TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024073894
公報種別
公開特許公報(A)
公開日
2024-05-30
出願番号
2022184868
出願日
2022-11-18
発明の名称
成形装置
出願人
芝浦機械株式会社
代理人
個人
主分類
B22D
17/26 20060101AFI20240523BHJP(鋳造;粉末冶金)
要約
【課題】タイバーが延びる方向におけるタイバーの型締用溝部に対する型締用割ナットの突出部の位置決めを容易に行うことが可能な成形装置を提供する。
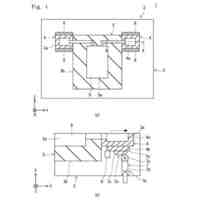
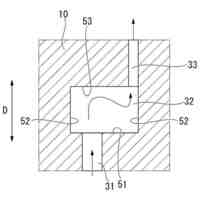
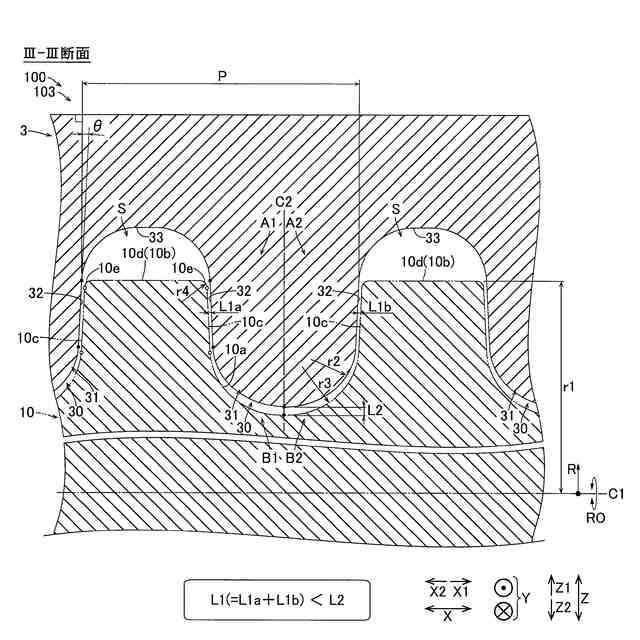
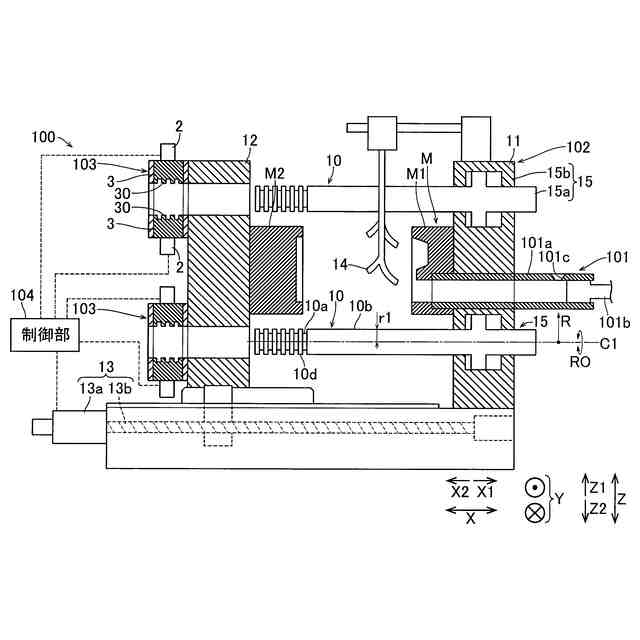
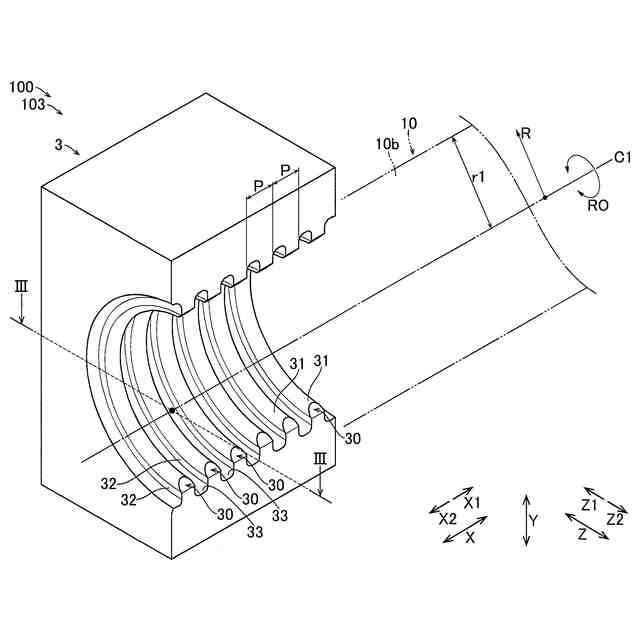
【解決手段】成形装置100は、型締用溝部10aを含むタイバー10と、移動ダイプレート12と、凸状の突出部30を含み、金型Mを閉じた状態で突出部30が型締用溝部10aに噛み合うことによってタイバー10に対する移動ダイプレート12の移動を規制するように構成され、移動ダイプレート12に設けられた一対の型締用割ナット3と、を備え、突出部30は、タイバー10に直交する方向から視て、突出部30の中ではじめに型締用溝部10aの内側に導入される部分である先端部31がタイバー10が延びる方向の両側において先細りするように形成されている。
【選択図】図3
特許請求の範囲
【請求項1】
凹状の型締用溝部を含むタイバーと、
移動金型を保持した状態で前記タイバーに沿って移動する移動ダイプレートと、
凸状の突出部を含み、金型を閉じた状態で前記突出部が前記型締用溝部に噛み合うことによって前記タイバーに対する前記移動ダイプレートの移動を規制するように構成され、前記移動ダイプレートに設けられた一対の型締用割ナットと、を備え、
前記突出部は、前記タイバーに直交する方向から視て、前記突出部の中ではじめに前記型締用溝部の内側に導入される部分である先端部が前記タイバーが延びる方向の両側において先細りするように形成されている、成形装置。
続きを表示(約 1,300 文字)
【請求項2】
前記型締用割ナットの前記突出部は、前記先端部が弧状に形成されることにより、前記タイバーが延びる方向の両側において先細りするように形成されている、請求項1に記載の成形装置。
【請求項3】
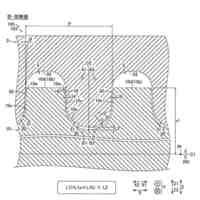
前記型締用割ナットの前記突出部は、前記タイバーに直交する方向から視て、前記先端部の両側に設けられたナット側テーパー面を有し、前記ナット側テーパー面によって前記先端部に向けて先細りするように形成され、
前記タイバーの前記型締用溝部は、前記ナット側テーパー面に対向して略平行に配置されるタイバー側テーパー面を有する、請求項1に記載の成形装置。
【請求項4】
前記タイバーの径方向に対する前記ナット側テーパー面および前記タイバー側テーパー面の各々の傾斜角度は、0度よりも大きく、かつ、10度よりも小さい、請求項3に記載の成形装置。
【請求項5】
前記タイバーに直交する方向から視て、前記型締用割ナットの前記突出部および前記型締用溝部の各々は、前記型締用割ナットの前記突出部および前記型締用溝部の各々の前記タイバーが延びる方向の中心線に対して、前記タイバーが延びる方向の一方側部分と、他方側部分とが対称となるように形成されている、請求項3に記載の成形装置。
