TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024119277
公報種別
公開特許公報(A)
公開日
2024-09-03
出願番号
2023026062
出願日
2023-02-22
発明の名称
金型
出願人
三菱重工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B22D
17/22 20060101AFI20240827BHJP(鋳造;粉末冶金)
要約
【課題】さらに高品質の製品を安定的に得ることが可能な金型を提供する。
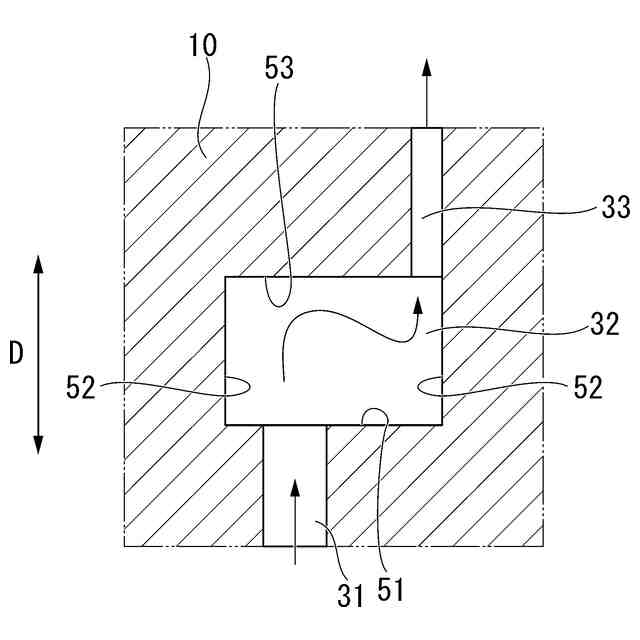
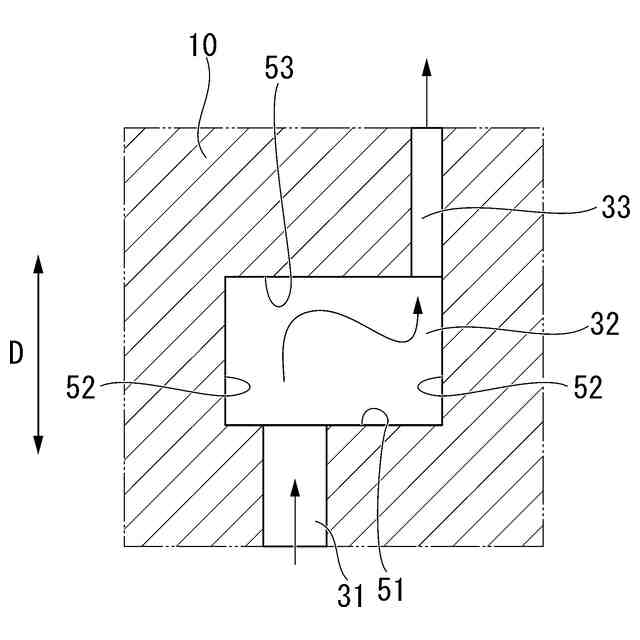
【解決手段】金型は、分割面を介して当接することで、互いの間にキャビティを形成する一対の金型本体と、金型本体に設けられ、キャビティに対して第一方向から連通するオーバーフロー部と、オーバーフロー部内の溶湯を加圧する加圧部と、を備え、オーバーフロー部は、第一方向からキャビティに連通するオーバーフローゲート部と、オーバーフローゲート部に連通するとともに相対的に大きな容積を有する湯溜まり部と、第一方向から見て、オーバーフローゲート部の投影面上とは異なる位置に設けられ、湯溜まり部内の溶湯を外部に排出可能な排出部と、を有する。
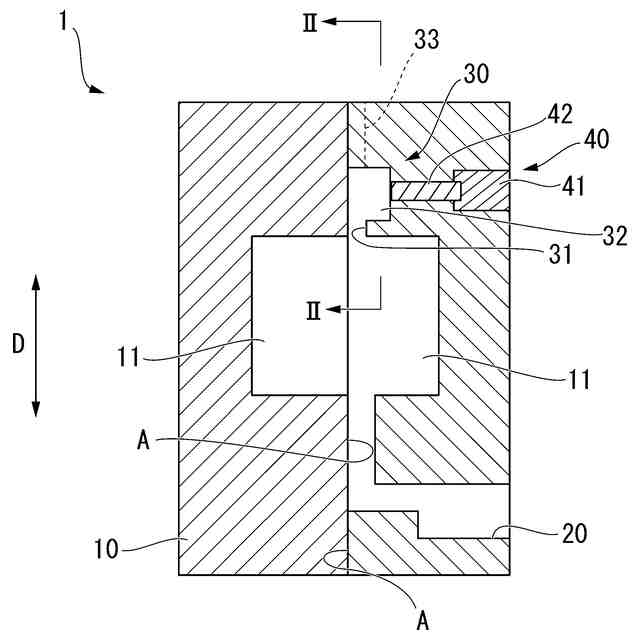
【選択図】図2
特許請求の範囲
【請求項1】
分割面を介して当接することで、互いの間にキャビティを形成する一対の金型本体と、
前記金型本体に設けられ、前記キャビティに対して第一方向から連通するオーバーフロー部と、
前記オーバーフロー部内の溶湯を加圧する加圧部と、
を備え、
前記オーバーフロー部は、
前記第一方向から前記キャビティに連通するオーバーフローゲート部と、
該ゲート部に連通するとともに相対的に大きな容積を有する湯溜まり部と、
前記第一方向から見て、前記ゲート部の投影面上とは異なる位置に設けられ、前記湯溜まり部内の溶湯を外部に排出可能な排出部と、
を有する金型。
続きを表示(約 810 文字)
【請求項2】
前記排出部の内面は、前記分割面に接している請求項1に記載の金型。
【請求項3】
前記金型本体に形成され、外部に連通する孔部に挿入されるとともに、前記オーバーフロー部内の溶湯を加熱可能な加熱部をさらに備える請求項1又は2に記載の金型。
【請求項4】
前記オーバーフロー部における少なくとも前記オーバーフローゲート部の内面に設けられた断熱部材をさらに備える請求項1又は2に記載の金型。
