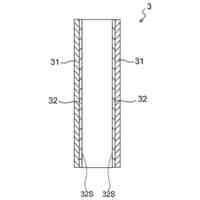
【選択図】図1
特許請求の範囲
【請求項1】
耐火物からなり鉛直方向に内孔を有するノズル本体部と、このノズル本体部の上端部外周を囲繞して水平方向に突出するように前記上端部外周に直接接合又は接着剤を介して接合された平板状の耐火物からなるフランジ部とを有し、前記フランジ部及びその下方のノズル本体部の一部の外周が金属ケースで囲繞され、前記ノズル本体部及び前記フランジ部の上端面が同一の水平面内にある浸漬ノズルであって、前記フランジ部の下面側を支持具で支持し水平方向にスライドさせて、当該浸漬ノズルの上方に位置する上ノズル部材の下端面に、前記ノズル本体部及び前記フランジ部の上端面が共に接合するように設置する浸漬ノズルにおいて、
前記フランジ部を囲繞する金属ケースの内周面と前記ノズル本体部の外周面とを架橋する架橋部材を有し、この架橋部材の一端は前記金属ケースに固定され、他端は前記ノズル本体部の外周面に設けた凹部に係合されており、
前記支持具による上向きの支持力の力点部より上方では、前記ノズル本体部の外周面は前記凹部を除いて、前記内孔の中心軸に対して寸法変化を伴うことなく鉛直方向に延びている、浸漬ノズル。
続きを表示(約 130 文字)
【請求項2】
前記フランジ部がキャスタブル耐火物からなる、請求項1に記載の浸漬ノズル。
【請求項3】
前記架橋部材は、前記支持具による上向きの支持力の力点部が存在する鉛直方向の領域内には配置されていない、請求項1又は2に記載の浸漬ノズル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼の連続鋳造において、タンディッシュ設備からモールドへ溶鋼を注入する際に用いる浸漬ノズルに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
浸漬ノズルにおいては、溶鋼による損耗、溶鋼中の介在物、例えば非金属であるアルミナ粒子の付着と堆積による内孔閉塞に起因する耐用限界、割れや折損などが理由となる交換のために、鋼の連続鋳造作業を中断又は終了しなくてはならない。しかし操業効率向上の要求から長時間注入を実現する方法として、鋼の連続鋳造作業を中断することなく浸漬ノズルを新しい浸漬ノズルに交換する装置が導入されている(例えば特許文献1、2)。
【0003】
このような浸漬ノズル交換装置に適用される浸漬ノズルの基本的な構造は、溶鋼通過経路である内孔を鉛直方向に有する筒状のノズル本体部と、このノズル本体部を重力に対して支え上方向に押し上げて上方の部材(上ノズル部材)と接触させるために浸漬ノズル交換装置の支持具で下方から支持される、水平方向に断面積を拡大させたフランジ部との2つに大別でき、断面積が拡大する境界部分を首部と呼ぶ。
【0004】
首部は構造上の応力集中部であり、熱的応力と機械的応力が作用することで亀裂を生じ得ることが知られている。首部の亀裂は浸漬ノズルの耐用寿命と鋼の品質にとって問題となる。浸漬ノズルの内孔に溶鋼が流れることで内孔空間の圧力レベルが負圧に傾く結果、首部の亀裂から空気を吸い込み、耐火物を構成する炭素成分を酸化させる結果として漏鋼を引き起こす可能性があり、また鋼を酸素で汚染する可能性がある。
【0005】
そこで本発明者らは特許文献3において、ノズル本体部に首部と呼び得る断面積の変化のない形状を有する浸漬ノズルを開示した。
【先行技術文献】
【特許文献】
【0006】
特許第2793039号公報
特公平4-50100号公報
特許第6122393号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明者らが、特許文献3の図1に示されている浸漬ノズルを実操業に供する試験を行ったところ、首部の亀裂発生の問題は解消されたが、新たな問題としてノズル本体部の沈み込みの問題があることが判明した。ノズル本体部の沈み込みが発生すると、上方の部材(上ノズル部材)との接合部に隙間ができるため、エアー巻き込みによる鋼品質の低下や耐火物の溶損要因となる。また、漏鋼による操業に影響がある大きなトラブルを起こす要因にもなる。
【0008】
そこで本発明が解決しようとする課題は、浸漬ノズル交換装置に適用される浸漬ノズルにおいて、首部の亀裂発生抑制と浸漬ノズルの沈み込み発生抑制とを両立することにある。