【請求項6】
前記型締用割ナットは、前記タイバーに直交する方向から視て、隣接する前記突出部の間に設けられ、底部分が弧状に形成された凹部を含み、
前記タイバーは、前記タイバーの外周端部に設けられ、前記タイバーに直交する方向から視て、前記型締用割ナットの前記凹部との間に空間部を形成する平坦面を含む、請求項1に記載の成形装置。
【請求項7】
前記タイバーに直交する方向から視て、前記タイバーの前記平坦面の縁部分には、面取部が設けられている、請求項6に記載の成形装置。
【請求項8】
前記型締用割ナットが前記型締用溝部に噛み合う噛合状態において、前記タイバーが延びる方向における前記型締用割ナットの前記突出部と前記型締用溝部との前記突出部の両側の合計の隙間は、0.2mm以上で、かつ、0.5mm以下である、請求項1に記載の成形装置。
【請求項9】
前記型締用割ナットが前記型締用溝部に噛み合う噛合状態において、前記タイバーが延びる方向における前記型締用割ナットの前記突出部と前記型締用溝部との前記突出部の両側の合計の隙間は、前記タイバーの径方向における前記型締用割ナットの前記突出部と前記型締用溝部との隙間よりも小さい、請求項1に記載の成形装置。
【請求項10】
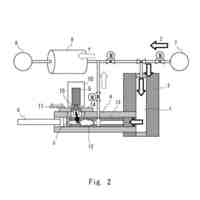
サーボモータと、前記サーボモータにより駆動されて、前記移動ダイプレートとともに前記型締用割ナットを前記タイバーが延びる方向に移動させる移動機構とを含むダイプレート駆動装置と、
前記サーボモータおよび前記移動機構により前記型締用割ナットと前記型締用溝部とが前記タイバーの径方向において対向する所定の位置に前記型締用割ナットを移動させた後、前記サーボモータをオフにした状態で、前記型締用割ナットを前記型締用溝部に噛み合わせる制御を行う制御部とをさらに備える、請求項1に記載の成形装置。
発明の詳細な説明
【技術分野】
【0001】
この発明は、型締用割ナットを備える成形装置に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
従来、型締用割ナットを備える成形装置が知られている(たとえば、特許文献1参照)。
【0003】
上記特許文献1には、移動金型が取り付けられるプラタンに設けられた一対の割ナットと、溝部を有するタイロッドとを備える成形装置が開示されている。上記割ナットは、溝部に噛み合う突出部を有している。プラタンは、突出部が溝部に噛み合うことによって、タイロッドに対する移動が規制されるように構成されている。突出部は、タイロッドに直交する方向から視て、タイバーが延びる方向の一方側の部分が、突出部の根元の位置から先端部まで、タイバーが延びる方向に直交する方向(タイバーの径方向)に延びている。また、上記溝部は、突出部に対応する凹状に形成されている。すなわち、突出部および溝部の各々は、互いに噛合状態において対向して配置される面であり、タイバーが延びる方向に直交する方向に延びる面を有している。
【先行技術文献】
【特許文献】
【0004】
実開平2-40112号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献1の成形装置では、突出部および溝部の各々が、互いに噛合状態において対向して配置される面でありタイバーが延びる方向に直交する方向に延びる面を有している。このことから、非噛合状態から噛合状態に移行する際に、突出部が溝部に干渉することがないように、タイバーが延びる方向において突出部を溝部に対して位置決めすることに高い精度が要求される。このため、従来よりタイバーが延びる方向における溝部に対する突出部の位置決めを容易に行えるようにすることが求められている。
