TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024114044
公報種別
公開特許公報(A)
公開日
2024-08-23
出願番号
2023019413
出願日
2023-02-10
発明の名称
粉末材料
出願人
三菱マテリアル株式会社
代理人
個人
主分類
B22F
1/17 20220101AFI20240816BHJP(鋳造;粉末冶金)
要約
【課題】三次元積層造形体において、巣の発生を抑制した粉末造形法、特に、バインダジェット法に用いる粉末(粒子状粉末)を提供する。
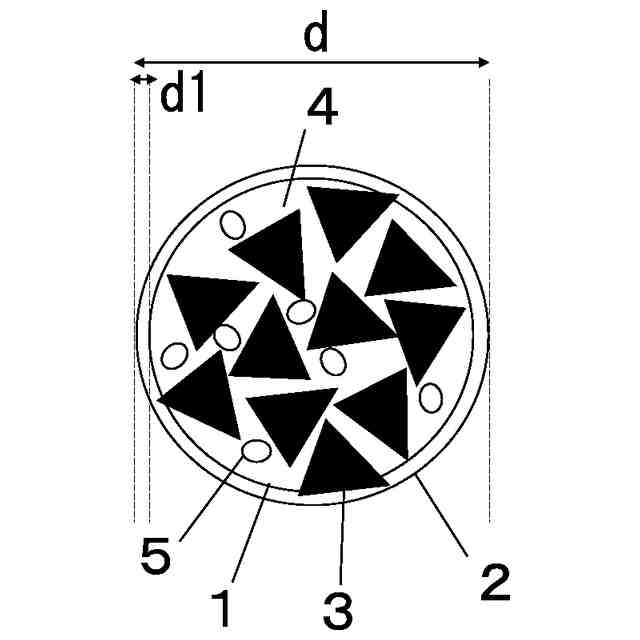
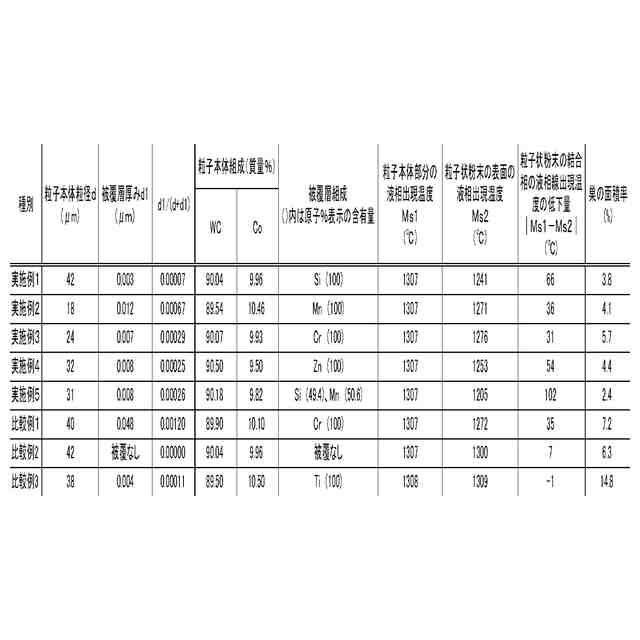
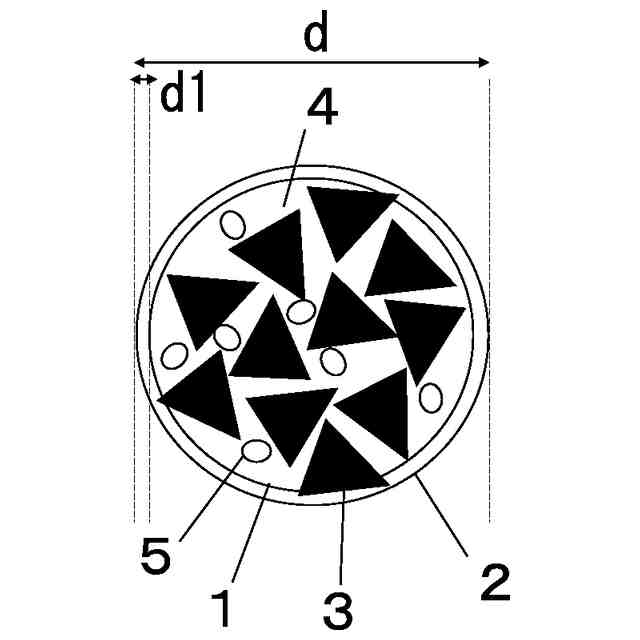
【解決手段】WCを主成分として含む硬質相と結合相を含む粒子本体と、該粒子本体を被覆する被覆層を有し、
前記被覆層は、前記結合相の液相出現温度を10℃を超えて低下させ、
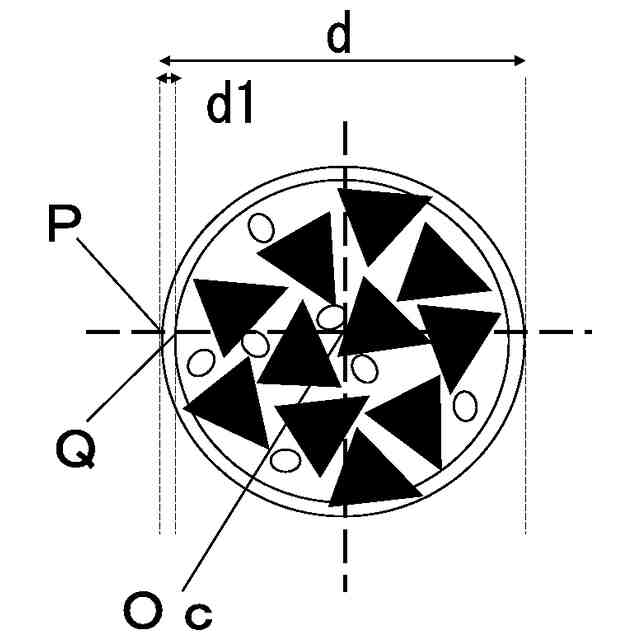
前記被覆層の平均厚さをd1、前記粒子本体の一次平均粒径をdとするとき、0.0000≦d1/d≦0.00080である
ことを特徴とする粉末造形法に用いる粉末粒子。
【選択図】図1
特許請求の範囲
【請求項1】
WCを主成分として含む硬質相と結合相を含む粒子本体と、該粒子本体を被覆する被覆層を有し、
前記被覆層は、前記結合相の液相出現温度を10℃を超えて低下させ、
前記被覆層の平均厚さをd1、前記粒子本体の一次平均粒径をdとするとき、0.00005≦d1/d≦0.00080である
ことを特徴とする粉末造形法に用いる粉末粒子。
続きを表示(約 150 文字)
【請求項2】
前記被覆層には、Cr、Si、Mn、Znから選択される一種以上を含むことを特徴とする請求項1に記載の粉末造形法に用いる粉末粒子。
【請求項3】
前記液相出現温度の低下量が30~130℃であることを特徴とする請求項1または2に記載の粉末造形法に用いる粉末粒子。
発明の詳細な説明
【技術分野】
【0001】
本発明は、粉末積層造形法の一種であるバインダジェット法に用いる粉末材料に関するものである。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
