TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024078389
公報種別
公開特許公報(A)
公開日
2024-06-10
出願番号
2023122466
出願日
2023-07-27
発明の名称
立体造形装置及び立体造形方法
出願人
株式会社リコー
代理人
個人
,
個人
主分類
B22F
10/14 20210101AFI20240603BHJP(鋳造;粉末冶金)
要約
【課題】立体造形物を造形する際に、安全性を向上する。
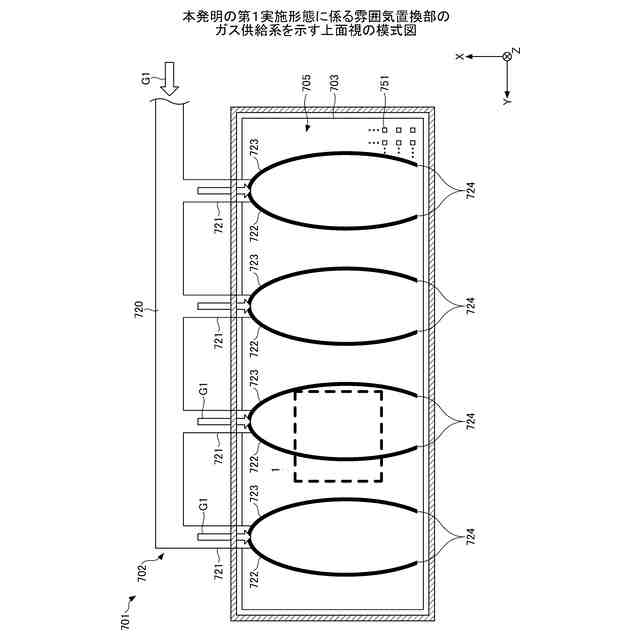
【解決手段】立体造形装置100は、造形エリアに粉体層31を形成する造形部1と、粉体層31に造形液10を吐出する液体吐出ユニット50と、造形前に少なくとも一部の空間の雰囲気を空気Aから所定のガスGに置換する雰囲気置換部701と、を備え、雰囲気置換部701は、空間内において所定のガスGと空気Aとの境界層Lを維持して置換する。
【選択図】図7
特許請求の範囲
【請求項1】
造形エリアに粉体層を形成する造形部と、
前記粉体層に造形液を吐出する液体吐出ユニットと、
造形前に少なくとも一部の空間の雰囲気を空気から所定のガスに置換する雰囲気置換部と、
を備え、
前記雰囲気置換部は、前記空間内において前記所定のガスと前記空気との境界層を維持して置換する、
立体造形装置。
続きを表示(約 970 文字)
【請求項2】
前記雰囲気置換部は、
前記造形部または前記液体吐出ユニットの少なくとも一方の周囲の雰囲気を前記空気から前記所定のガスに置換し、
前記所定のガスを前記空間に供給するガス供給部と、
前記空間内に設置され、前記ガス供給部により前記空間内に供給された前記所定のガスを通過させて整流して前記造形部または前記液体吐出ユニットに供給するガス整流部と、
前記空間内の前記空気を排出する排出部と、
を有する、
請求項1に記載の立体造形装置。
【請求項3】
前記雰囲気置換部は、
前記空間内に設置され、前記空間内の前記空気を通過させて整流して前記排出部に供給する空気整流部を有する、
請求項2に記載の立体造形装置。
【請求項4】
前記ガス供給部は、前記ガス整流部よりも上方から前記所定のガスを前記空間内に導入し、
前記排出部は、前記ガス整流部よりも下方から前記空気を排出する、
請求項2または3に記載の立体造形装置。
【請求項5】
前記所定のガスは、窒素、ヘリウム、ネオンのいずれかを含む、
請求項4に記載の立体造形装置。
【請求項6】
前記ガス供給部は、前記ガス整流部よりも下方から前記所定のガスを前記空間内に導入し、
前記排出部は、前記ガス整流部よりも上方から前記空気を排出する、
請求項2または3に記載の立体造形装置。
【請求項7】
前記所定のガスは、アルゴン、二酸化炭素のいずれかを含む、
請求項6に記載の立体造形装置。
【請求項8】
前記ガス供給部、前記ガス整流部、前記排出部は水平方向に配置され、
前記所定のガスは前記空間内を前記水平方向に流れる、
請求項2または3に記載の立体造形装置。
【請求項9】
前記造形部には、ホッパーにより造形材料が供給される、
請求項1に記載の立体造形装置。
【請求項10】
前記液体吐出ユニットは、前記粉体層に対して前記造形液をインクジェット方式で吐出する、
請求項1に記載の立体造形装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、立体造形装置及び立体造形方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
