TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024076270
公報種別
公開特許公報(A)
公開日
2024-06-05
出願番号
2022187771
出願日
2022-11-24
発明の名称
鋳造方法
出願人
山陽特殊製鋼株式会社
代理人
弁理士法人有古特許事務所
主分類
B22D
27/06 20060101AFI20240529BHJP(鋳造;粉末冶金)
要約
【課題】被覆剤の巻き込みを低減し鋼塊の品質の向上に寄与する鋳造方法の提供。
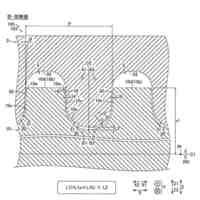
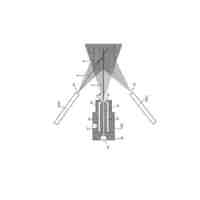
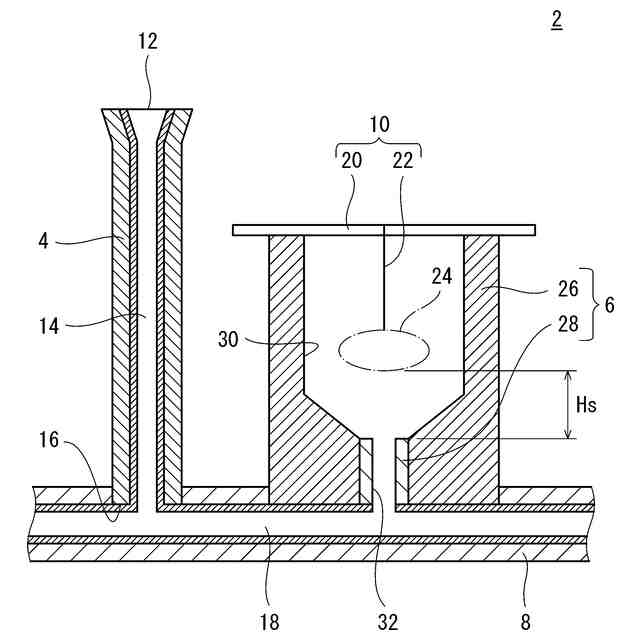
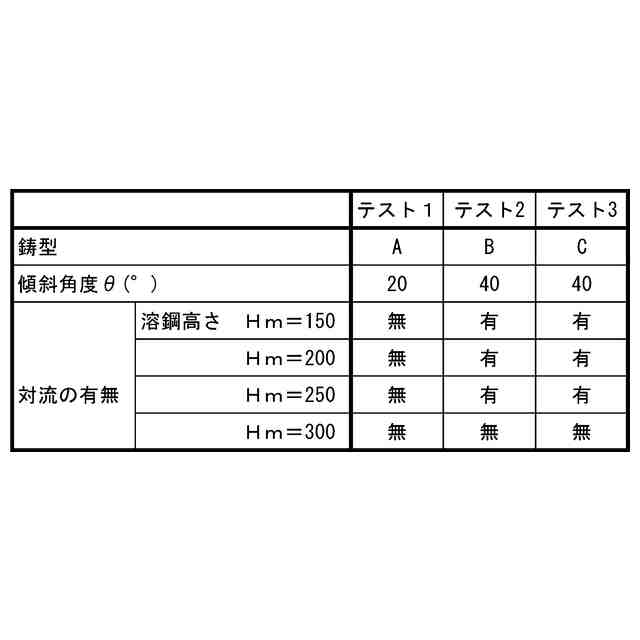
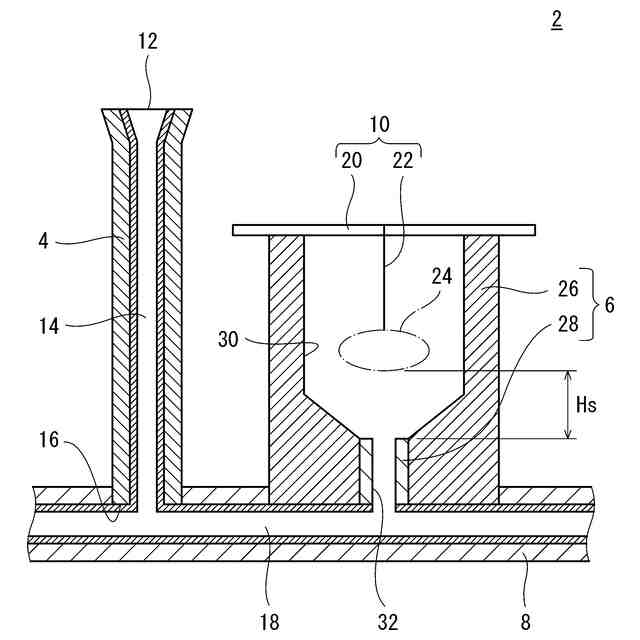
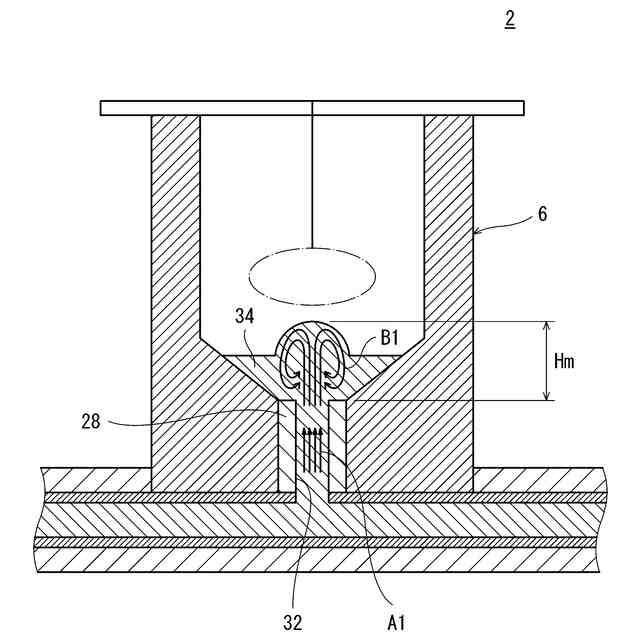
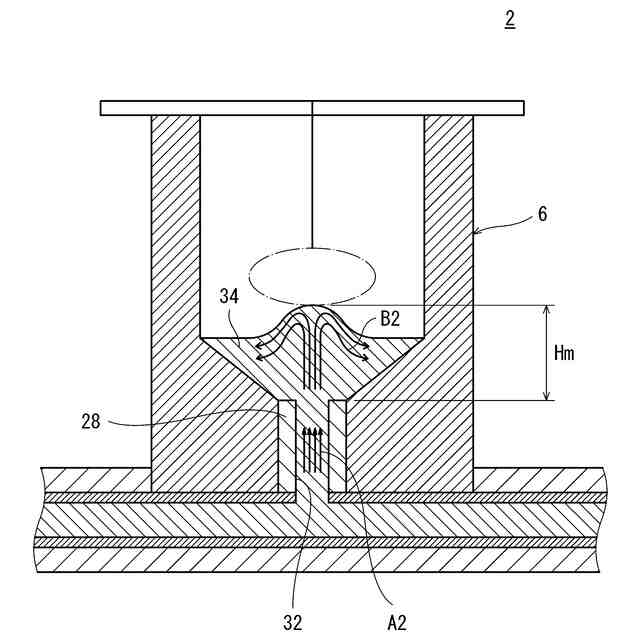
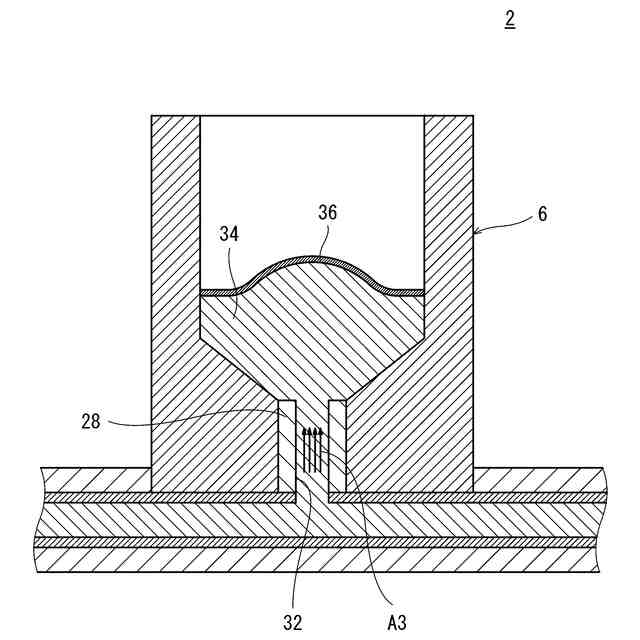
【解決手段】この鋳造方法は、鋳型6の底28に形成された湯口32から鋳型6に溶鋼を注入し鋼塊を得る鋳造方法である。この鋳造方法では、鋳型6内における溶鋼の対流と溶鋼の高さとの相関関係を求める。この相関関係に基づいて鋳型6内における被覆剤の配置高さHsを決定する。配置高さHsに被覆剤を配置する。湯口32から溶鋼を注入し、溶鋼の浴面を被覆剤で覆う。好ましくは、この鋳造方法では、相関関係をコンピュータシミュレーションで求める。好ましくは、コンピュータシミュレーションの条件に鋳型6のキャビティ形状を含む。
