TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024074323
公報種別
公開特許公報(A)
公開日
2024-05-31
出願番号
2022185391
出願日
2022-11-21
発明の名称
型締装置
出願人
UBEマシナリー株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B22D
17/26 20060101AFI20240524BHJP(鋳造;粉末冶金)
要約
【課題】一体構造だと輸送におけるサイズの制限を超えるプラテンであっても、複数の部材に分割することによって、予め定められた貨物のサイズの制限内に収めることができる分割式構造のプラテンを備える型締装置を提供する。
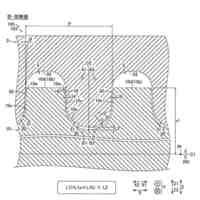
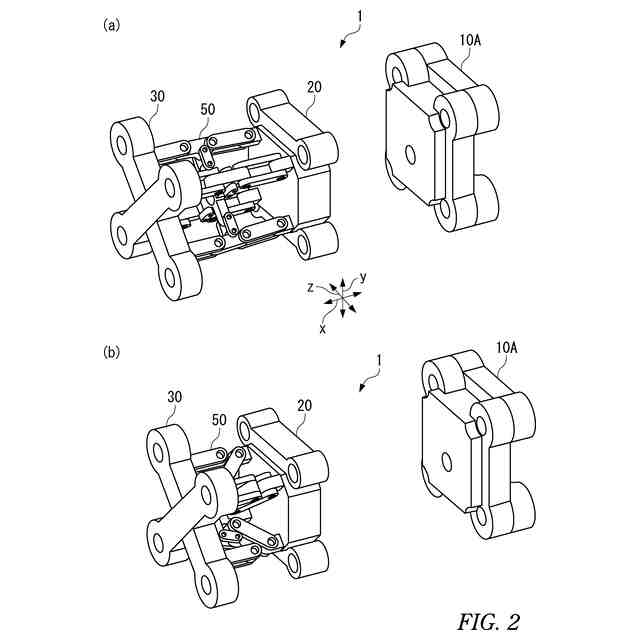
【解決手段】型締装置1は、固定プラテン10A(10B)および可動プラテン20を介して固定金型13と可動金型23に型締力を生じさせる複数のタイバー3と、複数のタイバー3に弾性力を生じさせるトグルリンク機構50と、トグルリンク機構50を支持するエンドプラテン30と、を備える。型締装置1のエンドプラテン30は、2のタイバー支持体303,305が交差して組み付けられている。タイバー支持体303,305は、タイバー3が貫通する2つの支持部303A,305Aと、2つの支持部303A,305Aを繋ぐ連結部303C,305Cとを備える。
【選択図】図7
特許請求の範囲
【請求項1】
固定金型を支持する固定プラテンと、
前記固定プラテンに対して進退移動可能に設けられ、可動金型を支持する可動プラテンと、
前記固定プラテンおよび前記可動プラテンを介して前記固定金型と前記可動金型に型締力を生じさせる複数のタイバーと、
複数の前記タイバーに弾性力を生じさせるトグルリンク機構と、
前記トグルリンク機構を支持するエンドプラテンと、を備え、
前記固定プラテン、前記可動プラテンおよび前記エンドプラテンの少なくとも1つは、
2つのタイバー支持体が交差して組み付けられており、
前記タイバー支持体は、
前記タイバーが貫通する2つの支持部と、
2つの前記支持部を繋ぐ連結部と、を備える、ことを特徴とする型締装置。
続きを表示(約 380 文字)
【請求項2】
それぞれの前記連結部の少なくとも一方は嵌合溝を備え、
2つの前記タイバー支持体は、前記嵌合溝の部分で互いに嵌合して組み付けられる、
請求項1に記載の型締装置。
【請求項3】
分割構造を有する前記固定プラテンは、
前記固定金型が取り付けられる固定板と、4つの前記タイバー支持体と、が組み付けられており、
4つの前記タイバー支持体は、前記固定板の周縁を取り囲むように配置される、
請求項1に記載の型締装置。
【請求項4】
分割構造を有する前記可動プラテンは、
前記可動金型が取り付けられる固定板と、2つの前記タイバー支持体と、が組み付けられており、
2つの前記タイバー支持体は、前記固定板の対向する2辺のそれぞれに沿って配置される、請求項1に記載の型締装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイカスト鋳造装置や射出成形機に用いられる、型締装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
