TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024022005
公報種別
公開特許公報(A)
公開日
2024-02-16
出願番号
2022125268
出願日
2022-08-05
発明の名称
鋳造設備
出願人
山陽特殊製鋼株式会社
代理人
弁理士法人有古特許事務所
主分類
B22D
7/06 20060101AFI20240208BHJP(鋳造;粉末冶金)
要約
【課題】鋳型の湯口穴にノズルが容易に挿入されうる鋳造設備の提供。
【解決手段】鋳造設備2は、底20に湯口穴24を有する鋳型6と、湯口穴24に挿入される胴部及び先端部を有し、先端部と湯口穴24との隙間が胴部と湯口穴24との隙間より大きいノズル8とを備える。好ましくは、鋳造設備2、先端部及び胴部のそれぞれの形状が円筒形であり、先端部の外径が胴部の外径より小さい。
【選択図】図1
特許請求の範囲
【請求項1】
底に湯口穴を有する鋳型と、
前記湯口穴に挿入される胴部及び先端部を有し、前記先端部と前記湯口穴との隙間が前記胴部と前記湯口穴との隙間より大きいノズルと
を備える、鋳造設備。
続きを表示(約 140 文字)
【請求項2】
前記先端部及び前記胴部のそれぞれの形状が円筒形であり、前記先端部の外径が前記胴部の外径より小さい、請求項1に記載の鋳造設備。
【請求項3】
前記先端部と前記湯口穴との隙間が1mm以上5mm以下である、請求項1又は2に記載の鋳造設備。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、下注ぎ造塊法に使用される鋳造設備を開示する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
鋼材の製造の一例では、鋼材が鋼塊から得られる。この鋼塊は、溶鋼の鋳造によって得られる。この溶鋼の鋳造方法の一例として、下注ぎ造塊法が知られている。下注ぎ造塊法では、鋳型に溶鋼が下方から注入される。この鋳造に使用される鋳型が特許文献1に記載されている。この鋳型では、底に湯口穴が形成されている。この湯口穴にノズルが挿入されている。このノズルを通って溶鋼が鋳型に注入される。
【先行技術文献】
【特許文献】
【0003】
実開昭53-125717公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
この鋳型は溶鋼の鋳造に繰り返し使用される。ノズルは、湯口穴に繰り返し挿入され取り外される。鋳型で溶鋼の鋳造が繰り返されることで、湯口穴に変形が生じる。湯口穴の変形に合わせて、ノズルの形状が修正される。ノズルの形状修正には手間がかかる。
【0005】
本出願人の意図するところは、鋳型の湯口穴にノズルが容易に挿入されうる鋳造設備の提供にある。
【課題を解決するための手段】
【0006】
本明細書が開示する鋳造設備は、
底に湯口穴を有する鋳型と、
前記湯口穴に挿入される胴部及び先端部を有し、前記先端部と前記湯口穴との隙間が前記胴部と前記湯口穴との隙間より大きいノズルと
を備える。
【0007】
好ましくは、前記先端部及び前記胴部のそれぞれの形状が円筒形である。前記先端部の外径は前記胴部の外径より小さい。
【0008】
好ましくは、前記先端部と前記湯口穴との隙間は、1mm以上5mm以下である。
【発明の効果】
【0009】
この鋳造設備では、鋳型の湯口穴にノズルが容易に挿入されうる。
【図面の簡単な説明】
【0010】
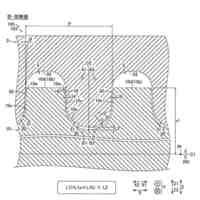
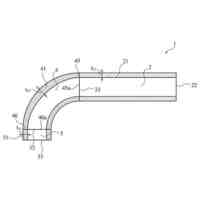
図1は、一実施形態に係る鋳造設備が示された正面断面図である。
図2は、図1の鋳造設備が備える鋳型の断面図である。
図3(A)は図1の鋳造設備が備えるノズルの平面図であり、図3(B)は図3(A)の線分IIIB-IIIBに沿った断面図である。
図4は、図1の鋳造設備の鋳型の湯口穴にノズルが取り付けられた状態が示された説明図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
山陽特殊製鋼株式会社
鋳造方法
2日前
山陽特殊製鋼株式会社
結晶粒度特性に優れた真空浸炭用鋼
11日前
山陽特殊製鋼株式会社
耐転がり疲れ特性に優れた機械構造用鋼および鋼製機械部品
23日前
芝浦機械株式会社
成形機
1か月前
芝浦機械株式会社
成形装置
8日前
トヨタ自動車株式会社
保持炉
1か月前
トヨタ自動車株式会社
金型装置
1か月前
トヨタ自動車株式会社
鋳造装置
1か月前
リョービ株式会社
ダイカスト金型
2か月前
芝浦機械株式会社
ダイカストマシン
21日前
日本製鉄株式会社
電磁ブレーキ装置
15日前
株式会社プロテリアル
インゴットの鋳造方法
2か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
大同特殊鋼株式会社
金属粉末材料の製造方法
14日前
トヨタ自動車株式会社
離型剤の塗布方法
1か月前
トヨタ自動車株式会社
複合中子の製造方法
1か月前
日本鋳造株式会社
押湯切断方法および押湯
15日前
トヨタ自動車株式会社
金型の温度制御方法
1か月前
トヨタ自動車株式会社
ダイカスト鋳造装置
1か月前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
株式会社イーエム
固形潤滑剤供給装置
2か月前
日本製鉄株式会社
鋼の連続鋳造方法
2か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
1か月前
芝浦機械株式会社
ダイカストマシン
21日前
三菱重工業株式会社
金属粉末製造装置
2か月前
芝浦機械株式会社
成形機用コントローラ及び成形機
21日前
福田金属箔粉工業株式会社
溶浸用Cu系粉末
23日前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
2か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
1か月前
フタバ産業株式会社
金属搬送機構
4日前
山陽特殊製鋼株式会社
鋳造方法
2日前
冨士ダイス株式会社
エルボ管及びその製造方法
18日前
UBEマシナリー株式会社
型締装置
7日前
セイコーエプソン株式会社
焼結用金属粉末
24日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