【請求項5】
前記オーバーフローゲート部は、前記第一方向における前記キャビティ側から前記湯溜まり部側に向かうに従って、前記第一方向から見た断面積が次第に拡大することでテーパ状をなしている請求項1又は2に記載の金型。
【請求項6】
前記ゲート部は、
前記第一方向における前記キャビティ側に設けられ、前記キャビティから離間するに従って、前記第一方向から見た断面積が次第に縮小する縮小部と、
該縮小部に連通するとともに、該縮小部から前記湯溜まり部側に向かうに従って、前記第一方向から見た断面積が次第に拡大する拡大部と、
を有する請求項1又は2に記載の金型。
【請求項7】
分割面を介して当接することで、互いの間にキャビティを形成する一対の金型本体と、
前記金型本体に設けられ、前記キャビティに対して第一方向から連通するゲート部を有するオーバーフロー部と、
前記オーバーフロー部内の溶湯を加圧する加圧部と、
前記金型本体に形成され、外部に連通する孔部に挿入されるとともに、前記オーバーフロー部内の溶湯を加熱可能な加熱部と、
を備える金型。
【請求項8】
前記オーバーフロー部における少なくとも前記ゲート部の内面に設けられた断熱部材をさらに備える請求項7に記載の金型。
発明の詳細な説明
【技術分野】
【0001】
本開示は、金型に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
アルミ等の金属を溶融させて金型のキャビティに流し込み、当該キャビティ内で金属を凝固させることで製品を得る技術としてダイカスト法が広く用いられている。この方法では、溶融した金属(溶湯)の凝固収縮によって溶湯が不足し、引け巣と呼ばれる空洞部分が形成されてしまう場合がある。このような事象を回避するための技術として、例えば下記特許文献1に記載されたものが知られている。
【0003】
下記特許文献1に係る装置では、キャビティに連通するオーバーフロー部を設けることで製品となる部分にさらに溶湯を付加し、当該オーバーフロー部を加圧する方法が採られている。オーバーフロー部は、キャビティと連通するオーバーフローゲート部と、オーバーフローゲート部の後流側に設けられた湯溜まり部と、湯溜まり部から溶湯を外部に排出可能な排出部と、を有する。排出部は、冷却される際に酸化した溶湯を湯溜まり部内に滞留させないことを目的として設けられる。従来、排出部は、オーバーフローゲート部における溶湯の流れ方向の延長線上、つまりオーバーフローゲート部の投影面上に設けられることが一般的であった。
【先行技術文献】
【特許文献】
【0004】