【選択図】図1
特許請求の範囲
【請求項1】
鋳型の底に形成された湯口から前記鋳型に溶鋼を注入し鋼塊を得る鋳造方法であって、
前記鋳型内における前記溶鋼の対流と前記溶鋼の高さとの相関関係を求め、
前記相関関係に基づいて前記鋳型内における被覆剤の配置高さを決定し、
前記配置高さに被覆剤を配置し、
前記湯口から前記溶鋼を注入し、前記溶鋼の浴面を前記被覆剤で覆う、鋳造方法。
続きを表示(約 340 文字)
【請求項2】
前記相関関係をコンピュータシミュレーションで求める、請求項1に記載の鋳造方法。
【請求項3】
前記コンピュータシミュレーションの条件に前記鋳型のキャビティ形状を含む、請求項2に記載の鋳造方法。
【請求項4】
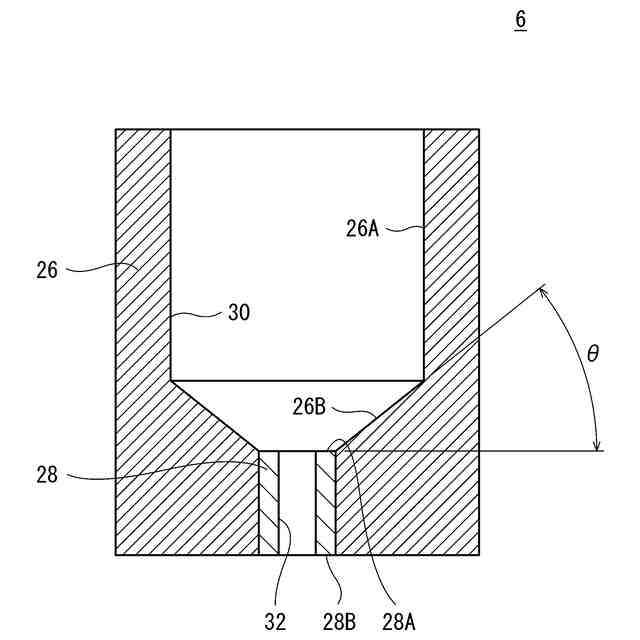
前記鋳型が前記底に向かって先細りな内壁面を有し、
水平方向に対して前記内壁面の傾斜角度が40度以下である、請求項1又は2に記載の鋳造方法。
【請求項5】
鋳型の底に形成された湯口から前記鋳型に溶鋼を注入し鋼塊を得るために、前記鋳型内における前記溶鋼の対流と前記溶鋼の高さとの相関関係を求め、
前記相関関係に基づいて前記鋳型内における被覆剤の配置高さを決定する、被覆剤の配置高さ決定方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、溶鋼を用いた鋳造によって鋼塊を製造する鋳造方法を開示する。
続きを表示(約 990 文字)
【背景技術】
【0002】
鋼材の製造の一例では、鋼材が鋼塊から得られる。この鋼塊は、溶鋼を鋳造して得られる。溶鋼を用いた鋳造方法の一例として、下注ぎ造塊法が知られている。下注ぎ造塊法では、鋳型の底に形成された湯口から溶鋼が鋳型に注入される。
【0003】
