TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024068253
公報種別
公開特許公報(A)
公開日
2024-05-20
出願番号
2022178551
出願日
2022-11-08
発明の名称
エルボ管及びその製造方法
出願人
冨士ダイス株式会社
代理人
個人
,
個人
主分類
B22F
10/20 20210101AFI20240513BHJP(鋳造;粉末冶金)
要約
【課題】 硬質材料でありながら配管内部の形状の設計自由度が高く、局所的な摩耗を抑えて製品寿命を向上させたエルボ管及びその製造方法を提供する。
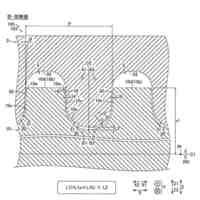
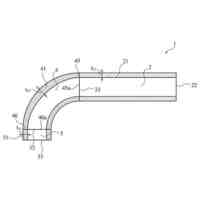
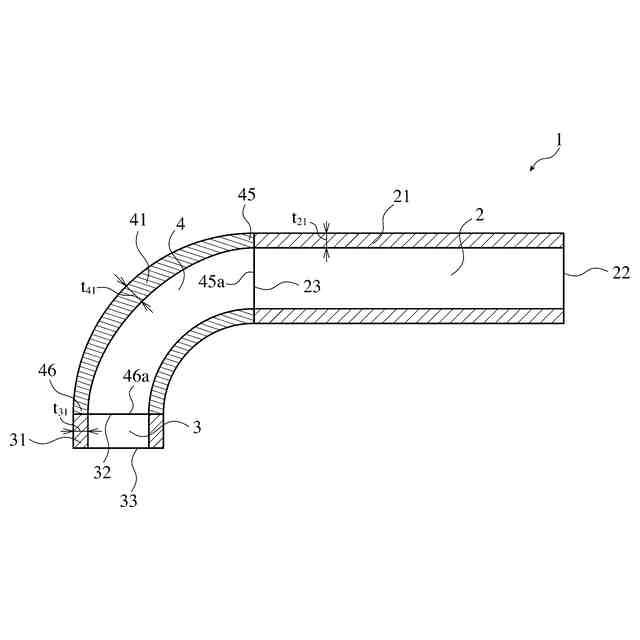
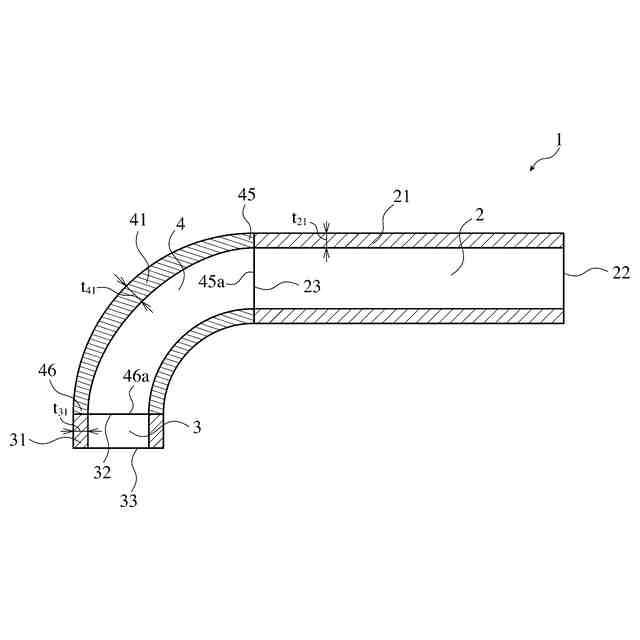
【解決手段】 両端側に入口開口及び出口開口を有するコーナー管部を備えるエルボ管であって、積層造形法により一体的に作製された焼結体からなり、コーナー管部の少なくとも外側部分に、入口開口が設けられている入口部及び出口開口が設けられている出口部の厚さよりも大きい厚さを有する肉厚部が設けられているエルボ管。
【選択図】 図1
特許請求の範囲
【請求項1】
両端側に入口開口及び出口開口を有するコーナー管部を備えるエルボ管であって、
積層造形法により一体的に作製された焼結体からなり、
前記コーナー管部の少なくとも外側部分に、前記入口開口が設けられている入口部及び前記出口開口が設けられている出口部の厚さよりも大きい厚さを有する肉厚部が設けられていることを特徴とするエルボ管。
続きを表示(約 960 文字)
【請求項2】
前記入口部と連通する入口側管部と、前記出口部と連通する出口側管部の少なくとも1つをさらに備えることを特徴とする請求項1に記載のエルボ管。
【請求項3】
前記入口側管部及び前記出口側管部はそれぞれ均等の厚さを有することを特徴とする請求項2に記載のエルボ管。
【請求項4】
前記コーナー管部の少なくとも外側部分及び内側部分に、前記入口部及び前記出口部の厚さよりも大きい厚さを有する肉厚部がそれぞれ設けられており、前記外側部分の肉厚部の厚さは前記内側部分の肉厚部の厚さと同じ又はそれより大きいことを特徴とする請求項1に記載のエルボ管。
【請求項5】
前記肉厚部の厚さは、前記入口部及び前記出口部から長手方向に徐々に大きくなっていることを特徴とする請求項1に記載のエルボ管。
【請求項6】
前記焼結体が、超硬合金、サーメット又はセラミックスであることを特徴とする請求項1に記載のエルボ管。
【請求項7】
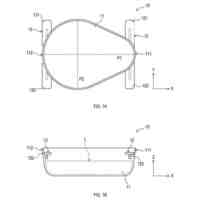
前記入口開口及び前記出口開口の形状はそれぞれ略多角形状であり、
前記肉厚部の内壁の横断面形状は少なくとも外側部分が曲線状であり、
前記入口部及び前記出口部から前記肉厚部に向けて、前記コーナー管部の内壁の横断面形状がそれぞれ緩やかに変形していることを特徴とする請求項1に記載のエルボ管。
【請求項8】
前記肉厚部の内壁の横断面形状は略円形状であることを特徴とする請求項7に記載のエルボ管。