特開昭59-156560号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記のように排出部がゲート部の延長線上に設けられている場合、ゲート部から湯溜まり部に流入した溶湯が、湯溜まり部内に行き渡ることなく、直接的に排出部に向かって流れてしまう。このため、酸化した溶湯やガスが湯溜まり部内に滞留したままとなる。その結果、キャビティ内に酸化した溶湯やガスが逆流して製品の品質に影響を及ぼす虞があった。
【0006】
本開示は上記課題を解決するためになされたものであって、さらに高品質の製品を安定的に得ることが可能な金型を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本開示に係る金型は、分割面を介して当接することで、互いの間にキャビティを形成する一対の金型本体と、前記金型本体に設けられ、前記キャビティに対して第一方向から連通するオーバーフロー部と、前記オーバーフロー部内の溶湯を加圧する加圧部と、を備え、前記オーバーフロー部は、前記第一方向から前記キャビティに連通するオーバーフローゲート部と、該オーバーフローゲート部に連通するとともに相対的に大きな容積を有する湯溜まり部と、前記第一方向から見て、前記オーバーフローゲート部の投影面上とは異なる位置に設けられ、前記湯溜まり部内の溶湯を外部に排出可能な排出部と、を有する。
【0008】
本開示に係る金型は、分割面を介して当接することで、互いの間にキャビティを形成する一対の金型本体と、前記金型本体に設けられ、前記キャビティに対して第一方向から連通するオーバーフローゲート部を有するオーバーフロー部と、前記オーバーフロー部内の溶湯を加圧する加圧部と、前記金型本体に形成され、外部に連通する孔部に挿入されるとともに、前記オーバーフロー部内の溶湯を加熱可能な加熱部と、を備える。
【発明の効果】
【0009】
本開示によれば、さらに高品質の製品を安定的に得ることが可能な金型を提供することができる。
【図面の簡単な説明】
【0010】
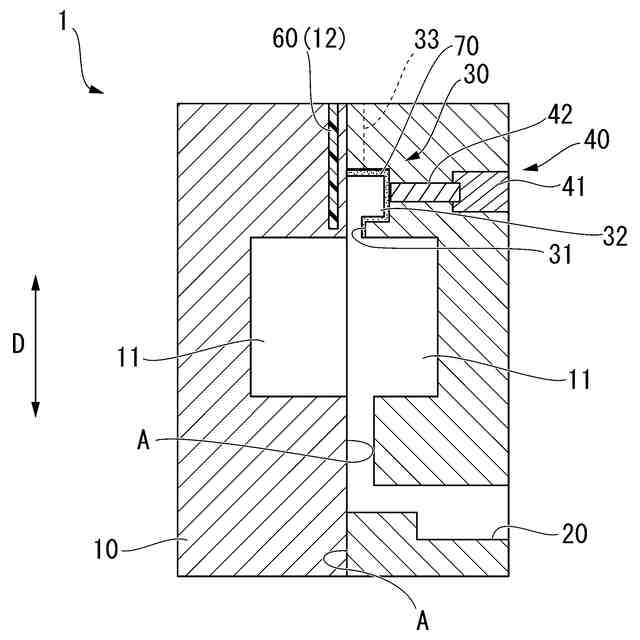
本開示の第一実施形態に係る金型の断面図である。
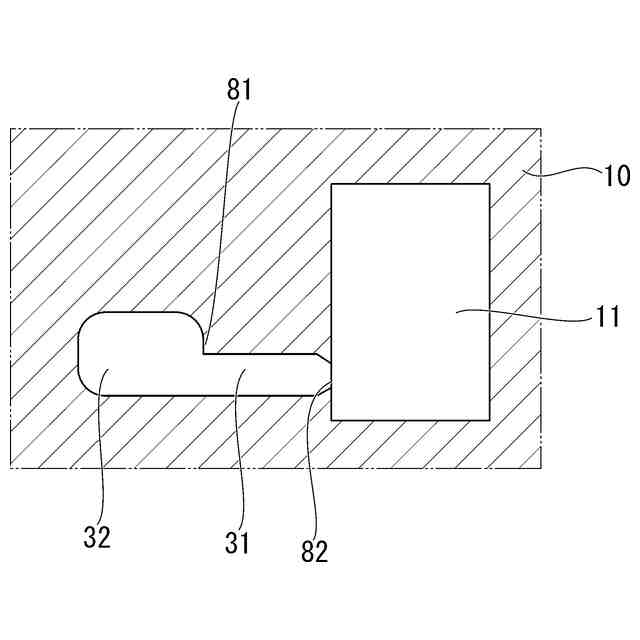
図1のII-II線における断面図であって、排出部の構成を示す図である。
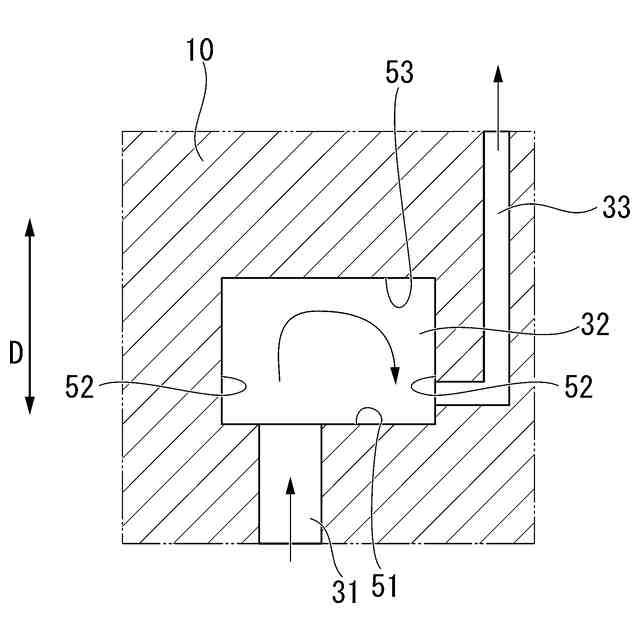
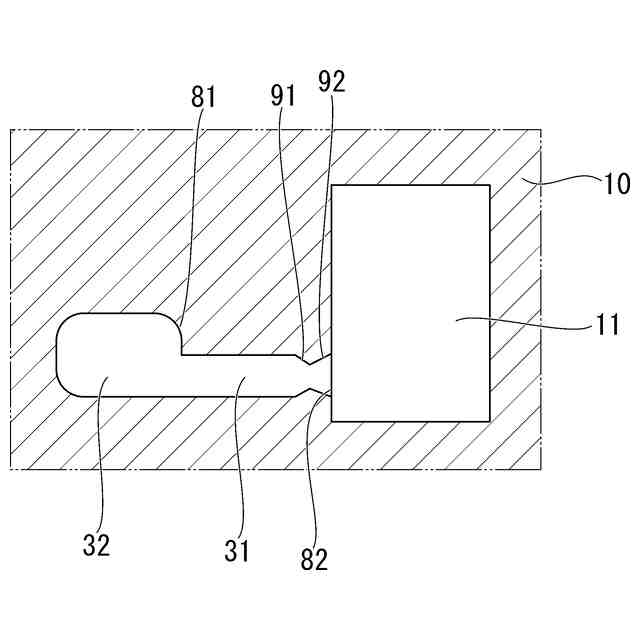
本開示の第一実施形態に係る排出部の変形例を示す図である。
本開示の第二実施形態に係る金型の断面図である。
