TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024067881
公報種別
公開特許公報(A)
公開日
2024-05-17
出願番号
2022178272
出願日
2022-11-07
発明の名称
ダイカストマシン
出願人
芝浦機械株式会社
代理人
個人
主分類
B22D
17/22 20060101AFI20240510BHJP(鋳造;粉末冶金)
要約
【課題】離型力を取得する精度を向上させることが可能なダイカストマシンを提供する。
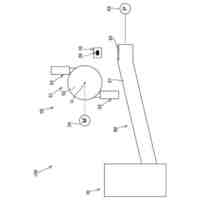
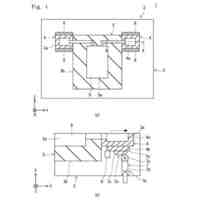
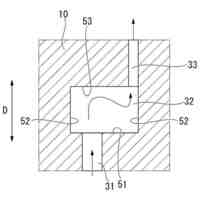
【解決手段】ダイカストマシン100は、固定ダイプレート2と、移動ダイプレート3と、移動ダイプレート3を移動させる駆動装置4とを含む型締装置7と、成形品Aに接触して押圧する金型Mの押圧部材M11を移動させて成形品Aを離型する押圧力を発生させる流体シリンダ5aを含む押出装置5と、離型剤の塗布装置6と、制御部103と、を備え、流体シリンダ5aは、ピストン50の一方側に設けられ、離型時に流体が供給される一方側流体室52と、ピストン50の他方側に設けられ、離型時に流体が排出される他方側流体室53と、一方側流体室52の流体圧力を検出する一方側圧力計54と、他方側流体室53の流体圧力を検出する他方側圧力計55とを有し、制御部103は、一方側圧力計54および他方側圧力計55の検出結果に基づいて、離型力を取得する。
【選択図】図1
特許請求の範囲
【請求項1】
固定金型を保持する固定ダイプレートと、移動金型を保持する移動ダイプレートと、前記移動ダイプレートを移動させてダイカスト成形用の金型を開閉する駆動装置とを含む型締装置と、
ピストンを有し、成形品に接触して押圧する前記金型の押圧部材を移動させて前記成形品を離型する押圧力を発生させる流体シリンダを含む押出装置と、
前記金型に離型剤を塗布する塗布装置と、
制御部と、を備え、
前記流体シリンダは、
前記ピストンの一方側に設けられ、離型時に流体が供給される一方側流体室と、
前記ピストンの他方側に設けられ、離型時に流体が排出される他方側流体室と、
前記一方側流体室の流体圧力を検出する一方側圧力計と、
前記他方側流体室の流体圧力を検出する他方側圧力計と、を有し、
前記制御部は、前記一方側圧力計および前記他方側圧力計の検出結果に基づいて、前記金型と前記成形品との密着力に抗して前記金型から前記成形品を離型させる力である離型力を取得するように構成されている、ダイカストマシン。
続きを表示(約 1,400 文字)
【請求項2】
前記一方側流体室は、前記他方側流体室に向けた押圧力を発生させる一方側ピストン押圧面を有し、
前記他方側流体室は、前記一方側流体室に向けた押圧力を発生させる他方側ピストン押圧面を有し、
前記制御部は、
前記一方側流体室の流体圧力および前記他方側流体室の流体圧力と、前記一方側ピストン押圧面の面積および前記他方側ピストン押圧面の面積とに基づいて、離型時に前記流体シリンダに要求される力である成形品押出力を取得するとともに、
少なくとも前記成形品押出力に基づいて、前記離型力を取得するように構成されている、請求項1に記載のダイカストマシン。
【請求項3】
前記制御部は、
前記成形品の離型後の前記金型が開いた状態において、前記成形品がない状態で離型時と同様に前記ピストンを駆動させる空打ちを行い、
前記空打ち時の前記一方側流体室の流体圧力および前記他方側流体室の流体圧力に基づいて、前記空打ち時に前記流体シリンダに要求される力である空打押出力を取得するとともに、
前記成形品押出力および前記空打押出力に基づいて、前記離型力を取得するように構成されている、請求項2に記載のダイカストマシン。
【請求項4】
前記制御部は、前記成形品押出力から前記空打押出力を差し引くことにより、前記離型力を取得するように構成されている、請求項3に記載のダイカストマシン。
【請求項5】
前記制御部は、成形サイクル毎に前記空打ちを行うことによって、前記成形品押出力、前記空打押出力および前記離型力の取得を行うように構成されている、請求項4に記載のダイカストマシン。
【請求項6】
前記制御部は、
前回の前記成形サイクルの前記離型力と比較して前記離型力が大きい場合に、前記前回の成形サイクルの次の前記成形サイクルにおいて前記塗布装置と前記移動金型との距離を小さくするとともに、
前記前回の成形サイクルの前記離型力と比較して前記離型力が小さい場合に、前記次の成形サイクルにおいて前記塗布装置と前記移動金型との距離を大きくする制御を行うように構成されている、請求項5に記載のダイカストマシン。