ダイカスト鋳造装置や射出成形機において、固定プラテンに取り付けられた固定金型に対して、可動プラテンに取り付けられた可動金型を、型閉じ、型締めおよび型開きさせる型締機構により、これら2つの金型の型開閉を行わせ、型閉じさせた金型に型締力を付与させる。そして、射出機構により、溶融状態の軽金属や樹脂を、型締めさせた金型内部に形成される金型キャビティ内に射出充填させて、金型キャビティ内の軽金属や樹脂の冷却固化後にこれら2つの金型を開いて、所望の形状の成形品を得ることができる。
【0003】
ダイカスト鋳造装置の出荷の際には、輸送機械(飛行機、船舶、鉄道、自動車など)や輸送方法によって異なるが、法律、規則によって貨物の重量やサイズに制限が設けられている。そのため、製作工場から顧客工場にダイカスト鋳造装置を輸送するにあたり、型締機構は適切なユニットに分割される。それぞれのユニットは、法律等によって予め定められた重量やサイズの制限を超えない状態に梱包された貨物として輸送される。
【0004】
特に、貨物の重量やサイズの制限を超えることが懸念されるのは、自動車に載せて道路を通行することによって運ぶ陸送の場合の、貨物のサイズである。なお、自動車を使用して陸送する場合の貨物のサイズの制限は、道路交通法等で定められている。
【0005】
型締装置における代表的な仕様項目である型締力が40,000kN(4,000ton)以上の超大型ダイカスト鋳造装置の場合には、水平および垂直それぞれのタイバー間隔を示すタイバー内のり寸法、つまり、縦および横それぞれのプラテン寸法が大きくなる。従って、特に、自動車を使用する陸送において、プラテンの縦横サイズを制限の範囲内に収めることが必要であるが、設計の際にダイカスト鋳造装置としての能力を優先させると、制限範囲内の縦横サイズのプラテンを得るのが困難なことがある。
【0006】
固定プラテン、可動プラテンおよびエンドプラテンとも称されるエンドプラテンなどのプラテンは、例えば特許文献1に開示されるように、鋳造による一体構造の鋳物として製作されている。鋳物であるプラテンの材料としては、鋳鉄が選択されており、より詳しくは、専ら球状黒鉛鋳鉄が用いられている。
【先行技術文献】
【特許文献】
【0007】
特開2016-22658号公報
特開2009-12271号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
法律等による制限を超えるサイズのプラテンを自動車で輸送するためには、制限に収まるようにプラテンを分割することが想定される。特許文献2は、固定プラテンを、タイバー連結部材、金型取り付け板および型締力伝達板の3つの部材に分割することを提案する。しかし、特許文献2のタイバー連結部材は、薄肉とされているものの縦横サイズは一体構造のプラテンと同等である。したがって、特許文献2においても、型締力が40,000kN以上の超大型ダイカスト鋳造装置になると、貨物の制限内のサイズに確実に納めることができない。
【0009】