本開示の各実施形態に共通するオーバーフロー部の第一変形例を示す模式図である。
本開示の各実施形態に共通するオーバーフロー部の第二変形例を示す模式図である。
本開示の各実施形態に共通するオーバーフロー部の第三変形例を示す模式図である。
本開示の各実施形態に共通するオーバーフロー部の第四変形例を示す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社松風
歯科用埋没材
3か月前
個人
鋼の連続鋳造鋳片の切断装置
3か月前
UBEマシナリー株式会社
成形機
1か月前
日本鋳造株式会社
鋳造方法
2か月前
マツダ株式会社
鋳造装置
2か月前
三菱電機株式会社
三次元造形装置
16日前
株式会社 寿原テクノス
金型装置
13日前
日本製鉄株式会社
棒状部材
3か月前
株式会社エスアールシー
インゴット
24日前
個人
透かし模様付き金属板の製造方法
9日前
トヨタ自動車株式会社
金型温度調整装置
24日前
株式会社浅沼技研
半溶融金属の成形方法
25日前
東洋機械金属株式会社
ダイカストマシン
1か月前
株式会社プロテリアル
ブロック継手の製造方法
4か月前
株式会社クボタ
弁箱用の消失模型
1か月前
東洋機械金属株式会社
ダイカストマシン
13日前
トヨタ自動車株式会社
鋳造製品の製造方法
4か月前
新東工業株式会社
粉末除去装置
25日前
ポーライト株式会社
焼結部品の製造方法
2日前
新東工業株式会社
測定装置
1か月前
トヨタ自動車株式会社
異種金属部材の接合方法
1か月前
旭化成株式会社
焼結体の製造方法
3か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
1か月前
キヤノン株式会社
樹脂微粒子の製造方法
1か月前
株式会社昭工舎
焼結体の製造方法
3か月前
山陽特殊製鋼株式会社
取鍋
13日前
福田金属箔粉工業株式会社
粉末冶金用粉末
3か月前
日本製鉄株式会社
鋼の連続鋳造方法
3か月前
株式会社荏原製作所
造形ノズル
3か月前
株式会社荏原製作所
造形ノズル
16日前
東京窯業株式会社
上ノズル上プレート一体物
16日前
黒崎播磨株式会社
浸漬ノズル
17日前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
2か月前
株式会社リコー
立体造形方法及び立体造形装置
4か月前
株式会社アイシン
金型
3か月前
新東工業株式会社
鋳造品の管理システム
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































