TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024106916
公報種別
公開特許公報(A)
公開日
2024-08-08
出願番号
2023011419
出願日
2023-01-27
発明の名称
押湯空間形成部材
出願人
株式会社瓢屋
代理人
個人
,
個人
,
個人
主分類
B22C
9/08 20060101AFI20240801BHJP(鋳造;粉末冶金)
要約
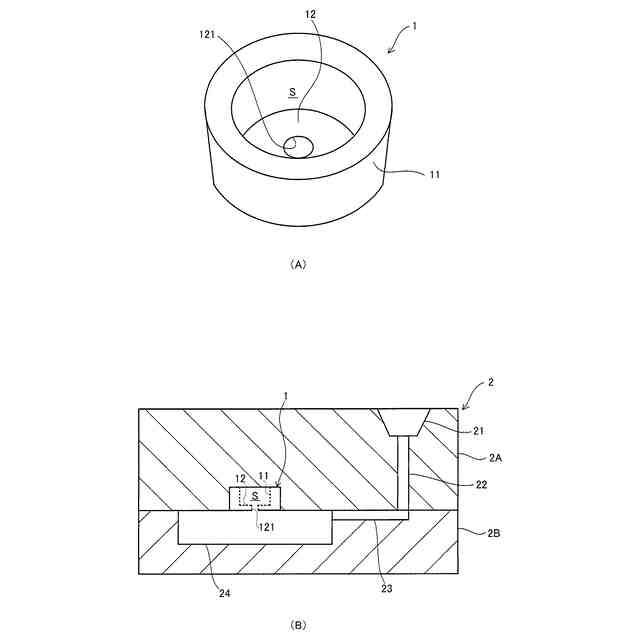
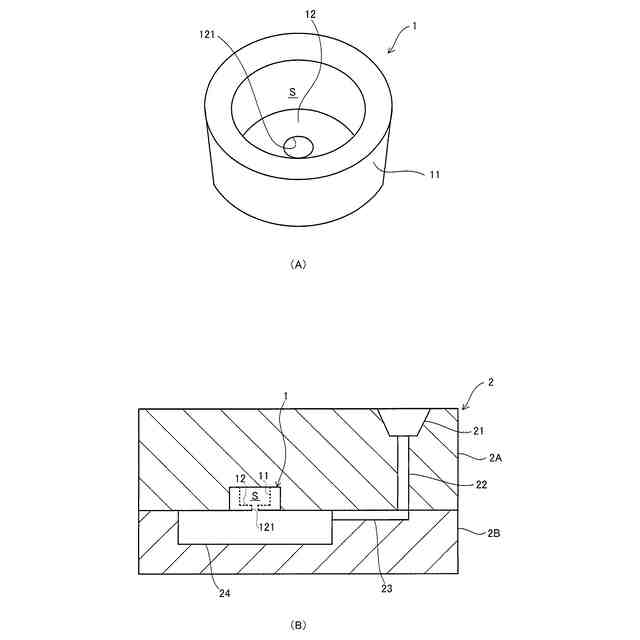
【課題】溶湯が充填される押湯空間を、砂型に設けられた収容空間に収容された収容状態において形成する押湯空間形成部材に関し、製造が容易でありながらも保温性に優れる。
【解決手段】溶湯が充填される押湯空間Sを、砂型に設けられた収容空間に収容された収容状態において形成する押湯空間形成部材であって、鋳物砂と軽量骨材を含む混合物によって成型されたものであり、鋳物砂と軽量骨材の合計100体積%に対して、軽量骨材を20体積%以上50体積%以下含むことを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
溶湯が充填される押湯空間を、砂型に設けられた収容空間に収容された収容状態において形成する押湯空間形成部材であって、
鋳物砂と軽量骨材を含む混合物によって成型されたものであり、
前記鋳物砂と前記軽量骨材の合計100体積%に対して、該軽量骨材を20体積%以上50体積%以下含むことを特徴とする押湯空間形成部材。
続きを表示(約 290 文字)
【請求項2】
前記軽量骨材が、SiO
2
を主成分としたものであることを特徴とする請求項1記載の押湯空間形成部材。
【請求項3】
前記軽量骨材が、発泡パーライト、珪藻土およびシリカヒュームの中から選択された一つであることを特徴とする請求項1又は2記載の押湯空間形成部材。
【請求項4】
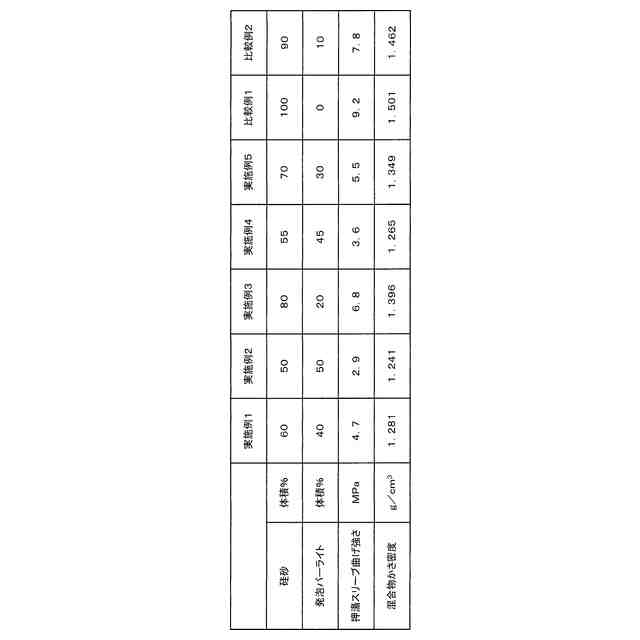
前記混合物は、かさ密度が1.4g/cm
3
以下のものであることを特徴とする請求項1又は2記載の押湯空間形成部材。
【請求項5】
曲げ強さが3MPa以上であることを特徴とする請求項4記載の押湯空間形成部材。
発明の詳細な説明
【技術分野】
【0001】
