TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024083948
公報種別
公開特許公報(A)
公開日
2024-06-24
出願番号
2022198058
出願日
2022-12-12
発明の名称
離型剤塗布装置
出願人
株式会社日本高熱工業社
代理人
個人
主分類
B22D
17/20 20060101AFI20240617BHJP(鋳造;粉末冶金)
要約
【課題】 ダイカストマシンの金型内面に液体と粉体を混合させた離型剤を塗布することができる離型剤塗布装置を提供する。
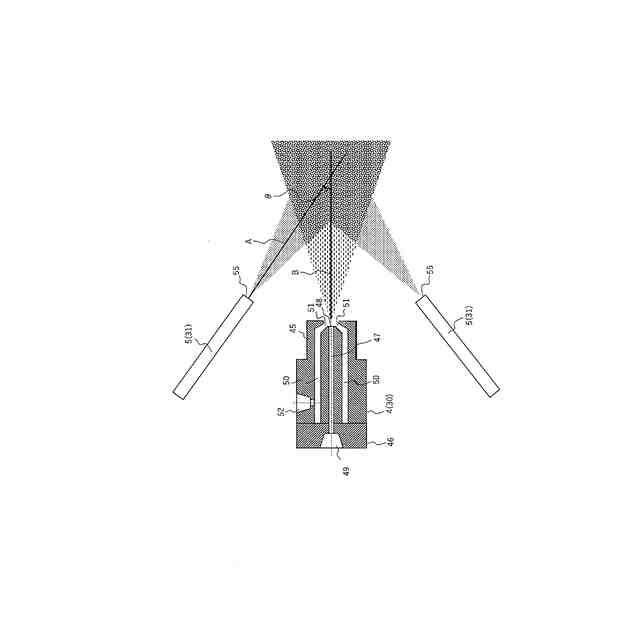
【解決手段】 液体送路1から圧送された液体と、気体送路2から圧送された気体を混合して噴霧するミスト噴出部4と、粉体送路3から圧送された粉体を噴出する粉体噴出部5とを備え、ミスト噴出部4から噴出されたミスト中の液体と粉体噴出部5から噴出された粉体とを空中で混合させた後に金型17,18に塗布するようにしたことを特徴としている。
【選択図】 図3
特許請求の範囲
【請求項1】
液体と粉体を混合させた離型剤をダイカストマシンの金型に塗布する離型剤塗布装置であって、
液体供給源から供給される前記液体を圧送する液体送路と、気体供給源から供給される気体を圧送する気体送路と、粉体供給源から供給される前記粉体を圧送する粉体送路と、前記液体送路から圧送された前記液体と前記気体送路から圧送された前記気体を混合して噴霧するミスト噴出部と、前記粉体送路から圧送された前記粉体を噴出する粉体噴出部とを備え、
前記ミスト噴出部から噴出された前記ミスト中の前記液体と前記粉体噴出部から噴出された前記粉体とを空中で混合させた後に前記金型に塗布するようにしたことを特徴とする離型剤塗布装置。
続きを表示(約 190 文字)
【請求項2】
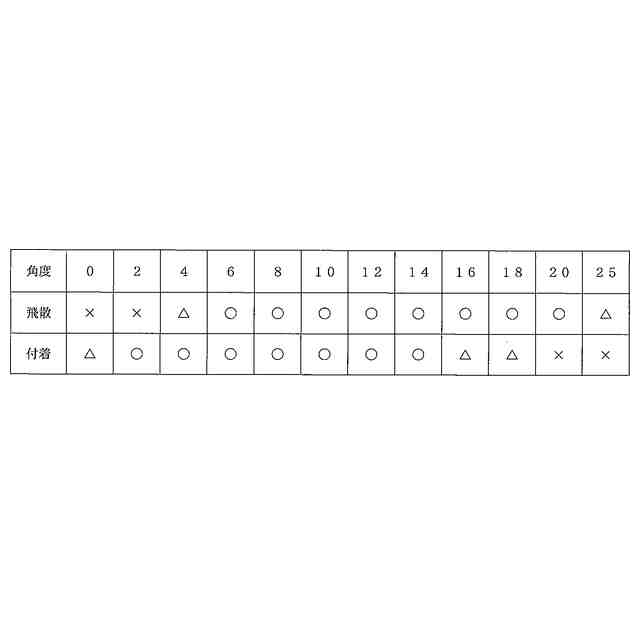
前記粉体噴出部は、前記ミスト噴出部から噴出された前記ミストに向かって噴出するように該ミスト噴出部に対し角度を設けて設置されていることを特徴とする請求項1記載の離型剤塗布装置。
【請求項3】
前記ダイカストマシンに前記ミスト噴出部及び前記粉体噴出部を前記金型の適宜箇所に移動させる移動手段を設けたことを特徴とする請求項1記載の離型剤塗布装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイカストマシンの金型に液体と粉体を混合させた離型剤を塗布する離型剤塗布装置に関するものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
溶融したアルミニウム合金などの金属(溶湯)を高速・高圧で金型内に射出して成型するダイカストマシンによる鋳造は、生産性や寸法精度に優れていることから、種々の工業製品の生産に広く用いられている。そして、このようなダイカストマシンを利用する場合、金型から成形品を取り出す際の型離れを容易にする目的、あるいは、金型に流入させる溶湯の焼付きを防止したり、溶湯の保温性を維持して金型への湯流れを良好にする目的で、成型前の金型内面に予め離型剤を塗布しておくといったことが行われている。
【0003】
そして、前述した離型剤として、現在最も一般的なものとして、水性離型剤が使用されている。この水性離型剤が広く利用されている理由としては、特殊な設備装置を必要としない、すなわち、一般的なノズルを用いて塗布することが可能であること、また、ノズルを用いることで金型に対し均一に離型剤を塗布することができ、また、液状であるが故に、塗布装置における詰まり、吐出不足が生じ難いといったことが挙げられる。その反面、水性離型剤は、溶湯の焼付けに対する耐性、低鋳巣性の不足といった問題を有している。
【0004】
そこで、水性離型剤に代わるものとして、粉体離型剤を使用したり(特許文献1)、水性離型剤に粉体を含有させた粉体分散型離型剤を使用する場合(特許文献2)もある。
【先行技術文献】
【特許文献】
【0005】
特開2004-351462号公報
特開2000-301286号公報
【0006】
