TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024086187
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022201195
出願日
2022-12-16
発明の名称
ダイカスト金型
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B22D
17/22 20060101AFI20240620BHJP(鋳造;粉末冶金)
要約
【課題】第1の入子金型と第2の入子金型との段替えタイミングが異なっていても、成形品のバリの発生を抑制可能なダイカスト金型を実現する。
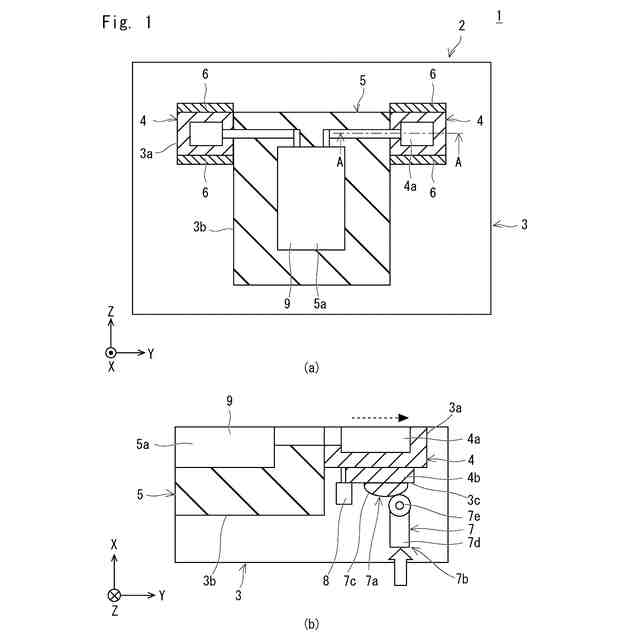
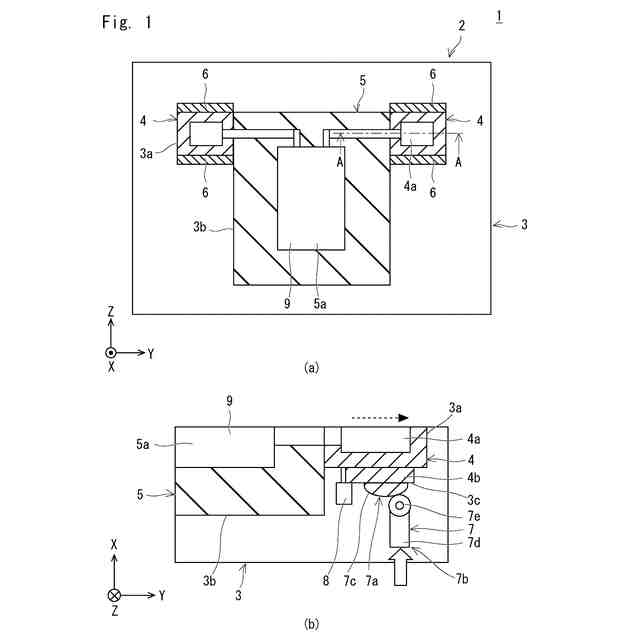
【解決手段】本開示の一態様に係るダイカスト金型(1)は、主型金型(3)に対して第1の入子金型(4)及び第2の入子金型(5)が段替え可能なダイカスト金型であって、第1の入子金型(4)における第2の入子金型(5)の側への移動及び第2の入子金型(5)の側に対して逆側への移動を案内する案内機構(6)と、第1の入子金型(4)を第2の入子金型(5)の側に押し込む押し込み機構(7)と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
主型金型に対して第1の入子金型及び第2の入子金型が段替え可能なダイカスト金型であって、
前記第1の入子金型における前記第2の入子金型の側への移動及び当該第2の入子金型の側に対して逆側への移動を案内する案内機構と、
前記第1の入子金型を前記第2の入子金型の側に押し込む押し込み機構と、
を備える、ダイカスト金型。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ダイカスト金型に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
一般的なダイカスト金型において、金型同士の隙間に溶湯が入り込んで成形品にバリが発生しないように、金型同士に隙間が発生しない構成とされていることが好ましい。例えば、特許文献1の鋳造用金型は、主型金型に設けられたテコによって当該主型金型の凹部に挿入された第1の入子金型と第2の入子金型との隙間を塞ぐことで、当該隙間に溶湯が入り込んで成形品にバリが発生することを抑制している。
【先行技術文献】
【特許文献】
【0003】
特開2020-28887号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
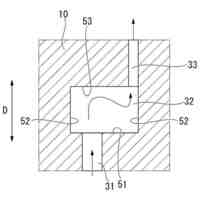
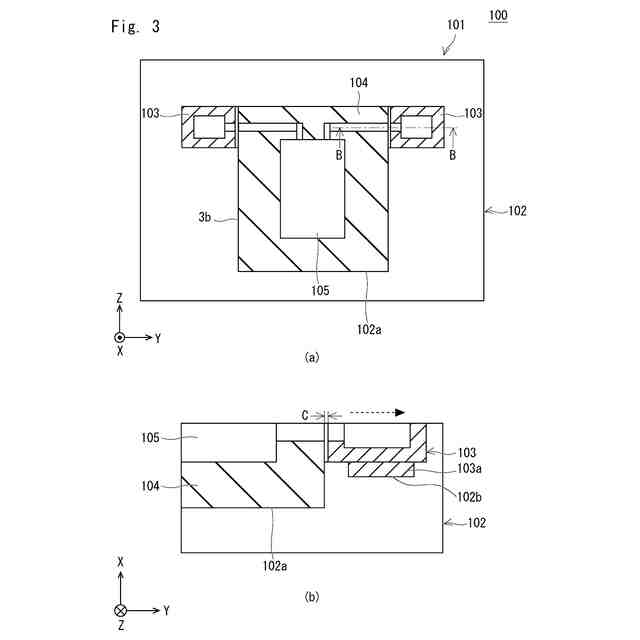
一般的なダイカスト金型を説明する。なお、一般的なダイカスト金型は、固定型と可動型とを備えるが、可動型を代表して説明する。図3(a)は、一般的なダイカスト金型の可動型をキャビティ面の側から見た図であり、図3(b)は、図3(a)のB-B断面図である。なお、図3(a)及び図3(b)では、各金型を明確に区別できるようにハッチングを用いて示している。
【0005】
一般的なダイカスト金型100の可動型101は、例えば、図3(a)に示すように、主型金型102の金型挿入部102aに第1の入子金型103及び第2の入子金型104が挿入されており、第1の入子金型103と第2の入子金型104とで連続するキャビティ面105を形成している。
