TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024110267
公報種別
公開特許公報(A)
公開日
2024-08-15
出願番号
2023014765
出願日
2023-02-02
発明の名称
ダイカスト金型
出願人
株式会社エフ・シー・シー
代理人
個人
,
個人
主分類
B22D
17/22 20060101AFI20240807BHJP(鋳造;粉末冶金)
要約
【課題】ガス抜き用の専用部品を用いることなく複数の放熱用のピンを有する成形品を容易に成形すること。
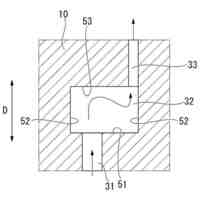
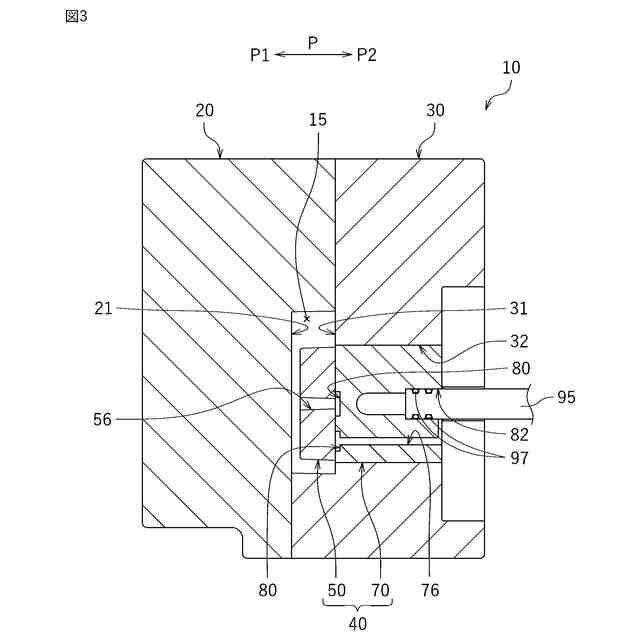
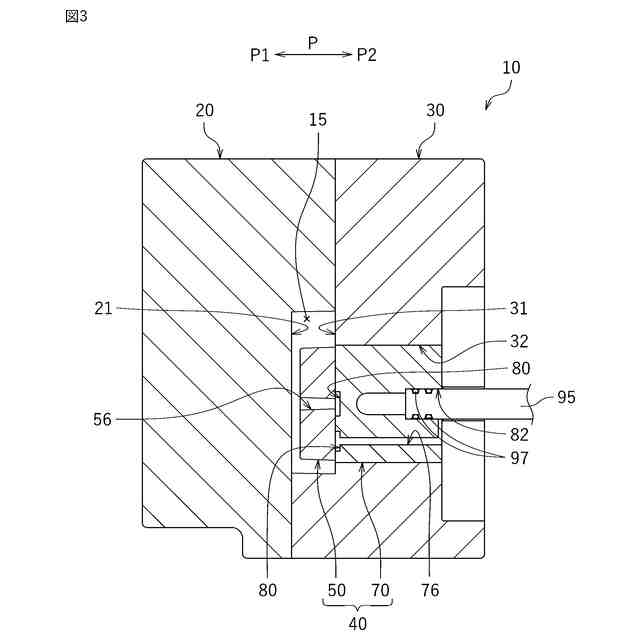
【解決手段】ダイカスト金型10は、固定型20側に位置する第1入れ子50と、第1入れ子50に着脱可能に設けられ、かつ、可動型30側に位置する第2入れ子70と、を有し、第1入れ子50は、溶融した金属材料が充填されることによって複数の放熱用のピン105を成形する第1貫通孔56を有し、第2入れ子70は、成形空間15内の気体を排出する第2貫通孔76を有し、第1対向面53または第2対向面73には、第1入れ子50に第2入れ子70が取り付けられたときに第1貫通孔56および第2貫通孔76と連通し、かつ、溶融した金属材料が通過不能かつ気体が通過可能な凹溝80が形成され、型移動方向Pから見て、複数の第1貫通孔56は、複数の第2貫通孔76の少なくとも一部とは重ならない。
【選択図】図3
特許請求の範囲
【請求項1】
複数の放熱用のピンを有する成形品を成形するダイカスト金型であって、
固定型と、
前記固定型に接近または離隔可能な可動型と、
複数の前記放熱用のピンを成形する入れ子と、
前記固定型および前記可動型および前記入れ子によって区画され、溶融した金属材料が充填される成形空間と、を備え、
前記可動型が前記固定型に対して移動する方向を型移動方向としたとき、
前記入れ子は、
前記型移動方向に関して前記固定型側に位置する第1入れ子と、
前記第1入れ子に着脱可能に設けられ、かつ、前記型移動方向に関して前記可動型側に位置する第2入れ子と、を有し、
前記第1入れ子は、
前記第2入れ子に対向する第1対向面を有する第1本体部と、
前記型移動方向に延び、かつ、前記第1本体部に貫通形成され、かつ、前記溶融した金属材料が充填されることによって複数の前記放熱用のピンをそれぞれ成形する複数の第1貫通孔と、を有し、