粉末積層造形法は粉末を用いて三次元物体を製造する方法であって、製造する三次元物体の断面に対応する形状の薄い層(粉末床)の粉末を焼結または接合することを繰り返して、目標とする三次元物体を製造するものである。
【0003】
この粉末積層造形法では、粉末床へレーザ等の熱源となるビームを照射し粉末を焼結させる方法と、粉末床へバインダ(結合材)を噴射してこのバインダを固めるバインダジェット法等がある。
そして、粉末積層造形法に使用される粉末材料の性能向上のために種々の提案がなされている。
【0004】
例えば、特許文献1には、一次粒子が間隙をもって三次元的に結合されてなる二次粒子の形態を有している粒子から粉末材料が構成されており、前記二次粒子が前記一次粒子を球形に造粒し焼結した造粒焼結粒子であるものが記載され、前記粉末材料は流動性に優れるとされている。
【0005】
また、例えば、特許文献2には、その表面における金属結合剤の濃度が内部よりも少なくとも25%高い粉末材料が記載されており、該粉末材料を用いると高い密度の焼結体を得るとされている。
【先行技術文献】
【特許文献】
【0006】
特開2017-214658号公報
米国特許出願公開第2019/0185972号明細書
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、前記事情や前記提案を鑑みてなされたものであって、三次元積層造形体において、巣の発生を抑制した粉末造形法、特に、バインダジェット法に用いる粉末(粒子状粉末)を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の実施形態に係る粉末造形法に用いる粒子状粉末は、
WCを主成分として含む硬質相と結合相を含む粒子本体と、該粒子本体を被覆する被覆層を有し、
前記被覆層は、前記結合相の液相出現温度を10℃を超えて低下させ、
前記被覆層の平均厚さをd1、前記粒子本体の一次平均粒径をdとするとき、0.00005≦d1/d≦0.00080である。
【0009】
本発明の実施形態の係る粉末材料は次の(1)、(2)の事項を1以上満足してもよい。
(1)前記被覆層には、Cr、Si、Mn、Znから選択される一種以上を含むこと。
(2)前記液相出現温度の低下量が30~130℃であること。
【発明の効果】
【0010】