もっとも、これらの離型剤は、水性離型剤の問題を解消し得る反面、水性離型剤の利点を享受し得なくなってしまうという問題を有している。ここで、粉体離型剤のケースについて特許文献1を例にみると、特許文献1記載発明は、粉体離型剤をダイカストマシン1のキャビティCへ供給するための機構を別途設けており、その結果、設備に要するコストを上昇させてしまっている。また、特許文献1に記載された発明は、金型に粉体離型剤を均一に塗布するという問題を解決しきれていない。具体的には、特許文献1記載発明は、粉体離型剤を溶湯の供給口96aから射出スリーブ96へ吐出させた後、キャビティCを減圧することで、粉体離型剤をキャビティCへ供給するようにしているが、この方法では、粉体離型剤を供給口96aから真空タンク130に至るまで一方通行的に流入させるため、その流入の際にキャビティCの影となる部位に粉体離型剤を付着させ難いという問題を解消できていない。特に、複雑に入り組んだ金型に使用する場合には、この問題が顕著となって現れる。他方、特許文献2に示されているような粉体分散型離型剤を用いた場合、当該離型剤は比重差のある粉体を液体に分散させている以上、粉体が液体内に沈降してしまうといった欠点を完全には回避することができず、ひいては、金型に塗布される離型剤の不均一化を招いてしまう。また、仮に粉体と液体をしっかりと攪拌し均一化された離型剤を使用したとしても、マシントラブルによる停止時や休日の操業停止時に、搬送路で粉体が再び沈降してしまうことによる詰まりや、吐出部での水分蒸発による閉塞を発生させてしまうおそれがある。
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで、本発明は、上記課題を解決すべく、水性離型剤と粉体離型剤の利点を共有し得る離型剤塗布装置、すなわち、特殊な機構を必要とせず、また、金型に離型剤を均一に塗布することができると共に、離型剤の送路や噴出部に詰まり等の問題を生じさせない離型剤塗布装置を提供することを目的としている。
【課題を解決するための手段】
【0008】
前記課題を解決するために本発明は、液体と粉体を混合させた離型剤をダイカストマシンの金型に塗布する離型剤塗布装置であって、液体供給源から供給される前記液体を圧送する液体送路と、気体供給源から供給される気体を圧送する気体送路と、粉体供給源から供給される前記粉体を圧送する粉体送路と、前記液体送路から圧送された前記液体と前記気体送路から圧送された前記気体を混合して噴霧するミスト噴出部と、前記粉体送路から圧送された前記粉体を噴出する粉体噴出部とを備え、前記ミスト噴出部から噴出された前記ミスト中の前記液体と前記粉体噴出部から噴出された前記粉体とを空中で混合させた後に前記金型に塗布するようにしたことを特徴としている。
【0009】
また、本発明における前記粉体噴出部は、前記ミスト噴出部から噴出された前記ミストに向かって噴出するように該ミスト噴出部に対し角度を設けて設置されていることが好ましい。
【0010】
さらに、本発明においては、前記ダイカストマシンに前記ミスト噴出部及び前記粉体噴出部を前記金型の適宜箇所に移動させる移動手段を設けることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社松風
歯科用埋没材
4か月前
日本鋳造株式会社
鋳造方法
3か月前
UBEマシナリー株式会社
成形機
2か月前
個人
鋼の連続鋳造鋳片の切断装置
3か月前
マツダ株式会社
鋳造装置
2か月前
日本製鉄株式会社
棒状部材
4か月前
株式会社 寿原テクノス
金型装置
29日前
三菱電機株式会社
三次元造形装置
1か月前
株式会社エスアールシー
インゴット
1か月前
個人
透かし模様付き金属板の製造方法
25日前
芝浦機械株式会社
成形機
4日前
芝浦機械株式会社
成形機
4日前
東洋機械金属株式会社
ダイカストマシン
29日前
株式会社クボタ
弁箱用の消失模型
2か月前
株式会社浅沼技研
半溶融金属の成形方法
1か月前
東洋機械金属株式会社
ダイカストマシン
1か月前
トヨタ自動車株式会社
金型温度調整装置
1か月前
トヨタ自動車株式会社
鋳造製品の製造方法
4か月前
新東工業株式会社
粉末除去装置
1か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
2か月前
トヨタ自動車株式会社
異種金属部材の接合方法
2か月前
新東工業株式会社
測定装置
2か月前
キヤノン株式会社
樹脂微粒子の製造方法
2か月前
ポーライト株式会社
焼結部品の製造方法
18日前
株式会社昭工舎
焼結体の製造方法
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1日前
旭化成株式会社
焼結体の製造方法
4か月前
山陽特殊製鋼株式会社
取鍋
29日前
福田金属箔粉工業株式会社
粉末冶金用粉末
4か月前
東京窯業株式会社
上ノズル上プレート一体物
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
4か月前
黒崎播磨株式会社
浸漬ノズル
1か月前
株式会社荏原製作所
造形ノズル
1か月前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
3か月前
株式会社荏原製作所
造形ノズル
4か月前
新東工業株式会社
鋳造品の管理システム
4か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ


