溶湯が充填される押湯空間を、砂型に設けられた収容空間に収容された収容状態において形成する押湯空間形成部材に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
鋳造における押湯は、砂型に鋳込まれた溶湯の凝固収縮に対し溶湯を補給するという効果(押湯効果)を有し、引け巣等の鋳造欠陥を抑制する上で欠かせないものである。押湯は鋳造後に除去されるものである一方、全鋳込み量の30%程度を占める場合もあり、押湯量が鋳造歩留り(製品部重量/全鋳込み重量)に大きく影響する。このため、押湯量を減らすことが、鋳造歩留りを向上させる効率的な手段の一つになる。
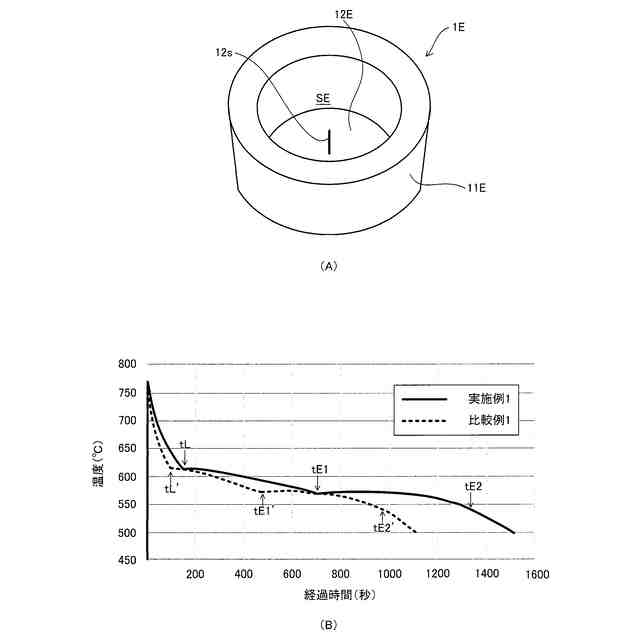
【0003】
押湯効果は、押湯空間に充填された押湯が凝固するまで発揮され、押湯が凝固するまでの時間(凝固時間)が短くなると押湯効果が不十分になってしまう場合がある。これを防ぐために、押湯量を増やして押湯の凝固時間を長くすることが一般的に行われているが、押湯量が増える分、鋳造歩留りが悪化してしまう。ここで、押湯量を減らしても凝固時間が短くならないように押湯の保温性を向上することができれば、その分、押湯量を減らし、鋳造歩留りを向上することが可能になる。
【0004】
そこで、本願出願人は、押湯形成空間を形成する内壁部を外側から覆う外壁部を備え、内壁部と外壁部の間に空気層を設けた二重壁構造の空気断熱押湯スリーブを提案している(特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
特開2016-159339号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1で提案した空気断熱押湯スリーブは、押湯の保温性を十分向上させることができるが、二重壁構造であるために、製造に手間がかかってしまう。
【0007】
本発明は上記事情に鑑み、製造が容易でありながらも保温性に優れた押湯空間形成部材を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を解決する本発明の押湯空間形成部材は、
溶湯が充填される押湯空間を、砂型に設けられた収容空間に収容された収容状態において形成する押湯空間形成部材であって、
鋳物砂と軽量骨材を含む混合物によって成型されたものであり、
前記鋳物砂と前記軽量骨材の合計100体積%に対して、該軽量骨材を20体積%以上50体積%以下含むことを特徴とする。
【0009】