【請求項9】
前記入口開口及び前記出口開口の形状はそれぞれ円形状であり、
前記肉厚部の内壁の横断面形状は略円形状であり、
前記入口部及び前記出口部から前記肉厚部に向けて、前記コーナー管部の内壁の横断面形状がそれぞれ緩やかに変形していることを特徴とする請求項1に記載のエルボ管。
【請求項10】
前記入口部と前記肉厚部の内側横断面積の差及び前記出口部と前記肉厚部の内側横断面積の差が、前記入口部の内側横断面積及び前記出口部の内側横断面積のそれぞれ50%以内であることを特徴とする請求項1~9のいずれかに記載のエルボ管。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、エルボ管及びその製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
粒状材料や粒状材料を含む液体のような流動材料を配管を通して圧送する際、流動材料の流れの方向を変えるのに、一般的に、向きの異なる配管同士を連結するための曲率半径を有する継手(エルボ管)が用いられる。曲率半径(カーブ)を有するエルボ管を用いることにより、配管を通過する流動材料をエルボ管内で滑らかに流れの方向を変えることができるが、それでも流動材料がエルボ管の内壁に衝突することにより、特にエルボ管の外側部分の内壁が摩耗し、穴が空いてしまう等のトラブルが発生する。そのため、エルボ管の内壁の耐摩耗性向上の要求が高まっている。
【0003】
特開2012-115855号公報(特許文献1)は、断面における円周方向の一部が次第に厚くなった偏肉厚パイプを準備する過程と、この偏肉厚パイプを、厚肉側を外側、薄肉側を内側として曲げ加工する過程とを含み、偏肉厚パイプは円周方向の一部が次第に厚くなっている曲がり形状パイプの製造方法を開示している。しかし、一般的な鋼製品であれば曲げ加工によってエルボ管を製造できるが、超硬合金等の硬質材料においては曲げ加工による製造が不可能であり、内径部の加工においては外側から各種工具によって加工するため、特に小径、偏肉、湾曲を有する内径形状によっては加工できる形状の制限があった。さらに分割して部材を作製したのち接合焼結するなどにより、種々の内部形状の部材を作製することができるが、その場合、接合も含めて焼結を複数回行う必要があること、適切な形状・方法にしないと接合面に欠陥を含んで品質を低下させることがあった。
【先行技術文献】
【特許文献】
【0004】
特開2012-115855号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従って、本発明の目的は、硬質材料でありながら配管内部の形状の設計自由度が高く、局所的な摩耗を抑えて製品寿命を向上させたエルボ管及びその製造方法を提供することである。
【課題を解決するための手段】
【0006】
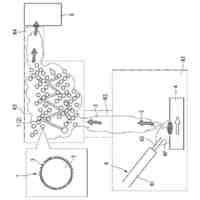
これらを解決するため種々検討した結果、本発明者は、積層造形法により、少なくとも外側部分に肉厚部を設けたコーナー管部を備えたエルボ管を一体的に作製することにより、硬質材料でありながら配管内部の形状の設計自由度が高く、局所的な摩耗を抑えて製品寿命を向上させたエルボ管が得られることを発見し、本発明に想到した。
【0007】
