TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024064473
公報種別
公開特許公報(A)
公開日
2024-05-14
出願番号
2022173082
出願日
2022-10-28
発明の名称
焼結用金属粉末
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B22F
1/052 20220101AFI20240507BHJP(鋳造;粉末冶金)
要約
【課題】高い充填性、高い流動性および高い焼結性を有する焼結用金属粉末を提供すること。
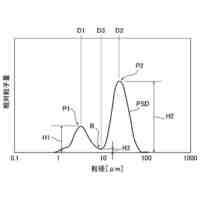
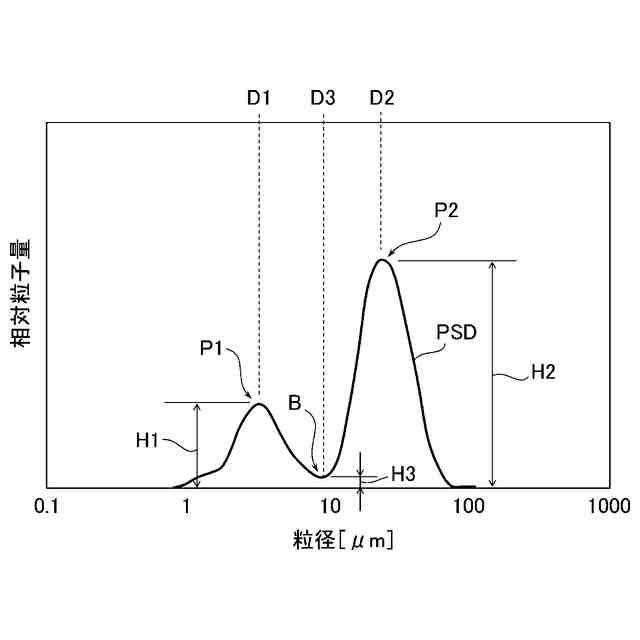
【解決手段】レーザー回折散乱式粒度分布測定装置により体積基準の粒度分布を測定し、前記粒度分布を、横軸を粒径とし、縦軸を相対粒子量とする直交座標系にプロットして粒度分布曲線を描いたとき、前記粒度分布曲線は、粒径D1[μm]に極大値を持つ第1ピーク部と、前記粒径D1より大きい粒径D2[μm]に極大値を持つ第2ピーク部と、を有し、前記粒径D2は、30.0μm以下であり、前記第1ピーク部の高さを1とするとき、前記第2ピーク部の高さは、0.60以上3.00以下であり、撮像画像から算出される平均円形度が0.70以上1.00以下であることを特徴とする焼結用金属粉末。
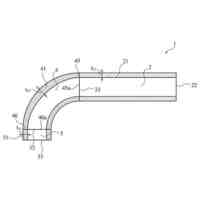
【選択図】図1
特許請求の範囲
【請求項1】
レーザー回折散乱式粒度分布測定装置により体積基準の粒度分布を測定し、前記粒度分布を、横軸を粒径とし、縦軸を相対粒子量とする直交座標系にプロットして粒度分布曲線を描いたとき、
前記粒度分布曲線は、粒径D1[μm]に極大値を持つ第1ピーク部と、前記粒径D1より大きい粒径D2[μm]に極大値を持つ第2ピーク部と、を有し、
前記粒径D2は、30.0μm以下であり、
前記第1ピーク部の高さを1とするとき、前記第2ピーク部の高さは、0.60以上3.00以下であり、
撮像画像から算出される平均円形度が0.70以上1.00以下であることを特徴とする焼結用金属粉末。
続きを表示(約 400 文字)
【請求項2】
前記第1ピーク部の高さを1とするとき、前記第2ピーク部の高さは0.80以上2.00以下である請求項1に記載の焼結用金属粉末。
【請求項3】
前記粒径D1を1とするとき、前記粒径D2は、5.0以上9.0以下である請求項1または2に記載の焼結用金属粉末。
【請求項4】
前記粒径D2は、10.0μm以上25.0μm以下である請求項1または2に記載の焼結用金属粉末。
【請求項5】
前記粒度分布曲線は、前記粒径D1と前記粒径D2との間の粒径D3に極小値を持つボトム部を有し、
前記第1ピーク部の高さを1とするとき、前記ボトム部の高さは、0.10以下である請求項1または2に記載の焼結用金属粉末。
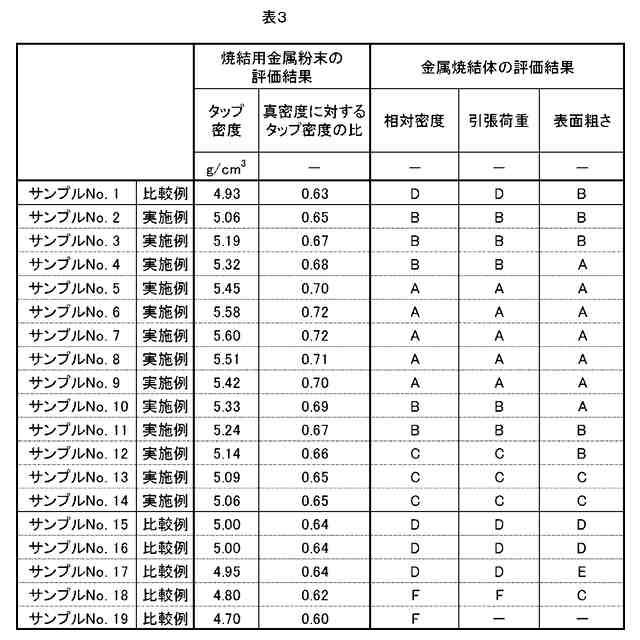
【請求項6】
真密度を1とするとき、タップ密度が0.65以上である請求項1または2に記載の焼結用金属粉末。
発明の詳細な説明
【技術分野】
【0001】
本発明は、焼結用金属粉末に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
三次元の立体物を造形する技術として、近年、金属粉末を用いた積層造形法が普及しつつある。立体物を造形する手法としては、結合させる原理に応じて、粉末焼結積層造形(SLS : Selective Laser Sintering)法、バインダージェット法、熱溶融積層(FDM : Fused Deposition Modeling)法等が知られている。
【0003】
このうち、例えばバインダージェット法は、スキージー等を用いて金属粉末を層状に均し、粉末層を形成する工程と、粉末層の一部にバインダー液を供給し、固化させる工程と、を有し、これらを繰り返すことにより、立体物を造形する技術である。また、得られた立体物に焼結処理を施すことにより、立体物の形状を持つ金属焼結体を製造することができる。この方法によれば、金型等を用いることなく、目的とする立体形状をなす金属焼結体が効率よく得られる。
【0004】
金属焼結体の機械的強度を高めるためには、粉末層において金属粉末の充填率を高めることが重要である。充填率を高めることにより、造形される立体物の機械的強度が高められ、最終的には金属焼結体の機械的強度を高めることができる。