前記第2入れ子は、
前記第1対向面に対向する第2対向面を有する第2本体部と、
前記型移動方向に延び、かつ、前記第2本体部に貫通形成され、かつ、前記成形空間内の気体を排出する複数の第2貫通孔と、を有し、
前記第1対向面または前記第2対向面には、前記第1入れ子に前記第2入れ子が取り付けられたときに前記第1貫通孔および前記第2貫通孔と連通し、かつ、前記溶融した金属材料が通過不能かつ気体が通過可能な凹溝が形成され、
前記型移動方向から見て、複数の前記第1貫通孔は、複数の前記第2貫通孔の少なくとも一部とは重ならない、ダイカスト金型。
続きを表示(約 540 文字)
【請求項2】
前記型移動方向から見て、複数の前記第1貫通孔と複数の前記第2貫通孔とは重ならない、請求項1に記載のダイカスト金型。
【請求項3】
1つの前記凹溝において、前記凹溝に連通する前記第2貫通孔の数は、前記凹溝に連通する前記第1貫通孔の数よりも少ない、請求項1または2に記載のダイカスト金型。
【請求項4】
前記凹溝は、前記第2対向面に形成されている、請求項1または2に記載のダイカスト金型。
【請求項5】
前記第2本体部は、
前記型移動方向に関して前記第2対向面の反対側に位置する裏面と、
前記裏面から前記第2対向面に向けて凹み、かつ、冷却用の水が流通するパイプが挿入される挿入孔と、
前記裏面に形成され、かつ、前記第2貫通孔と前記挿入孔とを接続する接続溝と、を備えている、請求項1または2に記載のダイカスト金型。
【請求項6】
1つの前記挿入孔には、少なくとも1つの前記接続溝を介して複数の前記第2貫通孔が接続されている、請求項5に記載のダイカスト金型。
【請求項7】
前記挿入孔の内径は、前記第2貫通孔の内径よりも大きい、請求項6に記載のダイカスト金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイカスト金型に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
従来から複数の放熱ピンを有する放熱板が種々の分野で用いられている。放熱板は、例えば、ダイカスト金型を用いて成形される。例えば、特許文献1には、入れ子金型を有する可動金型と、固定金型と、を備えたダイカスト成形金型が開示されている。特許文献1では、放熱板用キャビティの複数の放熱ピン部に、アルミニウム系材料の溶湯は通過しないが、ガスを通過させる多孔質部材がそれぞれ配置されている。これにより、各放熱ピン部の先端部まで溶湯を容易に流入させることができ、放熱板を製造することができる。