【0006】
この発明は、上記のような課題を解決するためになされたものであり、この発明の1つの目的は、タイバーが延びる方向におけるタイバーの型締用溝部に対する型締用割ナットの突出部の位置決めを容易に行うことが可能な成形装置を提供することである。
【課題を解決するための手段】
【0007】
上記目的を達成するために、この発明の一の局面における成形装置は、凹状の型締用溝部を含むタイバーと、移動金型を保持した状態でタイバーに沿って移動する移動ダイプレートと、凸状の突出部を含み、金型を閉じた状態で突出部が型締用溝部に噛み合うことによってタイバーに対する移動ダイプレートの移動を規制するように構成され、移動ダイプレートに設けられた一対の型締用割ナットと、を備え、突出部は、タイバーに直交する方向から視て、突出部の中ではじめに型締用溝部の内側に導入される部分である先端部がタイバーが延びる方向の両側において先細りするように形成されている。
【0008】
この発明の一の局面による成形装置では、上記のように、凸状の突出部を含み、金型を閉じた状態で突出部が型締用溝部に噛み合うことによってタイバーに対する移動ダイプレートの移動を規制するように構成され、移動ダイプレートに設けられた一対の型締用割ナットを設け、突出部を、タイバーに直交する方向から視て、先端部がタイバーが延びる方向の両側において先細りするように形成する。これによって、タイバーが延びる方向の両側において突出部の先端部が先細りするように形成されていることから、タイバーが延びる方向の片側においてタイバーが延びる方向に直交する方向に延びる面を突出部が有する従来構成と比較して、突出部が型締用溝部に噛み合わせの際の噛み合いが可能となるタイバーが延びる方向の許容範囲(いわゆる遊び)を大きく確保することができる。すなわち、タイバーが延びる方向において、型締用溝部に対する突出部の噛合位置が目的の位置からずれていたとしても、突出部の先細りするタイバーが延びる方向のいずれの面であってもタイバーに接触させながら噛み合わせを行うことによって、突出部を目的の位置に導く(滑り込ませる)ことができる。したがって、タイバーが延びる方向におけるタイバーの型締用溝部に対する型締用割ナットの突出部の位置決めを容易に行うことができる。また、突出部の先細りするタイバーが延びる方向のいずれか一方の面をタイバーに接触させながら噛み合わせを行うことによって、突出部を目的の位置に導く(滑り込ませる)ことができることから、タイバーが延びる方向における突出部と型締用溝部との隙間を小さくすることができる。そのため、噛合状態になった後においてタイバーが延びる方向において突出部の両側にある隙間のうちの一方を詰める際に、タイバーに対して、突出部をほとんど移動(加速)させる必要がないので、隙間が詰められた際に突出部がタイバーに接触した際の衝撃を小さく抑えることができる。なお、上記の通り突出部を目的の位置に導く(滑り込ませる)ことができるので、噛み合わせの際に突出部がタイバーの隣接する型締用溝部の間の凸部分に衝突することを回避することができる。
【0009】
