TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024070821
公報種別
公開特許公報(A)
公開日
2024-05-23
出願番号
2023181624
出願日
2023-10-23
発明の名称
押湯切断方法および押湯
出願人
日本鋳造株式会社
代理人
個人
主分類
B22D
31/00 20060101AFI20240516BHJP(鋳造;粉末冶金)
要約
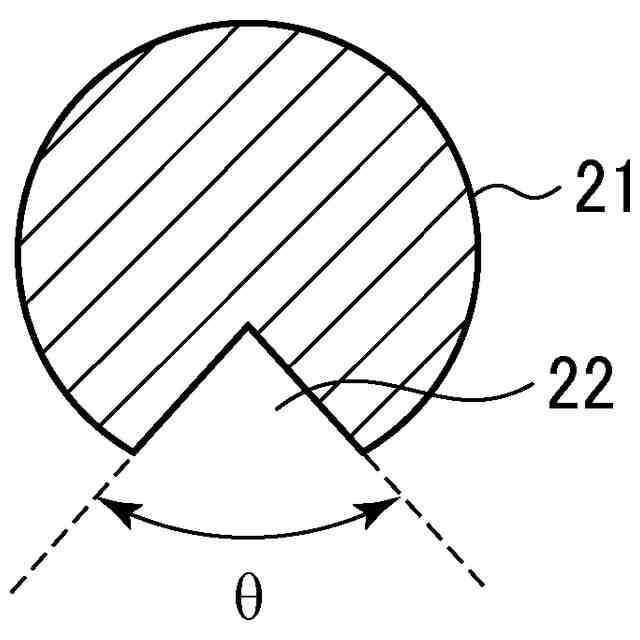
【課題】自動的に押湯を切断する押湯切断装置を用いて確実に押湯を切断することができる押湯切断方法および押湯を提供する。
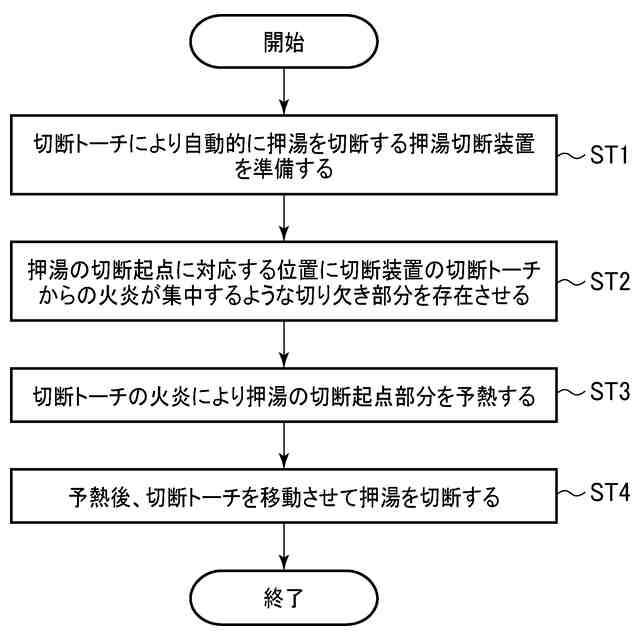
【解決手段】鋳型に溶湯を注入して鋳造した後の押湯を切断する押湯切断方法は、切断トーチにより自動的に押湯を切断する押湯切断装置を準備する工程と、押湯の切断起点部分に、押湯切断装置の切断トーチからの火炎が集中するような切り欠き部分を存在させる工程と、切断トーチの火炎により押湯の切断起点部分を予熱する工程と、予熱後、切断トーチを移動させて押湯を切断する工程とを有する。
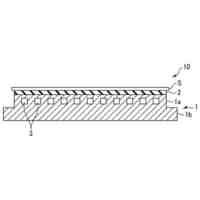
【選択図】 図1
特許請求の範囲
【請求項1】
鋳型に溶湯を注入して鋳造した後の押湯を切断する押湯切断方法であって、
切断トーチにより自動的に押湯を切断する押湯切断装置を準備する工程と、
前記押湯の切断起点部分に、前記押湯切断装置の前記切断トーチからの火炎が集中するような切り欠き部分を存在させる工程と、
前記切断トーチの火炎により前記押湯の前記切断起点部分を予熱する工程と、
予熱後、前記切断トーチを移動させて前記押湯を切断する工程と、
を有することを特徴とする押湯切断方法。
続きを表示(約 900 文字)
【請求項2】
前記押湯は円柱状であることを特徴とする請求項1に記載の押湯切断方法。
【請求項3】
前記切り欠き部分の角度が120°以下であることを特徴とする請求項1または請求項2に記載の押湯切断方法。
【請求項4】
前記予熱する工程は、前記押湯が溶融する温度に予熱することを特徴とする請求項1に記載の押湯切断方法。
【請求項5】
前記予熱する工程の際に前記切断トーチから放射される前記火炎は、燃焼ガスを供給して形成されることを特徴とする請求項4に記載の押湯切断方法。
【請求項6】
前記溶湯を構成する金属材料が鉄系材料である場合に、前記切断する工程において、切断箇所に、前記予熱する工程において供給された前記燃焼ガスの他に酸素ガスが供給され、
前記酸素ガスは、前記予熱する工程による予熱により前記押湯表面が溶融する温度またはその直前の温度に達した時点で供給が開始されることを特徴とする請求項5に記載の押湯切断方法。
【請求項7】
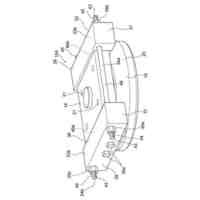
前記押湯切断装置は、前記切断トーチを三次元空間で自在に移動させる移動装置を有し、前記移動装置は、その先端に、前記切断トーチが取り付けられた首振り可能なヘッド部を有し、前記予熱する工程の際に前記ヘッド部を首振りさせることを特徴とする請求項1に記載の押湯切断方法。
【請求項8】
鋳型に溶湯を注入して鋳造された鋳物に付属し、切断トーチにより自動的に切断する押湯切断装置を用いて切断される押湯であって、
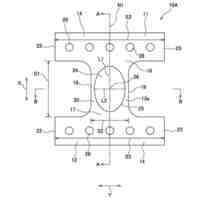
切断トーチにより切断される切断起点部分に、前記切断トーチからの火炎が集中するような切り欠き部分が形成され、
前記切断トーチの火炎により前記切断起点部分が予熱され、予熱後、前記切断トーチが移動されることにより切断されることを特徴とする押湯。
【請求項9】
円柱状であることを特徴とする請求項8に記載の押湯。
【請求項10】
前記切り欠き部分の角度が120°以下であることを特徴とする請求項8または請求項9に記載の押湯。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋳物に付属した押湯を切断する押湯切断方法および押湯に関する。