【先行技術文献】
【特許文献】
【0003】
特許第3306376号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上述のように特許文献1に記載の技術では、放熱ピンを成形するためにガス抜き用の専用部品である多孔質部材が必要である。さらに、1つの放熱ピンを成形するために1つ多孔質部材が必要となるため、放熱板が備える放熱ピンの数が多くなるほど、放熱ピンを成形するために必要な多孔質部材の数も多くなり、放熱板を製造するコストが増大する虞がある。
【0005】
本発明はかかる点に鑑みてなされたものであり、その目的は、ガス抜き用の専用部品を用いることなく複数の放熱用のピンを有する成形品を容易に成形することができるダイカスト金型を提供することである。
【課題を解決するための手段】
【0006】
本発明に係るダイカスト金型は、複数の放熱用のピンを有する成形品を成形するダイカスト金型であって、固定型と、前記固定型に接近または離隔可能な可動型と、複数の前記放熱用のピンを成形する入れ子と、前記固定型および前記可動型および前記入れ子によって区画され、溶融した金属材料が充填される成形空間と、を備え、前記可動型が前記固定型に対して移動する方向を型移動方向としたとき、前記入れ子は、前記型移動方向に関して前記固定型側に位置する第1入れ子と、前記第1入れ子に着脱可能に設けられ、かつ、前記型移動方向に関して前記可動型側に位置する第2入れ子と、を有し、前記第1入れ子は、前記第2入れ子に対向する第1対向面を有する第1本体部と、前記型移動方向に延び、かつ、前記第1本体部に貫通形成され、かつ、前記溶融した金属材料が充填されることによって複数の前記放熱用のピンをそれぞれ成形する複数の第1貫通孔と、を有し、前記第2入れ子は、前記第1対向面に対向する第2対向面を有する第2本体部と、前記型移動方向に延び、かつ、前記第2本体部に貫通形成され、かつ、前記成形空間内の気体を排出する複数の第2貫通孔と、を有し、前記第1対向面または前記第2対向面には、前記第1入れ子に前記第2入れ子が取り付けられたときに前記第1貫通孔および前記第2貫通孔と連通し、かつ、前記溶融した金属材料が通過不能かつ気体が通過可能な凹溝が形成され、前記型移動方向から見て、複数の前記第1貫通孔は、複数の前記第2貫通孔の少なくとも一部とは重ならない。
【0007】
