TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024075978
公報種別
公開特許公報(A)
公開日
2024-06-05
出願番号
2022187284
出願日
2022-11-24
発明の名称
解枠システム及び解枠方法
出願人
新東工業株式会社
代理人
個人
,
個人
,
個人
主分類
B22D
29/02 20060101AFI20240529BHJP(鋳造;粉末冶金)
要約
【課題】鋳型を解砕機へ投入する作業の最適化を図ることができる技術を提供する。
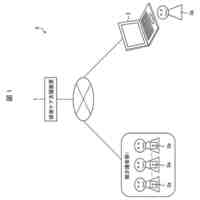
【解決手段】解枠システムは、鋳型が配置されるふるい格子とふるい格子を振動させる振動装置とを有する解砕機と、ふるい格子の振動の振幅を検出し、振幅データを出力する振幅センサと、振幅センサによって出力された振幅データと予め定められた値とを比較する制御部と、制御部による比較結果を報知する報知部とを備える。
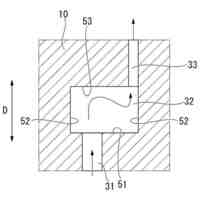
【選択図】図1
特許請求の範囲
【請求項1】
鋳型が配置されるふるい格子と前記ふるい格子を振動させる振動装置とを有する解砕機と、
前記ふるい格子の振動の振幅を検出し、振幅データを出力する振幅センサと、
前記振幅センサによって出力された前記振幅データと予め定められた値とを比較する制御部と、
前記制御部による比較結果を報知する報知部と、
を備える解枠システム。
続きを表示(約 1,000 文字)
【請求項2】
前記制御部は、前記鋳型が前記ふるい格子に配置された状態で前記ふるい格子を振動させる解枠処理中において、前記鋳型の前記解砕機への投入が可であること又は不可であることを前記比較結果として出力する、請求項1に記載の解枠システム。
【請求項3】
前記制御部は、前記鋳型が前記ふるい格子に配置された状態で前記ふるい格子を振動させる解枠処理中において、前記振幅センサによって出力された前記振幅データが前記予め定められた値以下となる場合に、次の前記鋳型の前記解砕機への投入が不可であることを示す情報を前記報知部に報知させる、請求項1又は2に記載の解枠システム。
【請求項4】
前記制御部は、前記鋳型が前記ふるい格子に配置された状態で前記ふるい格子を振動させる解枠処理中において、前記振幅センサによって出力された前記振幅データが前記予め定められた値よりも大きい場合に、前記解砕機へ次の前記鋳型の投入が可であることを示す情報を前記報知部に報知させる、請求項1又は2に記載の解枠システム。
【請求項5】
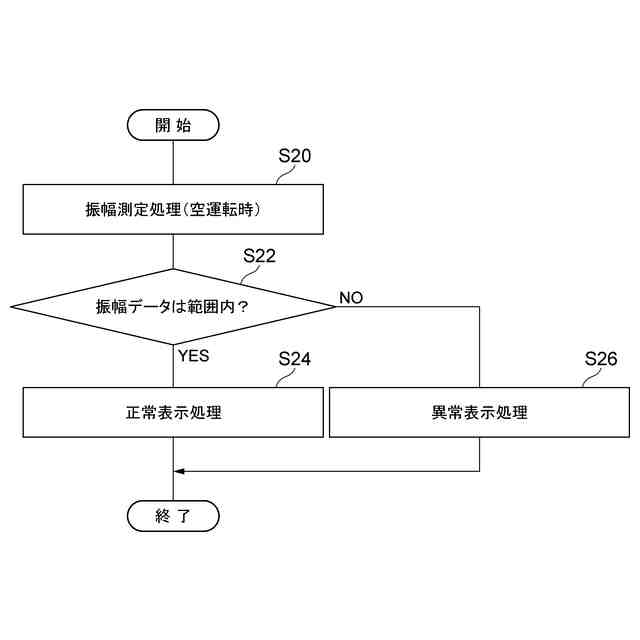
前記制御部は、前記ふるい格子に前記鋳型を配置せずに前記ふるい格子を振動させる空運転時に前記振幅センサによって出力された前記振幅データが予め定められた範囲内でない場合に、前記報知部に前記解砕機の異常を報知させる、請求項1又は2に記載の解枠システム。
【請求項6】
前記鋳型を前記ふるい格子に配置する搬送装置をさらに備え、
前記搬送装置は、前記振幅センサによって出力された前記振幅データが前記予め定められた値よりも大きい場合に次の鋳型を前記ふるい格子に配置する、
請求項1又は2に記載の解枠システム。
【請求項7】
前記振幅センサによって出力された前記振幅データを保存する記憶装置をさらに備える請求項1又は2に記載の解枠システム。
【請求項8】
鋳型をふるい格子に配置するステップと、
前記ふるい格子を振動装置によって振動させるステップと、
振幅センサを用いて前記ふるい格子の振動の振幅を検出し、振幅データを出力するステップと、
前記振幅センサによって出力された前記振幅データと予め定められた値とを比較するステップと、
比較結果を報知するステップと、
を備える解枠方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、解枠システム及び解枠方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
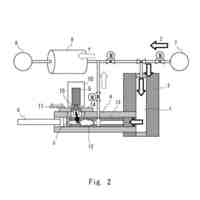
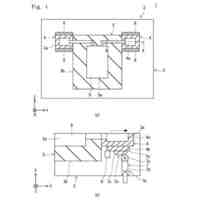
特許文献1は、鋳型から製品を取り出す解枠システムを開示する。解枠システムは、ふるい格子を有する振動トラフを振動モータで振動させる解砕機、及び、解砕機へ鋳型を投入するシリンダを備える。