即ち、本発明の一実施態様によるエルボ管は、両端側に入口開口及び出口開口を有するコーナー管部を備えるエルボ管であって、積層造形法により一体的に作製された焼結体からなり、前記コーナー管部の少なくとも外側部分に、前記入口開口が設けられている入口部及び前記出口開口が設けられている出口部の厚さよりも大きい厚さを有する肉厚部が設けられていることを特徴とする。
【0008】
前記入口部と連通する入口側管部と、前記出口部と連通する出口側管部の少なくとも1つをさらに備えるのが好ましく、前記入口側管部及び前記出口側管部はそれぞれ均等の厚さを有するのが好ましい。
【0009】
前記コーナー管部の少なくとも外側部分及び内側部分に、前記入口部及び前記出口部の厚さよりも大きい厚さを有する肉厚部がそれぞれ設けられており、前記外側部分の肉厚部の厚さは前記内側部分の肉厚部の厚さと同じ又はそれより大きいのが好ましい。
【0010】
前記肉厚部の厚さは、前記入口部及び前記出口部から長手方向に徐々に大きくなっているのが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
1か月前
芝浦機械株式会社
成形装置
24日前
トヨタ自動車株式会社
保持炉
2か月前
トヨタ自動車株式会社
金型装置
1か月前
トヨタ自動車株式会社
鋳造装置
1か月前
日本製鉄株式会社
電磁ブレーキ装置
1か月前
芝浦機械株式会社
ダイカストマシン
1か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
大同特殊鋼株式会社
金属粉末材料の製造方法
1か月前
トヨタ自動車株式会社
離型剤の塗布方法
2か月前
トヨタ自動車株式会社
金型の温度制御方法
2か月前
日本鋳造株式会社
押湯切断方法および押湯
1か月前
JX金属株式会社
銅粉
10日前
トヨタ自動車株式会社
ダイカスト鋳造装置
1か月前
トヨタ自動車株式会社
複合中子の製造方法
1か月前
旭有機材株式会社
低膨張鋳型用鋳物砂
2か月前
三菱重工業株式会社
金属粉末製造装置
2か月前
芝浦機械株式会社
ダイカストマシン
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
1か月前
芝浦機械株式会社
成形機用コントローラ及び成形機
1か月前
フタバ産業株式会社
金属搬送機構
20日前
福田金属箔粉工業株式会社
溶浸用Cu系粉末
1か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
1か月前
冨士ダイス株式会社
エルボ管及びその製造方法
1か月前
山陽特殊製鋼株式会社
鋳造方法
18日前
株式会社リコー
立体造形装置及び立体造形方法
13日前
株式会社IHI
造形方法及びサポート部材
1か月前
UBEマシナリー株式会社
型締装置
23日前
セイコーエプソン株式会社
焼結用金属粉末
1か月前
住友金属鉱山株式会社
離型剤スラリーの散布方法
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
株式会社日清製粉グループ本社
酸化亜鉛微粒子の製造方法
12日前
新東工業株式会社
鋳型造型方法及び鋳型材料
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