下注ぎ造塊法では、溶鋼を鋳型に注入中、被覆剤で溶鋼の浴面が覆われる。この被覆剤は、外気と溶鋼との接触を抑制する。これにより、溶鋼の酸化及び抜熱を抑制する。一方で、この被覆剤が溶鋼に巻き込まれることがある。巻き込んだ被覆剤は、得られる鋼塊の品質を低下させる。
【0004】
特許文献1には、被覆剤の巻き込みを低減しうる下注ぎ造塊法が開示されている。この方法では、被覆剤の添加後において、鋳型への溶鋼の吐出速度が制御されている。この吐出速度を制御することで、被覆剤の巻き込みが低減されている。
【先行技術文献】
【特許文献】
【0005】
特開2016-7626公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1の下注ぎ造塊法でも、被覆剤の巻き込みが発生することがある。溶鋼の吐出速度の制御だけでは、被覆剤の巻き込みは十分に抑制できない。
【0007】
本出願人の意図するところは、被覆剤の巻き込みを低減し鋼塊の品質の向上に寄与する鋳造方法の提供にある。
【課題を解決するための手段】
【0008】
本明細書が開示する鋳造方法は、鋳型の底に形成された湯口から前記鋳型に溶鋼を注入し鋼塊を得る鋳造方法である。この鋳造方法では、前記鋳型内における前記溶鋼の対流と前記溶鋼の高さとの相関関係を求める。前記相関関係に基づいて前記鋳型内における被覆剤の配置高さを決定する。前記配置高さに被覆剤を配置する。前記湯口から前記溶鋼を注入し、前記溶鋼の浴面を前記被覆剤で覆う。
【0009】
好ましくは、この鋳造方法では、前記相関関係をコンピュータシミュレーションで求める。
【0010】
好ましくは、前記コンピュータシミュレーションの条件に前記鋳型のキャビティ形状を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
13日前
芝浦機械株式会社
成形装置
3か月前
三菱マテリアル株式会社
粉末材料
1か月前
日本製鉄株式会社
電磁ブレーキ装置