そこで本発明は、複数のユニットに分割することによって、予め定められた貨物のサイズの制限の範囲内に収めることができるのに加えて、型締に要求される強度を担保できる分割構造のプラテンを備える型締装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
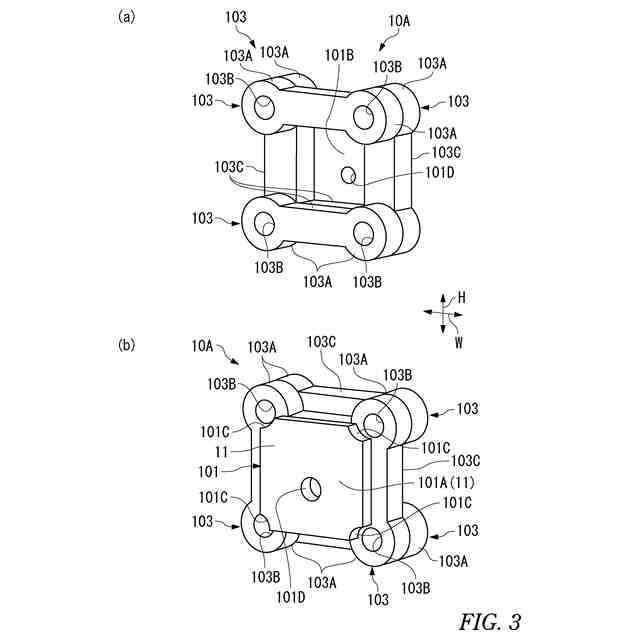
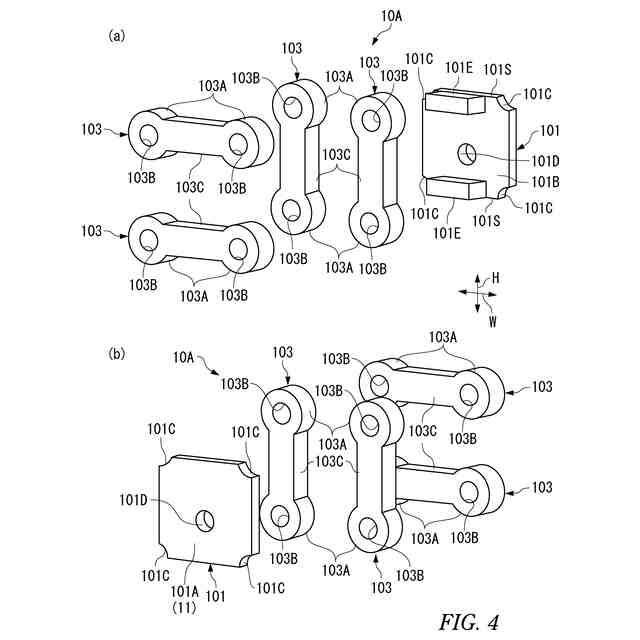
本発明の型締装置は、固定金型を支持する固定プラテンと、固定プラテンに対して進退移動可能に設けられ、可動金型を支持する可動プラテンと、固定プラテンおよび可動プラテンを介して固定金型と可動金型に型締力を生じさせる複数のタイバーと、複数のタイバーに弾性力を生じさせるトグルリンク機構と、トグルリンク機構を支持するエンドプラテンと、を備える。
固定プラテン、可動プラテンおよびエンドプラテンの少なくとも1つは、2つのタイバー支持体が交差して組み付けられている。タイバー支持体は、タイバーが貫通する2つの支持部と、2つの支持部を繋ぐ連結部と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
1か月前
芝浦機械株式会社
成形装置
24日前
トヨタ自動車株式会社
保持炉
2か月前
トヨタ自動車株式会社
鋳造装置
1か月前
トヨタ自動車株式会社
金型装置
1か月前
日本製鉄株式会社
電磁ブレーキ装置
1か月前
芝浦機械株式会社
ダイカストマシン
1か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
大同特殊鋼株式会社
金属粉末材料の製造方法
1か月前
トヨタ自動車株式会社
離型剤の塗布方法
2か月前
トヨタ自動車株式会社
ダイカスト鋳造装置
1か月前
日本鋳造株式会社
押湯切断方法および押湯
1か月前
トヨタ自動車株式会社
金型の温度制御方法
2か月前
JX金属株式会社
銅粉
10日前
トヨタ自動車株式会社
複合中子の製造方法
1か月前
旭有機材株式会社
低膨張鋳型用鋳物砂
2か月前
芝浦機械株式会社
ダイカストマシン
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
1か月前
フタバ産業株式会社
金属搬送機構
20日前
芝浦機械株式会社
成形機用コントローラ及び成形機
1か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
1か月前
福田金属箔粉工業株式会社
溶浸用Cu系粉末
1か月前
株式会社リコー
立体造形装置及び立体造形方法
13日前
冨士ダイス株式会社
エルボ管及びその製造方法
1か月前
山陽特殊製鋼株式会社
鋳造方法
18日前
株式会社IHI
造形方法及びサポート部材
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
UBEマシナリー株式会社
型締装置
23日前
住友金属鉱山株式会社
離型剤スラリーの散布方法
2か月前
セイコーエプソン株式会社
焼結用金属粉末
1か月前
トヨタ自動車株式会社
金型構造
1か月前
新東工業株式会社
解枠システム及び解枠方法
18日前
新東工業株式会社
鋳型造型方法及び鋳型材料
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