本発明に係るダイカスト金型によると、第1対向面または第2対向面には、第1入れ子に第2入れ子が取り付けられたときに第1貫通孔および第2貫通孔と連通する凹溝が形成されている。ここで、凹溝は、溶融した金属材料が通過不能かつ気体が通過可能に構成され、かつ、型移動方向から見て、複数の第1貫通孔は複数の第2貫通孔の少なくとも一部とは重ならないため、第1貫通孔と第2貫通孔とが重ならない部分では、第1貫通孔に溶融した金属材料が充填されても、溶融した金属材料は第2貫通孔には流れない。さらに、成形空間内の気体は、第1貫通孔および凹溝を通過して第2貫通孔に流れるため、溶融した金属材料を第1貫通孔に充填したときには、凹溝を介して第1貫通孔内の気体を第2貫通孔に流すことができる。これにより、第1貫通孔の先端まで溶融した金属材料を充填することができる。このように、第1貫通孔と第2貫通孔とが重ならない部分では第1貫通孔にガス抜き用の専用部品である多孔質部材を設けなくても、放熱用のピンを有する成形品を容易に成形することができる。
【発明の効果】
【0008】
本発明によれば、ガス抜き用の専用部品を用いることなく複数の放熱用のピンを有する成形品を容易に成形することができるダイカスト金型を提供することができる。
【図面の簡単な説明】
【0009】
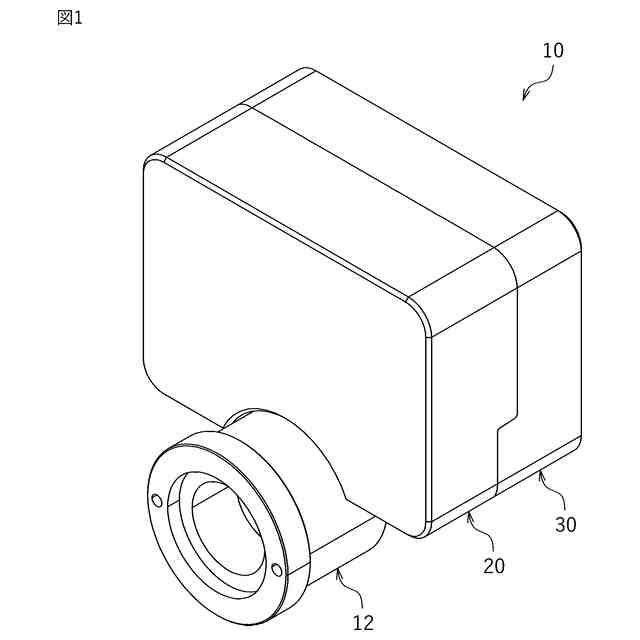
図1は、一実施形態に係るダイカスト金型の斜視図である。
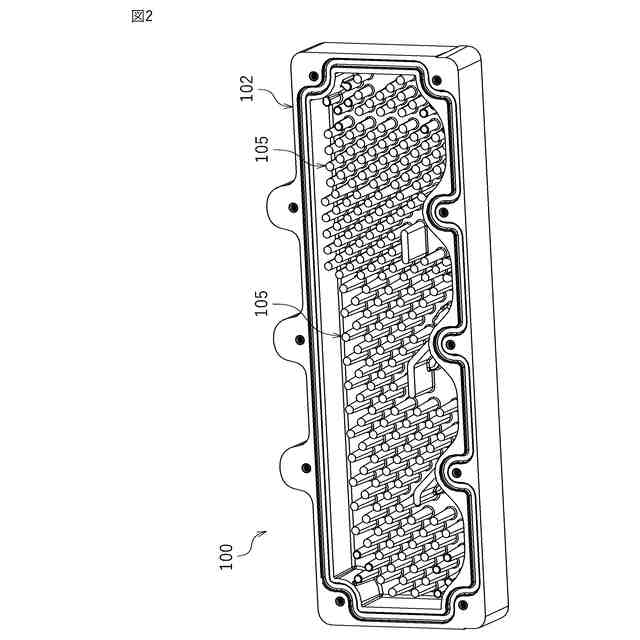
図2は、一実施形態に係るダイカスト金型によって成形された成形品の斜視図である。
図3は、一実施形態に係るダイカスト金型の一部の断面図である。
図4は、一実施形態に係る入れ子の斜視図である。
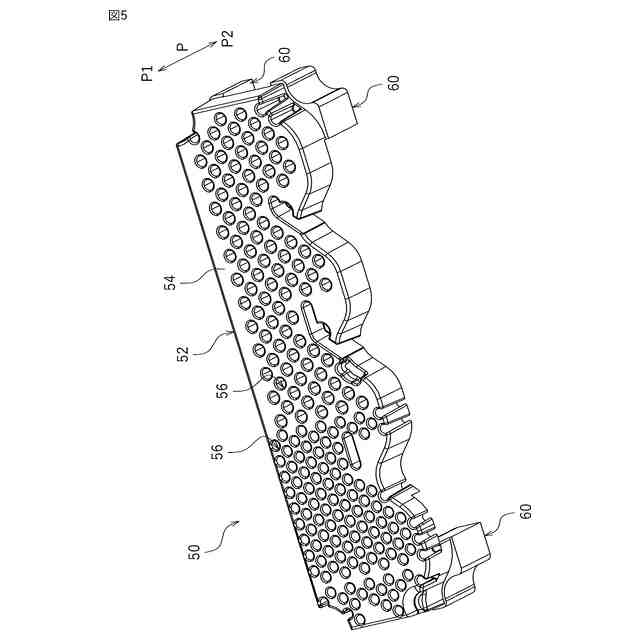
図5は、一実施形態に係る第1入れ子の斜視図である。
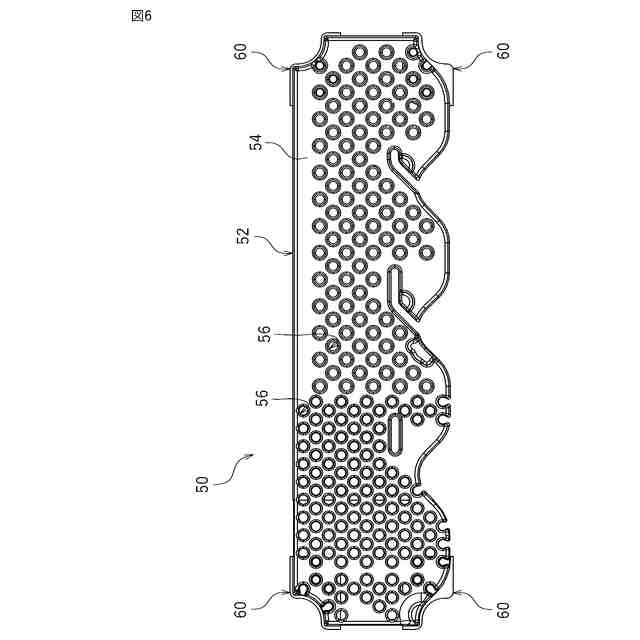
図6は、一実施形態に係る第1入れ子の平面図である。
図7は、一実施形態に係る第1入れ子の斜視図である。
図8は、一実施形態に係る第1入れ子の底面図である。
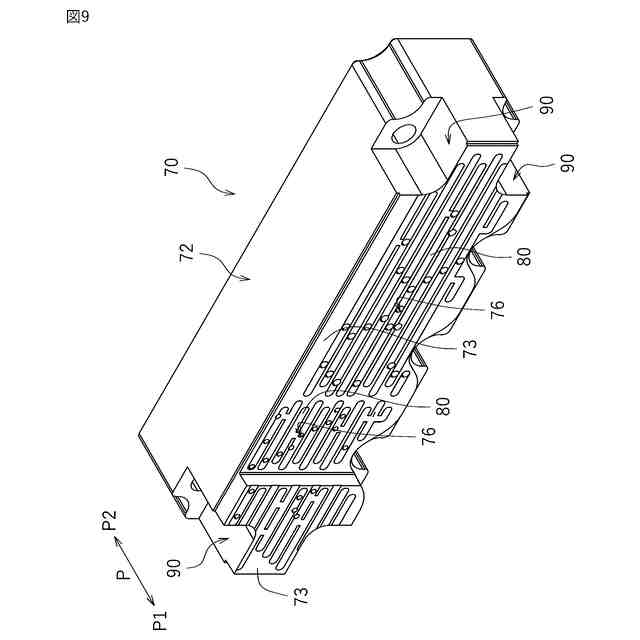
図9は、一実施形態に係る第2入れ子の斜視図である。
図10は、一実施形態に係る第2入れ子の平面図である。
図11は、一実施形態に係る第2入れ子の斜視図である。
図12は、一実施形態に係る第2入れ子の底面図である。
図13は、一実施形態に係る第2入れ子の平面図であり、第1貫通孔と第2貫通孔と凹溝との位置関係を示した平面図である。
【発明を実施するための形態】
【0010】
