TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024058774
公報種別
公開特許公報(A)
公開日
2024-04-30
出願番号
2022166081
出願日
2022-10-17
発明の名称
鋳造装置
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B22D
18/04 20060101AFI20240422BHJP(鋳造;粉末冶金)
要約
【課題】押出ピンを用いた離型時に鋳造製品が傾くことを抑制するとともに、離型の実行後の押出ピンの位置を調整する。
【解決手段】鋳造装置1は、固定金型20(図1参照)と、固定金型20に対向する移動金型10と、第1の板31と、第1の板31と移動金型10の間に設けられる第2の板32と、を有する押出し板30と、駆動源40(図1参照)と、第1の板31に突設され、移動金型10を貫通する押出ピン51と、第1の板31と移動金型10に接続され第2の板32を貫通する弾性部材53と、を備え、押出ピン51と弾性部材53は離間して配されており、駆動源40が押出し板30に移動金型10に向けて動作する駆動力を供給した場合には、押出ピン51は移動金型10から鋳造製品を押し出す押出動作を行い、駆動源40からの駆動力の供給を停止した場合には、第1の板31は、弾性部材53の付勢力により押出動作とは反対方向に動作する。
【選択図】図3
特許請求の範囲
【請求項1】
固定金型と、
前記固定金型に対向して配されるとともに、貫通孔を有する移動金型と、
第1の板と、前記第1の板と前記移動金型の間に設けられ貫通孔を有する第2の板と、を有する押出し板と、
前記押出し板を駆動させる駆動源と、
前記第1の板に突設されるとともに、前記移動金型の貫通孔を貫通する押出ピンと、
前記第1の板と、前記移動金型と、の間に夫々に接続されて配されているとともに、前記第2の板を貫通して配されている弾性部材と、を備え、
前記押出ピンと、前記弾性部材と、は離間して配されており、
前記固定金型と、前記移動金型と、により鋳造された鋳造製品が前記移動金型に付いた状態において、
前記駆動源から前記押出し板に前記移動金型に向けて動作する駆動力を供給した場合には、前記押出ピンは、前記第1の板が前記移動金型に向けて動作する押出動作に伴って、前記移動金型から前記鋳造製品を押し出して離型させ、
前記駆動源から前記押出し板への駆動力の供給を停止した場合には、前記第1の板は、前記弾性部材の付勢力により、前記押出動作とは反対方向に動作する、
鋳造装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、低圧鋳造に利用される鋳造装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
近年、低圧鋳造による鋳造が行われている。低圧鋳造では、上型に張り付いた粗材を、上型上部から複数のピンによって押し出すことにより、離型を行うことができる。特許文献1には、簡単な装置構成で、型開閉と、型に張り付いている成形品の押出しとを行う成形品押出機能を有する型開閉装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平10-016020号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上型上部に複数の押出ピンを設けておき、上型に張り付いた粗材を押し出す離型時に、加える力が偏ってしまい、製品が傾いて離型してしまう場合がある。さらに、離型後に押出ピンが自重で下がったままになっていると、設備内におけるバリ除去や金型コーティング剤の塗布が難しいという問題がある。
【0005】
本開示は、押出ピンを用いた離型時に製品の傾くことを抑制するとともに、離型の実行後の押出ピンの位置を調整できる鋳造装置を提供するものである。
【課題を解決するための手段】
【0006】