続きを表示(約 950 文字)
【背景技術】
【0002】
鋳物は鋳型に溶湯を注入することにより製造されるが、溶湯の凝固収縮によって製品に発生する引け巣等の鋳造欠陥を防止するために、鋳物の製品部に溶湯を補給する押湯を設けることがある。
【0003】
押湯は、溶湯が凝固後にバーナ等を用いて切断されるが、手作業では熟練を要し、また多大な時間がかかることから、特許文献1には、押湯を自動的に切断する押湯切断装置(ロボット)が提案されている。
【0004】
特許文献1の押湯切断装置は、ガス切断トーチと、切断トーチを移動させる移動装置と、移動装置の移動動作を制御する制御装置とを有する。
【先行技術文献】
【特許文献】
【0005】
特許第5960591号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1の押湯切断装置では、移動装置の移動動作が適宜制御されて押湯の切断が可能であるが、押湯の切断起点において十分に予熱ができずに切断が失敗することがある。
【0007】
本発明は、自動的に押湯を切断する押湯切断装置を用いて確実に押湯を切断することができる押湯切断方法および押湯を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、以下の(1)~(10)の手段を提供する。
【0009】
(1)鋳型に溶湯を注入して鋳造した後の押湯を切断する押湯切断方法であって、
切断トーチにより自動的に押湯を切断する押湯切断装置を準備する工程と、
前記押湯の切断起点部分に、前記押湯切断装置の前記切断トーチからの火炎が集中するような切り欠き部分を存在させる工程と、
前記切断トーチの火炎により前記押湯の前記切断起点部分を予熱する工程と、
予熱後、前記切断トーチを移動させて前記押湯を切断する工程と、
を有することを特徴とする押湯切断方法。
【0010】
(2)前記押湯は円柱状であることを特徴とする(1)に記載の押湯切断方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本鋳造株式会社
保持装置およびその製造方法
2日前
日本鋳造株式会社
鋼材ダンパー
13日前
首都高速道路株式会社
支承損傷制御構造
1か月前
UBEマシナリー株式会社
成形機
4か月前
マツダ株式会社
鋳造装置
5か月前
株式会社 寿原テクノス
金型装置
3か月前
三菱電機株式会社
三次元造形装置
3か月前
株式会社エスアールシー
インゴット
3か月前
株式会社プロテリアル
合金粉末の製造方法
15日前
芝浦機械株式会社
成形機
2か月前
株式会社キャステム
鋳造品の製造方法
今日
トヨタ自動車株式会社
鋳バリ抑制方法
16日前
芝浦機械株式会社
成形機
2か月前
個人
透かし模様付き金属板の製造方法
3か月前
株式会社クボタ
弁箱用の消失模型
4か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
2か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
新東工業株式会社
粉末除去装置
3か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2日前
キヤノン株式会社
樹脂微粒子の製造方法
4か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
日立Astemo株式会社
成形装置
20日前
新東工業株式会社
測定装置
4か月前
デザインパーツ株式会社
冷却装置及び冷却方法
2か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
4か月前
トヨタ自動車株式会社
異種金属部材の接合方法
4か月前
株式会社神戸製鋼所
鋼の製造方法
2か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
2日前
山陽特殊製鋼株式会社
取鍋
3か月前
黒崎播磨株式会社
浸漬ノズル
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