【課題を解決するための手段】
【0009】
本発明の一観点によれば、次の浸漬ノズルが提供される。
耐火物からなり鉛直方向に内孔を有するノズル本体部と、このノズル本体部の上端部外周を囲繞して水平方向に突出するように前記上端部外周に直接接合又は接着剤を介して接合された平板状の耐火物からなるフランジ部とを有し、前記フランジ部及びその下方のノズル本体部の一部の外周が金属ケースで囲繞され、前記ノズル本体部及び前記フランジ部の上端面が同一の水平面内にある浸漬ノズルであって、前記フランジ部の下面側を支持具で支持し水平方向にスライドさせて、当該浸漬ノズルの上方に位置する上ノズル部材の下端面に、前記ノズル本体部及び前記フランジ部の上端面が共に接合するように設置する浸漬ノズルにおいて、
前記フランジ部を囲繞する金属ケースの内周面と前記ノズル本体部の外周面とを架橋する架橋部材を有し、この架橋部材の一端は前記金属ケースに固定され、他端は前記ノズル本体部の外周面に設けた凹部に係合されており、
前記支持具による上向きの支持力の力点部より上方では、前記ノズル本体部の外周面は前記凹部を除いて、前記内孔の中心軸に対して寸法変化を伴うことなく鉛直方向に延びている、浸漬ノズル。
【発明の効果】
【0010】
本発明によれば、浸漬ノズル交換装置に適用される浸漬ノズルにおいて、首部の亀裂発生抑制と浸漬ノズルの沈み込み発生抑制とを両立することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
黒崎播磨株式会社
浸漬ノズル
2か月前
黒崎播磨株式会社
真空脱ガス炉用マグネシアカーボンれんがの製造方法
13日前
芝浦機械株式会社
成形機
19日前
トヨタ自動車株式会社
保持炉
21日前
トヨタ自動車株式会社
金型装置
12日前
トヨタ自動車株式会社
鋳造装置
14日前
リョービ株式会社
ダイカスト金型
1か月前
芝浦機械株式会社
射出装置及び成形機
7日前
株式会社プロテリアル
インゴットの鋳造方法
1か月前
大同特殊鋼株式会社
溶鋼被覆パウダー
2か月前
ユニチカ株式会社
軟磁性ナノワイヤーの分散液
2か月前
トヨタ自動車株式会社
離型剤の塗布方法
20日前
トヨタ自動車株式会社
ダイカスト鋳造装置
14日前
トヨタ自動車株式会社
複合中子の製造方法
12日前
トヨタ自動車株式会社
金型の温度制御方法
20日前
株式会社イーエム
固形潤滑剤供給装置
1か月前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
三菱重工業株式会社
金属粉末製造装置
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
7日前
黒崎播磨株式会社
浸漬ノズル
2か月前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
1か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
12日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
13日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
13日前
新東工業株式会社
可搬型集塵装置
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
国立大学法人北海道大学
金属ナノ粒子製造装置
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
28日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
28日前
住友金属鉱山株式会社
離型剤スラリーの散布方法
1か月前
株式会社IHI
造形方法及びサポート部材
12日前
セイコーエプソン株式会社
焼結用金属粉末
今日
国立大学法人北海道大学
低融点金属粉末の製造方法
2か月前
花王株式会社
鋳物製造用構造体
1か月前
株式会社日本製鋼所
射出成形機
2か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