前記によれば、従来の焼結温度よりも低温で焼結をしても緻密な焼結体を得ることができ、高温の焼結により生じやすい焼結体の変形も抑制され、設計どおりの形状の積層造形物を作ることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
2か月前
株式会社松風
歯科用埋没材
1か月前
個人
鋼の連続鋳造鋳片の切断装置
1か月前
芝浦機械株式会社
成形装置
5か月前
日本鋳造株式会社
鋳造方法
16日前
マツダ株式会社
鋳造装置
2日前
日本製鉄株式会社
棒状部材
1か月前
三菱マテリアル株式会社
粉末材料
3か月前
日本製鉄株式会社
モールドパウダー
2か月前
トヨタ自動車株式会社
溶湯供給装置
4か月前
株式会社シマノ
射出成形装置
4か月前
トヨタ自動車株式会社
ダイカスト金型
5か月前
ノリタケ株式会社
ニッケル粉末
2か月前
芝浦機械株式会社
成形機
2か月前
大同特殊鋼株式会社
金属粉末材料の製造方法
6か月前
株式会社プロテリアル
ブロック継手の製造方法
1か月前
株式会社日本高熱工業社
離型剤塗布装置
5か月前
オークマ株式会社
ワークの加工方法
3か月前
JX金属株式会社
銅粉
5か月前
本田技研工業株式会社
金型装置
3か月前
トヨタ自動車株式会社
鋳造製品の製造方法
1か月前
東洋電化工業株式会社
溶湯用送線装置
4か月前
株式会社瓢屋
押湯空間形成部材
3か月前
旭化成株式会社
焼結体の製造方法
1か月前
株式会社昭工舎
焼結体の製造方法
1か月前
株式会社リコー
焼結体の製造方法
1か月前
株式会社エフ・シー・シー
ダイカスト金型
3か月前
福田金属箔粉工業株式会社
粉末冶金用粉末
1か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
2か月前
ノリタケ株式会社
粉体材料およびその利用
3か月前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
18日前
日本製鉄株式会社
連続鋳造装置
2か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
株式会社荏原製作所
造形ノズル
1か月前
日本製鉄株式会社
連続鋳造装置
2か月前
三菱重工業株式会社
金型
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