【請求項7】
前記制御部は、
前回の前記成形サイクルの前記離型力と比較して前記離型力が大きい場合に、前記前回の成形サイクルの次の前記成形サイクルにおいて前記塗布装置による前記離型剤の塗布量を増加させるとともに、
前記前回の成形サイクルの前記離型力と比較して前記離型力が小さい場合に、前記次の成形サイクルにおいて前記塗布装置による前記離型剤の塗布量を減少させる制御を行うように構成されている、請求項5に記載のダイカストマシン。
【請求項8】
前記制御部は、前記離型力が所定の離型報知しきい値以上になったことを報知する制御を行うように構成されている、請求項4に記載のダイカストマシン。
【請求項9】
前記制御部は、前記空打押出力が所定の空打報知しきい値以上になったことを報知する制御を行うように構成されている、請求項3に記載のダイカストマシン。
【請求項10】
前記制御部は、前記塗布装置による前記離型剤の塗布が行われている間に、前記空打ちを行うように構成されている、請求項3に記載のダイカストマシン。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
この発明は、成形品を離型する押出装置を備えるダイカストマシンに関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
従来、成形品を離型する押出装置を備えるダイカストマシンが知られている(たとえば、特許文献1参照)。
【0003】
上記特許文献1には、成形品の押出しシリンダを含む離型装置と、圧力センサーと、離型剤の塗布装置とを備えるダイカストマシンが開示されている。上記押出しシリンダは、成形品に接触して押圧する金型の押出ピンを移動させて成形品を離型する押圧力を発生させるように構成されている。押出しシリンダは、ピストンを有しており、ピストンの一方側の油室に作動油が供給されるとともに、ピストンの他方側の油室から作動油が排出されることによって、押出ピンを移動させる油圧式のシリンダである。圧力センサーは、ピストンの一方側の油室の圧力を検出するように構成されている。ダイカストマシンは、圧力センサーの検出値に基づいて、次の成形サイクルにおける塗布装置による離型剤の塗布量を増減させるように構成されている。
【先行技術文献】
【特許文献】
【0004】
特開平9-164467号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
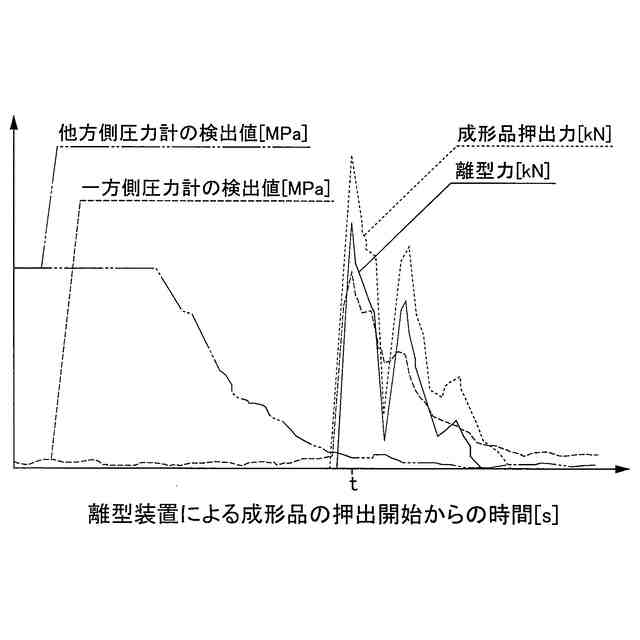
しかしながら、上記特許文献1のダイカストマシンでは、圧力センサーは、一方側の油室の圧力を検出することはできるが、他方側の油室の圧力を正確に検出することはできない。詳細には、上記ダイカストマシンでは、一方側の油室および他方側の油室の各々には、作動油の漏出などの損失が個別に発生して、損失の影響を個別に受けて圧力が変動するため、離型力を取得する際に、一方側の油室の圧力を検出することはできるが、他方側の油室の圧力を正確に検出することはできない。したがって、上記特許文献1のダイカストマシンを含むダイカストマシンの分野では、離型力を取得する精度を向上させることが求められている。
【0006】
この発明は、上記のような課題を解決するためになされたものであり、この発明の1つの目的は、離型力を取得する精度を向上させることが可能なダイカストマシンを提供することである。
【課題を解決するための手段】
【0007】
上記目的を達成するために、この発明の一の局面におけるダイカストマシンは、固定金型を保持する固定ダイプレートと、移動金型を保持する移動ダイプレートと、移動ダイプレートを移動させてダイカスト成形用の金型を開閉する駆動装置とを含む型締装置と、ピストンを有し、成形品に接触して押圧する金型の押圧部材を移動させて成形品を離型する押圧力を発生させる流体シリンダを含む押出装置と、金型に離型剤を塗布する塗布装置と、制御部と、を備え、流体シリンダは、ピストンの一方側に設けられ、離型時に流体が供給される一方側流体室と、ピストンの他方側に設けられ、離型時に流体が排出される他方側流体室と、一方側流体室の流体圧力を検出する一方側圧力計と、他方側流体室の流体圧力を検出する他方側圧力計と、を有し、制御部は、一方側圧力計および他方側圧力計の検出結果に基づいて、金型と成形品との密着力に抗して金型から成形品を離型させる力である離型力を取得するように構成されている。
【0008】