4か月前
日本製鉄株式会社
モールドパウダー
26日前
トヨタ自動車株式会社
溶湯供給装置
2か月前
株式会社シマノ
射出成形装置
2か月前
大同特殊鋼株式会社
金属粉末材料の製造方法
4か月前
ノリタケ株式会社
ニッケル粉末
12日前
トヨタ自動車株式会社
ダイカスト金型
3か月前
芝浦機械株式会社
成形機
13日前
株式会社日本高熱工業社
離型剤塗布装置
3か月前
本田技研工業株式会社
金型装置
1か月前
日本鋳造株式会社
押湯切断方法および押湯
4か月前
オークマ株式会社
ワークの加工方法
1か月前
JX金属株式会社
銅粉
3か月前
東洋電化工業株式会社
溶湯用送線装置
2か月前
株式会社瓢屋
押湯空間形成部材
1か月前
株式会社エフ・シー・シー
ダイカスト金型
1か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
12日前
ノリタケ株式会社
粉体材料およびその利用
1か月前
三菱重工業株式会社
金型
22日前
日本製鉄株式会社
連続鋳造装置
22日前
日鉄エンジニアリング株式会社
酸素開孔装置
1か月前
フタバ産業株式会社
金属搬送機構
3か月前
日本製鉄株式会社
連続鋳造装置
20日前
株式会社リコー
立体造形装置及び立体造形方法
3か月前
山陽特殊製鋼株式会社
鋳造方法
3か月前
大陽日酸株式会社
転写型シート状接合材
2か月前
日本製鉄株式会社
連続鋳造用浸漬ノズル
13日前
株式会社神戸製鋼所
スラブの製造方法
12日前
品川リフラクトリーズ株式会社
モールドパウダー
1か月前
品川リフラクトリーズ株式会社
モールドパウダー
5日前
UBEマシナリー株式会社
型締装置
3か月前
山陽特殊製鋼株式会社
肉盛用粉末
1か月前
山陽特殊製鋼株式会社
肉盛用粉末
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