本開示にかかる鋳造装置は、固定金型と、前記固定金型に対向して配されるとともに、貫通孔を有する移動金型と、第1の板と、前記第1の板と前記移動金型の間に設けられ貫通孔を有する第2の板と、を有する押出し板と、前記押出し板を駆動させる駆動源と、前記第1の板に突設されるとともに、前記移動金型の貫通孔を貫通する押出ピンと、前記第1の板と、前記移動金型と、の間に夫々に接続されて配されているとともに、前記第2の板を貫通して配されている弾性部材と、を備え、前記押出ピンと、前記弾性部材と、は離間して配されており、前記固定金型と、前記移動金型と、により鋳造された鋳造製品が前記移動金型に付いた状態において、前記駆動源から前記押出し板に前記移動金型に向けて動作する駆動力を供給した場合には、前記押出ピンは、前記第1の板が前記移動金型に向けて動作する押出動作に伴って、前記移動金型から前記鋳造製品を押し出して離型させ、前記駆動源から前記押出し板への駆動力の供給を停止した場合には、前記第1の板は、前記弾性部材の付勢力により、前記押出動作とは反対方向に動作する。
これにより、弾性部材の付勢力を利用して、鋳造製品を金型から離型させる際の押出ピンから鋳造製品にかかる力の制御と、離型させた後の押出し板の移動を行うことができる。
【発明の効果】
【0007】
本開示よれば、押出ピンを用いた離型時に、押出対象である鋳造製品が傾くことを抑制するとともに、離型の実行後の押出ピンの位置を調整できる鋳造装置を提供することができる。
【図面の簡単な説明】
【0008】
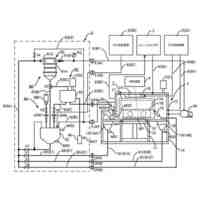
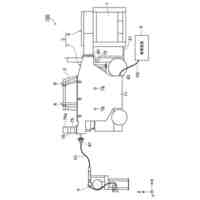
鋳造装置の構成を示す図である。
鋳造装置を用いた鋳造工程の一例を示した図である。
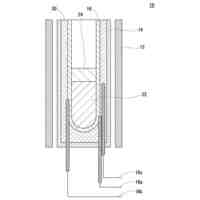
鋳造装置の上型及び押出し板近傍の拡大図である。
鋳造装置において力が加わる状態を示した図である。
【発明を実施するための形態】
【0009】
実施の形態1
以下、図面を参照して本実施の形態に係る粗材の鋳造装置について説明する。図1(a)および図1(b)は、鋳造装置1の構成の一例を示した図である。
【0010】
図1(a)及び図1(b)に示すように、鋳造装置1は、移動金型10と、固定金型20と、移動金型10の上方に配される押出し板30と、駆動源40と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
26日前
株式会社ソディック
積層造形装置
3か月前
トヨタ自動車株式会社
保持炉
28日前
株式会社プロテリアル
WMo合金粉末
2か月前
トヨタ自動車株式会社
金型装置
19日前
トヨタ自動車株式会社
鋳造装置
21日前
リョービ株式会社
ダイカスト金型
1か月前
芝浦機械株式会社
ダイカストマシン
4日前
株式会社プロテリアル
インゴットの鋳造方法
1か月前
大同特殊鋼株式会社
溶鋼被覆パウダー
2か月前
芝浦機械株式会社
射出装置及び成形機
14日前
トヨタ自動車株式会社
離型剤の塗布方法
27日前
ユニチカ株式会社
軟磁性ナノワイヤーの分散液
2か月前
トヨタ自動車株式会社
金型の温度制御方法
27日前
トヨタ自動車株式会社
ダイカスト鋳造装置
21日前
トヨタ自動車株式会社
複合中子の製造方法
19日前
株式会社イーエム
固形潤滑剤供給装置
1か月前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
14日前
三菱重工業株式会社
金属粉末製造装置
1か月前
芝浦機械株式会社
ダイカストマシン
4日前
石福金属興業株式会社
PtAu合金粉末の製造方法
19日前
福田金属箔粉工業株式会社
溶浸用Cu系粉末
6日前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
2か月前
芝浦機械株式会社
安全ドア装置および成形機
2か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
20日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
20日前
芝浦機械株式会社
成形機用コントローラ及び成形機
4日前
黒崎播磨株式会社
浸漬ノズル
2か月前
UBEマシナリー株式会社
中空成形装置および中空成形方法
2か月前
山陽特殊製鋼株式会社
鋳造設備
3か月前
冨士ダイス株式会社
エルボ管及びその製造方法
1日前
UBEマシナリー株式会社
中空鋳造装置および中空鋳造方法
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
国立大学法人北海道大学
金属ナノ粒子製造装置
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