立体造形物(三次元造形物)を造形する立体造形装置(三次元造形装置)として、例えば積層造形法で造形するものが知られている。例えば、粉体層の粉体を結合した層状造形物を積層して立体造形物を造形するための立体造形方法が開示されている(例えば特許文献1参照)。
【発明の概要】
【発明が解決しようとする課題】
【0003】
しかしながら、特許文献1ではガスを効率的に利用することは考慮されていなかった。
【0004】
本発明は、ガスを効率的に利用することを目的とする。
【課題を解決するための手段】
【0005】
上述した課題を解決するために、本発明の一観点に係る立体造形装置は、造形エリアに粉体層を形成する造形部と、前記粉体層に造形液を吐出する液体吐出ユニットと、造形前に少なくとも一部の空間の雰囲気を空気から所定のガスに置換する雰囲気置換部と、を備え、前記雰囲気置換部は、前記空間内において前記所定のガスと前記空気との境界層を維持して置換する。
【発明の効果】
【0006】
本発明は、ガスを効率的に利用ことができる。
【図面の簡単な説明】
【0007】
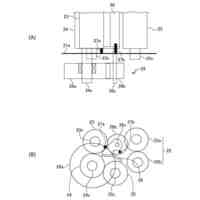
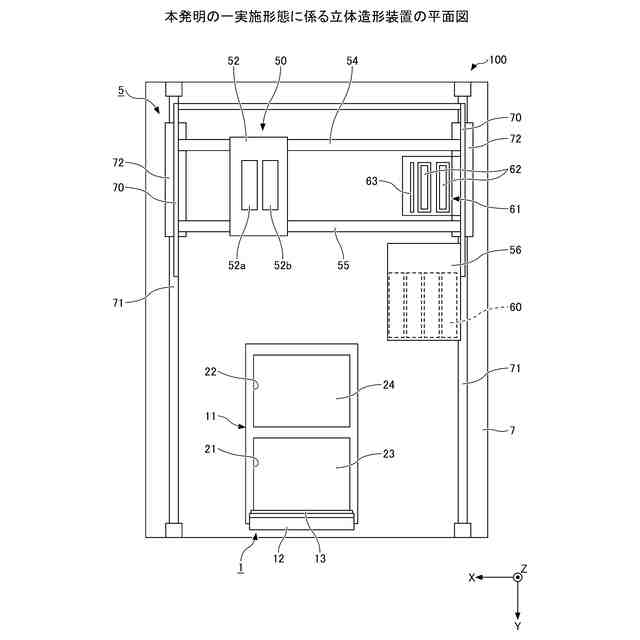
本発明の一実施形態に係る立体造形装置の平面図である。
本発明の一実施形態に係る立体造形装置の側面図である。
本発明の一実施形態に係る立体造形装置の要部の斜視図である。
本発明の一実施形態に係る立体造形装置の造形部の斜視図である。
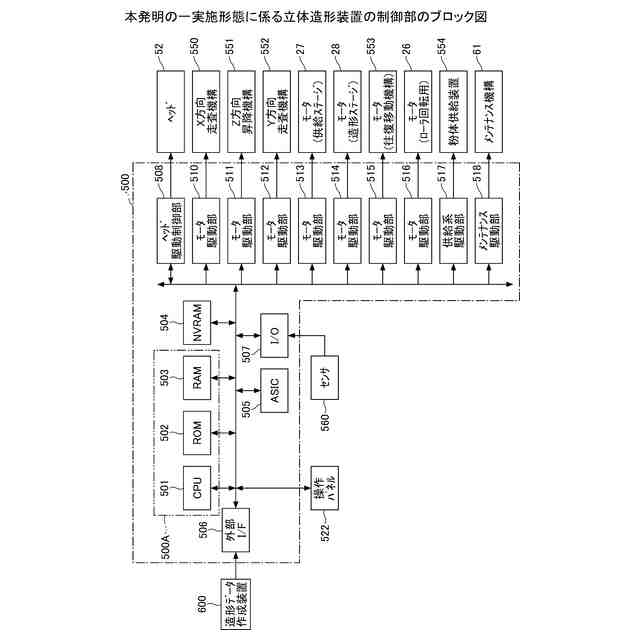
本発明の一実施形態に係る立体造形装置の制御部のブロック図である。
本発明の一実施形態における立体造形物の造形動作を説明するための模式図である。
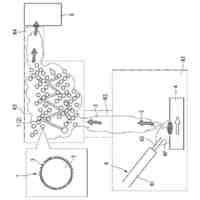
本発明の第1実施形態に係る雰囲気置換部の概略構成を示す側面視の模式図である。
本発明の第1実施形態に係る雰囲気置換部のガス供給系を示す上面視の模式図である。
本発明の第1実施形態に係る雰囲気置換部の排出系の概略構成を示す下面視の模式図である。
本発明の一実施形態に係る雰囲気置換部による効果を説明するための図である。
雰囲気置換部への酸素濃度計の設置位置の一例を示す図である。
境界層が形成されている場合の各酸素濃度計の数値の推移の一例を示す図である。
境界層が形成されていない場合の各酸素濃度計の数値の推移の一例を示す図である。
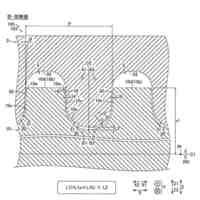
本発明の一実施形態に係るガス整流部の概略構成を示す平面図である。
本発明の第1実施形態の第1変形例に係る雰囲気置換部の側面視の模式図である。
本発明の第1実施形態の第2変形例に係る雰囲気置換部の側面視の模式図である。
本発明の第1実施形態に係る雰囲気置換部による雰囲気置換の経緯を示す図である。
本発明の第1実施形態の第1変形例に係る雰囲気置換部による雰囲気置換の経緯を示す図である。
本発明の第1実施形態の第1変形例に係る雰囲気置換部による雰囲気置換の経緯を示す図である。
本発明の第2実施形態に係る雰囲気置換部の概略構成を示す側面視の模式図である。
本発明の第2実施形態の変形例に係る雰囲気置換部の概略構成を示す側面視(Y方向視)の模式図である。
本発明の第2実施形態の変形例に係る雰囲気置換部の概略構成を示す上面視の模式図である。
本発明の第2実施形態の変形例に係る雰囲気置換部の概略構成を示す側面視(X方向視)の模式図である。
本発明の第2実施形態の変形例に係る雰囲気置換部による雰囲気置換の経緯を示す図である。