この発明の一の局面によるダイカストマシンでは、上記のように、ピストンの一方側の一方側流体室の流体圧力を検出する一方側圧力計と、ピストンの他方側の他方側流体室の流体圧力を検出する他方側圧力計と、一方側圧力計および他方側圧力計の検出結果に基づいて、金型と成形品との密着力に抗して金型から成形品を離型させる力である離型力を取得するように構成された制御部とを設ける。これによって、一方側圧力計および他方側圧力計により、ピストンの片側の流体室だけでなく、ピストンの両側の各流体室の流体圧力を検出することができる。したがって、ピストンの片側の流体室だけでなく、ピストンの両側の各流体室において発生する作動流体の漏出などの損失の離型力への影響を排除することができる。その結果、離型時にピストンを移動させるために必要とされる力を正確に取得することができるので、離型力を取得する精度を向上させることができる。
【0009】
上記一の局面によるダイカストマシンにおいて、好ましくは、一方側流体室は、他方側流体室に向けた押圧力を発生させる一方側ピストン押圧面を有し、他方側流体室は、一方側流体室に向けた押圧力を発生させる他方側ピストン押圧面を有し、制御部は、一方側流体室の流体圧力および他方側流体室の流体圧力と、一方側ピストン押圧面の面積および他方側ピストン押圧面の面積とに基づいて、離型時に流体シリンダに要求される力である成形品押出力を取得するとともに、少なくとも成形品押出力に基づいて、離型力を取得するように構成されている。このように構成すれば、一方側流体室の流体圧力および他方側流体室の流体圧力と、一方側ピストン押圧面の面積および他方側ピストン押圧面の面積とに基づくことにより、ピストンの形状を考慮して離型時にピストンを移動させるために必要とされる力をより正確に取得することができる。その結果、離型力を取得する精度をより向上させることができる。
【0010】
この場合、好ましくは、制御部は、成形品の離型後の金型が開いた状態において、成形品がない状態で離型時と同様にピストンを駆動させる空打ちを行い、空打ち時の一方側流体室の流体圧力および他方側流体室の流体圧力に基づいて、空打ち時に流体シリンダに要求される力である空打押出力を取得するとともに、成形品押出力および空打押出力に基づいて、離型力を取得するように構成されている。このように構成すれば、ピストンを移動させるために必要とされる力から、離型時における押出装置と金型との摩擦などによる機械的な損失を排除して、金型と成形品との密着力に抗して金型から成形品を離型させる力である純粋な離型力を取得することができる。したがって、ピストンの両側の各流体室における流体の損失だけでなく、機械的な損失も考慮して離型力を取得することができるので、離型力を取得する精度をより一層向上させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
13日前
芝浦機械株式会社
樹脂ペレット製造装置
26日前
ユニチカ株式会社
集電材
13日前
芝浦機械株式会社
成形装置
3か月前
三菱マテリアル株式会社
粉末材料
1か月前
芝浦機械株式会社
ダイカストマシン
4か月前
日本製鉄株式会社
電磁ブレーキ装置
4か月前
株式会社シマノ
射出成形装置
2か月前
トヨタ自動車株式会社
溶湯供給装置
2か月前
日本製鉄株式会社
モールドパウダー
26日前
ノリタケ株式会社
ニッケル粉末
12日前
大同特殊鋼株式会社
金属粉末材料の製造方法
4か月前
トヨタ自動車株式会社
ダイカスト金型
3か月前
芝浦機械株式会社
成形機
13日前
芝浦機械株式会社
射出装置及び成形機
4か月前
株式会社日本高熱工業社
離型剤塗布装置
3か月前
JX金属株式会社
銅粉
3か月前
オークマ株式会社
ワークの加工方法
1か月前
日本鋳造株式会社
押湯切断方法および押湯
4か月前
本田技研工業株式会社
金型装置
1か月前
株式会社瓢屋
押湯空間形成部材
1か月前
東洋電化工業株式会社
溶湯用送線装置
2か月前
ノリタケ株式会社
粉体材料およびその利用
1か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
12日前
芝浦機械株式会社
ダイカストマシン
4か月前
株式会社エフ・シー・シー
ダイカスト金型
1か月前
芝浦機械株式会社
成形機用コントローラ及び成形機
4か月前
日本製鉄株式会社
連続鋳造装置
20日前
日鉄エンジニアリング株式会社
酸素開孔装置
1か月前
福田金属箔粉工業株式会社
溶浸用Cu系粉末
4か月前
フタバ産業株式会社
金属搬送機構
3か月前
三菱重工業株式会社
金型
22日前
日本製鉄株式会社
連続鋳造装置
22日前
大陽日酸株式会社
転写型シート状接合材
2か月前
冨士ダイス株式会社
エルボ管及びその製造方法
4か月前
山陽特殊製鋼株式会社
鋳造方法
3か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