上記一の局面による成形装置において、好ましくは、型締用割ナットの突出部は、先端部が弧状に形成されることにより、タイバーが延びる方向の両側において先細りするように形成されている。このように構成すれば、弧状の先端部によって、タイバーが延びる方向において、噛み合わせの際に突出部を目的の位置により容易に導く(滑り込ませる)ことができる。このため、タイバーが延びる方向におけるタイバーの型締用溝部に対する型締用割ナットの突出部の位置決めをより容易に行うことができる。また、突出部の先端部が尖っている場合と比較して、弧状の先端部によって、突出部の亀裂や割れなどによる破損を抑制することができる。
【0010】
上記一の局面による成形装置において、好ましくは、型締用割ナットの突出部は、タイバーに直交する方向から視て、先端部の両側に設けられたナット側テーパー面を有し、ナット側テーパー面によって先端部に向けて先細りするように形成され、タイバーの型締用溝部は、ナット側テーパー面に対向して略平行に配置されるタイバー側テーパー面を有する。このように構成すれば、突出部の先端部だけでなく、突出部の先端部に向けて先細りするナット側テーパー面によっても、タイバーが延びる方向において、噛み合わせの際に突出部を目的の位置に導く(滑り込ませる)ことができる。このため、タイバーが延びる方向におけるタイバーの型締用溝部に対する型締用割ナットの突出部の位置決めをより容易に行うことができる。また、互いに略平行なナット側テーパー面およびタイバー側テーパー面により、型締用割ナットの突出部とタイバーの型締用溝部との接触面積を大きく確保することができる。このため、型締用割ナットおよびタイバーに大きな応力が作用して亀裂や割れなどの破損が発生するのを抑制することができる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
13日前
芝浦機械株式会社
成形装置
3か月前
三菱マテリアル株式会社
粉末材料
1か月前
日本製鉄株式会社
電磁ブレーキ装置
4か月前
日本製鉄株式会社
モールドパウダー
26日前
株式会社シマノ
射出成形装置
2か月前
トヨタ自動車株式会社
溶湯供給装置
2か月前
大同特殊鋼株式会社
金属粉末材料の製造方法
4か月前
芝浦機械株式会社
成形機
13日前
ノリタケ株式会社
ニッケル粉末
12日前
トヨタ自動車株式会社
ダイカスト金型
3か月前
株式会社日本高熱工業社
離型剤塗布装置
3か月前
日本鋳造株式会社
押湯切断方法および押湯
4か月前
本田技研工業株式会社
金型装置
1か月前
オークマ株式会社
ワークの加工方法
1か月前
JX金属株式会社
銅粉
3か月前
株式会社瓢屋
押湯空間形成部材
1か月前
東洋電化工業株式会社
溶湯用送線装置
2か月前
ノリタケ株式会社
粉体材料およびその利用
1か月前
株式会社エフ・シー・シー
ダイカスト金型
1か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
12日前
日本製鉄株式会社
連続鋳造装置
22日前
日本製鉄株式会社
連続鋳造装置
20日前
三菱重工業株式会社
金型
22日前
日鉄エンジニアリング株式会社
酸素開孔装置
1か月前
フタバ産業株式会社
金属搬送機構
3か月前
日本製鉄株式会社
連続鋳造用浸漬ノズル
13日前
株式会社神戸製鋼所
スラブの製造方法
12日前
株式会社リコー
立体造形装置及び立体造形方法
3か月前
大陽日酸株式会社
転写型シート状接合材
2か月前
山陽特殊製鋼株式会社
鋳造方法
3か月前
山陽特殊製鋼株式会社
肉盛用粉末
1か月前
品川リフラクトリーズ株式会社
モールドパウダー
5日前
品川リフラクトリーズ株式会社
モールドパウダー
1か月前
山陽特殊製鋼株式会社
肉盛用粉末
1か月前
UBEマシナリー株式会社
型締装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