本発明の第3実施形態に係る立体造形装置の概略構成を示す側面図である。
本発明の一実施形態の立体造形用ロボット装置の概略図である。
【発明を実施するための形態】
【0008】
以下、添付図面を参照しながら実施形態について説明する。説明の理解を容易にするため、各図面において同一の構成要素に対しては可能な限り同一の符号を付して、重複する説明は省略する。
【0009】
なお、以下の説明において、X方向、Y方向、Z方向は互いに垂直な方向である。X方向及びY方向は水平方向であり、Z方向は鉛直方向である。X方向は液体吐出ユニット50のガイド部材54、55に沿う移動方向である。Y方向は、造形ユニット5のガイド部材71に沿う移動方向である。Z方向は、供給ステージ23、造形ステージ24、及び液体吐出ユニット50の昇降方向である。また、以下では説明の便宜上、Z正方向側を上側、Z負方向側を下側とも表現する場合がある。
【0010】
<立体造形装置の基本構成>
図1~図6を参照して本発明の一実施形態に係る立体造形装置100について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社リコー
ラミネート処理システム
3日前
株式会社リコー
液体吐出ヘッドおよび液体吐出装置
4日前
株式会社リコー
レーザー照射装置、及びレーザー照射方法
4日前
株式会社リコー
プレスタック装置、後処理装置、及び画像形成システム
5日前
株式会社リコー
シート折り装置、画像形成装置、及び画像形成システム
5日前
株式会社リコー
払拭装置、ヘッドメンテナンス装置、液体を吐出する装置
6日前
株式会社リコー
インク、インクセット、インクジェット印刷装置、インクジェット印刷方法
3日前
株式会社リコー
情報処理装置、プログラム、情報処理システム、利用者端末、及び情報処理方法
5日前
芝浦機械株式会社
成形機
1か月前
芝浦機械株式会社
成形装置
24日前
トヨタ自動車株式会社
保持炉
2か月前
トヨタ自動車株式会社
鋳造装置
1か月前
トヨタ自動車株式会社
金型装置
1か月前
日本製鉄株式会社
電磁ブレーキ装置
1か月前
芝浦機械株式会社
ダイカストマシン
1か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
大同特殊鋼株式会社
金属粉末材料の製造方法
1か月前
トヨタ自動車株式会社
離型剤の塗布方法
2か月前
トヨタ自動車株式会社
ダイカスト鋳造装置
1か月前
日本鋳造株式会社
押湯切断方法および押湯
1か月前
トヨタ自動車株式会社
金型の温度制御方法
2か月前
JX金属株式会社
銅粉
10日前
トヨタ自動車株式会社
複合中子の製造方法
1か月前
旭有機材株式会社
低膨張鋳型用鋳物砂
2か月前
芝浦機械株式会社
ダイカストマシン
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
1か月前
フタバ産業株式会社
金属搬送機構
20日前
芝浦機械株式会社
成形機用コントローラ及び成形機
1か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
1か月前
福田金属箔粉工業株式会社
溶浸用Cu系粉末
1か月前
株式会社リコー
立体造形装置及び立体造形方法
13日前
冨士ダイス株式会社
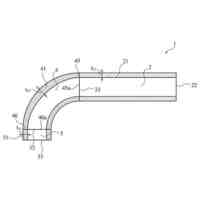
エルボ管及びその製造方法
1か月前
山陽特殊製鋼株式会社
鋳造方法
18日前
株式会社IHI
造形方法及びサポート部材
1か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