【0005】
例えば、特許文献1には、二峰性の粒度分布を持つ粉末を用いて粉末床を形成する工程と、この粉末床にレーザーを照射して選択的に焼結させる工程と、を有する部品の積層造形方法が開示されている。二峰性の粒度分布を持つ粉末は、単峰性の粒度分布を持つ粉末に比べて、充填時の緊密性に優れる。このため、二峰性の粒度分布を持つ粉末を用いることにより、気孔率が低い焼結体を形成可能な粉末床を得ることができる。
【先行技術文献】
【特許文献】
【0006】
特表2016-505415号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に記載の二峰性の粒度分布を持つ粉末は、流動性について考慮されていない。粉末の流動性は、スキージー等を用いて粉末床を形成する場合に必要な特性である。粉末の流動性が低い場合、粉末自体の潜在的な充填性が高くても、粉末床の充填性を高めることが困難である。
【0008】
一方、流動性を高めるためには、粉末の粒径を大きくする方法が知られている。しかしながら、粉末の粒径を大きくすると、焼結性が低下する。そこで、高い充填性、高い流動性および高い焼結性を有する焼結用金属粉末の開発が課題となっている。
【課題を解決するための手段】
【0009】
本発明の適用例に係る焼結用金属粉末は、
レーザー回折散乱式粒度分布測定装置により体積基準の粒度分布を測定し、前記粒度分布を、横軸を粒径とし、縦軸を相対粒子量とする直交座標系にプロットして粒度分布曲線を描いたとき、
前記粒度分布曲線は、粒径D1[μm]に極大値を持つ第1ピーク部と、前記粒径D1より大きい粒径D2[μm]に極大値を持つ第2ピーク部と、を有し、
前記粒径D2は、30.0μm以下であり、
前記第1ピーク部の高さを1とするとき、前記第2ピーク部の高さは、0.60以上3.00以下であり、
撮像画像から算出される平均円形度が0.70以上1.00以下である。
【図面の簡単な説明】
【0010】
実施形態に係る焼結用金属粉末について得られた粒度分布曲線の一例を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
1か月前
芝浦機械株式会社
成形装置
24日前
トヨタ自動車株式会社
保持炉
2か月前
トヨタ自動車株式会社
鋳造装置
1か月前
トヨタ自動車株式会社
金型装置
1か月前
芝浦機械株式会社
ダイカストマシン
1か月前
日本製鉄株式会社
電磁ブレーキ装置
1か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
大同特殊鋼株式会社
金属粉末材料の製造方法
1か月前
トヨタ自動車株式会社
離型剤の塗布方法
2か月前
トヨタ自動車株式会社
金型の温度制御方法
2か月前
トヨタ自動車株式会社
ダイカスト鋳造装置
1か月前
日本鋳造株式会社
押湯切断方法および押湯
1か月前
トヨタ自動車株式会社
複合中子の製造方法
1か月前
JX金属株式会社
銅粉
10日前
旭有機材株式会社
低膨張鋳型用鋳物砂
2か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
1か月前
芝浦機械株式会社
ダイカストマシン
1か月前
三菱重工業株式会社
金属粉末製造装置
2か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
1か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
1か月前
福田金属箔粉工業株式会社
溶浸用Cu系粉末
1か月前
フタバ産業株式会社
金属搬送機構
20日前
芝浦機械株式会社
成形機用コントローラ及び成形機
1か月前
冨士ダイス株式会社
エルボ管及びその製造方法
1か月前
株式会社リコー
立体造形装置及び立体造形方法
13日前
山陽特殊製鋼株式会社
鋳造方法
18日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
住友金属鉱山株式会社
離型剤スラリーの散布方法
2か月前
株式会社IHI
造形方法及びサポート部材
1か月前
UBEマシナリー株式会社
型締装置
23日前
セイコーエプソン株式会社
焼結用金属粉末
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
黒崎播磨株式会社
連続鋳造用ノズル
1か月前
個人
水液中への鉄イオン溶出供給装置
5日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