本発明の押湯空間形成部材によれば、材料を工夫し、前記軽量骨材が有する空気層で保温性を確保する。前記軽量骨材が20体積%未満であると、空気層不足になり、良好な保温性が得られない。一方、前記軽量骨材が50体積%を超えると、押湯空間形成部材自体が強度不足になり割れ等が生じやすくなってしまう。本発明の押湯空間形成部材は、公知の通常のシェル中子成型方法で製造することができ、製造が容易でありながらも保温性に優れている。
【0010】
なお、前記鋳物砂は、硅砂であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
5か月前
株式会社松風
歯科用埋没材
4か月前
UBEマシナリー株式会社
成形機
2か月前
個人
鋼の連続鋳造鋳片の切断装置
3か月前
日本鋳造株式会社
鋳造方法
3か月前
マツダ株式会社
鋳造装置
3か月前
三菱電機株式会社
三次元造形装置
1か月前
株式会社 寿原テクノス
金型装置
1か月前
日本製鉄株式会社
棒状部材
4か月前
日本製鉄株式会社
モールドパウダー
5か月前
株式会社エスアールシー
インゴット
1か月前
芝浦機械株式会社
成形機
6日前
芝浦機械株式会社
成形機
6日前
ノリタケ株式会社
ニッケル粉末
5か月前
個人
透かし模様付き金属板の製造方法
27日前
芝浦機械株式会社
成形機
5か月前
東洋機械金属株式会社
ダイカストマシン
1か月前
トヨタ自動車株式会社
金型温度調整装置
1か月前
東洋機械金属株式会社
ダイカストマシン
1か月前
株式会社浅沼技研
半溶融金属の成形方法
1か月前
株式会社プロテリアル
ブロック継手の製造方法
4か月前
株式会社クボタ
弁箱用の消失模型
2か月前
トヨタ自動車株式会社
鋳造製品の製造方法
4か月前
新東工業株式会社
粉末除去装置
1か月前
新東工業株式会社
測定装置
2か月前
旭化成株式会社
焼結体の製造方法
4か月前
デザインパーツ株式会社
冷却装置及び冷却方法
3日前
株式会社昭工舎
焼結体の製造方法
3か月前
ポーライト株式会社
焼結部品の製造方法
20日前
芝浦機械株式会社
サージ圧吸収装置及び成形機
2か月前
トヨタ自動車株式会社
異種金属部材の接合方法
2か月前
キヤノン株式会社
樹脂微粒子の製造方法
2か月前
株式会社リコー
焼結体の製造方法
4か月前
山陽特殊製鋼株式会社
取鍋
1か月前
福田金属箔粉工業株式会社
粉末冶金用粉末
4か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