【0006】
ここで、図3(b)に示すように、第1の入子金型103に形成された制限凸部103aが主型金型102に形成された制限凹部102bに嵌め込まれることで、第1の入子金型103が主型金型102に固定されている。
【0007】
このような一般的なダイカスト金型100において、第2の入子金型104が第1の入子金型103に対して段替え(交換)タイミングが早い場合、第2の入子金型104のみが段替えされる。
【0008】
このとき、主型金型102及び第1の入子金型103に余熱が残っており、主型金型102及び第1の入子金型103と、第2の入子金型104と、の温度差によって、第1の入子金型103と第2の入子金型104との間に隙間Cが発生し、当該隙間Cに溶湯が入り込んで成形品にバリが発生するおそれがある。
【0009】
なお、特許文献1では、第1の入子金型及び第2の入子金型の熱膨張を考慮して形成された主型金型と第1の入子金型及び第2の入子金型との隙間に溶湯が入り込んで成形品にバリが発生するおそれがある。
【0010】
本開示は、第1の入子金型と第2の入子金型との段替えタイミングが異なっていても、成形品のバリの発生を抑制可能なダイカスト金型を実現する。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
2か月前
株式会社松風
歯科用埋没材
1か月前
日本鋳造株式会社
鋳造方法
20日前
個人
鋼の連続鋳造鋳片の切断装置
1か月前
マツダ株式会社
鋳造装置
6日前
日本製鉄株式会社
棒状部材
1か月前
三菱マテリアル株式会社
粉末材料
3か月前
株式会社シマノ
射出成形装置
4か月前
日本製鉄株式会社
モールドパウダー
3か月前
ノリタケ株式会社
ニッケル粉末
2か月前
芝浦機械株式会社
成形機
2か月前
株式会社プロテリアル
ブロック継手の製造方法
1か月前
オークマ株式会社
ワークの加工方法
3か月前
トヨタ自動車株式会社
鋳造製品の製造方法
1か月前
本田技研工業株式会社
金型装置
3か月前
株式会社瓢屋
押湯空間形成部材
3か月前
株式会社昭工舎
焼結体の製造方法
1か月前
株式会社リコー
焼結体の製造方法
1か月前
旭化成株式会社
焼結体の製造方法
1か月前
福田金属箔粉工業株式会社
粉末冶金用粉末
1か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
2か月前
ノリタケ株式会社
粉体材料およびその利用
3か月前
株式会社エフ・シー・シー
ダイカスト金型
3か月前
日本製鉄株式会社
連続鋳造装置
2か月前
株式会社荏原製作所
造形ノズル
1か月前
日本製鉄株式会社
連続鋳造装置
2か月前
三菱重工業株式会社
金型
2か月前
日鉄エンジニアリング株式会社
酸素開孔装置
3か月前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
22日前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
連続鋳造用浸漬ノズル
2か月前
新東工業株式会社
鋳造品の管理システム
1か月前
株式会社アイシン
金型
1か月前
大陽日酸株式会社
転写型シート状接合材
4か月前
株式会社神戸製鋼所
スラブの製造方法
2か月前
JFEミネラル株式会社
金属超微粉の洗浄方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