以下、図面を参照しながら、本発明に係るダイカスト金型の実施形態について説明する。なお、ここで説明される実施形態は、当然ながら特に本発明を限定することを意図したものではない。また、同じ作用を奏する部材・部位には同じ符号を付し、重複する説明は適宜省略または簡略化する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
2か月前
株式会社松風
歯科用埋没材
1か月前
日本鋳造株式会社
鋳造方法
16日前
個人
鋼の連続鋳造鋳片の切断装置
1か月前
マツダ株式会社
鋳造装置
2日前
日本製鉄株式会社
棒状部材
1か月前
三菱マテリアル株式会社
粉末材料
3か月前
日本製鉄株式会社
モールドパウダー
2か月前
ノリタケ株式会社
ニッケル粉末
2か月前
芝浦機械株式会社
成形機
2か月前
株式会社プロテリアル
ブロック継手の製造方法
1か月前
本田技研工業株式会社
金型装置
3か月前
トヨタ自動車株式会社
鋳造製品の製造方法
1か月前
オークマ株式会社
ワークの加工方法
3か月前
株式会社瓢屋
押湯空間形成部材
3か月前
旭化成株式会社
焼結体の製造方法
1か月前
株式会社リコー
焼結体の製造方法
1か月前
株式会社昭工舎
焼結体の製造方法
1か月前
株式会社エフ・シー・シー
ダイカスト金型
3か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
2か月前
ノリタケ株式会社
粉体材料およびその利用
3か月前
福田金属箔粉工業株式会社
粉末冶金用粉末
1か月前
三菱重工業株式会社
金型
2か月前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
18日前
株式会社荏原製作所
造形ノズル
1か月前
日本製鉄株式会社
連続鋳造装置
2か月前
日鉄エンジニアリング株式会社
酸素開孔装置
3か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
連続鋳造装置
2か月前
日本製鉄株式会社
連続鋳造用浸漬ノズル
2か月前
株式会社アイシン
金型
1か月前
大陽日酸株式会社
転写型シート状接合材
4か月前
株式会社神戸製鋼所
スラブの製造方法
2か月前
新東工業株式会社
鋳造品の管理システム
1か月前
JFEミネラル株式会社
金属超微粉の洗浄方法
1か月前
株式会社リコー
立体造形方法及び立体造形装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