【先行技術文献】
【特許文献】
【0003】
特開2002-035923号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1記載の解枠システムにおいて、解枠処理の効率を向上させるために、できるだけ多くの鋳型を解砕機に投入し、一度に処理させることが考えられる。しかしながら、投入された鋳型の重さによって解砕機の振動が弱まり、かえって解枠処理の時間が延長し、解枠処理の効率が低下するおそれがある。本開示は、鋳型を解砕機へ投入する作業の最適化を図ることができる技術を提供する。
【課題を解決するための手段】
【0005】
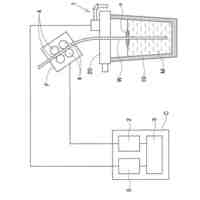
本開示の一側面に係る解枠システムは、解砕機、振幅センサ、制御部、及び報知部を備える。解砕機は、ふるい格子及び振動装置を有する。ふるい格子は、鋳型が配置される。振動装置は、ふるい格子を振動させる。振幅センサは、ふるい格子の振動の振幅を検出し、振幅データを出力する。制御部は、振幅センサによって出力された振幅データと予め定められた値とを比較する。報知部は、制御部による比較結果を報知する。
【0006】
この解枠システムによれば、振幅センサによって出力された振幅データと予め定められた値との比較結果が報知部によって報知される。予め定められた値は、例えば、解枠処理の効率が低下することが確認されている振動に係る振幅である。作業員は、報知部によって報知された比較結果を確認し、十分な振動がなされているかを判断した上で次の鋳型を投入できる。このため、解枠システムは、鋳型を解砕機へ適切なタイミングで投入させることができる。よって、解枠システムは、鋳型を解砕機へ投入する作業の最適化を図ることができる。
【0007】
一実施形態においては、制御部は、鋳型がふるい格子に配置された状態でふるい格子を振動させる解枠処理中において、鋳型の解砕機への投入が可であること又は不可であることを比較結果として出力してもよい。この解枠システムは、鋳型の解砕機への投入可否を出力することにより、鋳型を解砕機へ適切なタイミングで投入させることができる。
【0008】
一実施形態においては、制御部は、鋳型がふるい格子に配置された状態でふるい格子を振動させる解枠処理中において、振幅センサによって出力された振幅データが予め定められた値以下である場合に、次の鋳型の解砕機への投入が不可であることを示す情報を報知部に報知させてもよい。振幅センサによって出力された振幅データが予め定められた値以下である場合には振幅が十分でないことから、投入された鋳型が予定時間内に十分に解砕されないおそれがある。作業員は、報知部による報知によって次の鋳型を投入しないと判断できる。このため、解枠システムは、鋳型が解砕機へ不適切なタイミングで投入されることを回避できる。
【0009】
一実施形態においては、制御部は、鋳型がふるい格子に配置された状態でふるい格子を振動させる解枠処理中において、振幅センサによって出力された振幅データが予め定められた値よりも大きい場合に、次の鋳型の解砕機への投入が可であることを示す情報を報知部に報知させてもよい。振幅センサによって出力された振幅データが予め定められた値よりも大きい場合には振幅が十分であることから、投入された鋳型が予定時間内に解砕されると想定される。作業員は、報知部による報知によって次の鋳型を投入すると判断できる。このため、解枠システムは、鋳型を解砕機へ適切なタイミングで投入させることができる。
【0010】
一実施形態においては、制御部は、ふるい格子に鋳型を配置せずにふるい格子を振動させる空運転時に振幅センサによって出力された振幅データが予め定められた範囲内でない場合に、報知部に解砕機の異常を報知させてもよい。空運転時の振幅データは、無負荷時におけるデータであるため、解砕機に不具合が発生していない場合には大きく変化しない。解枠システムは、空運転時の振幅データが予め定められた範囲内であるか否かを判定することで、解砕機の異常を検知できる。作業員は、報知部による報知によって解砕機の異常を認識することで、設備が故障する前に対策できる。このため、解枠システムは、設備の性能の劣化を発見できるため、設備の故障によるダウンタイムを削減でき、予防保全に貢献できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新東工業株式会社
積層造形品の処理方法
1日前
新東工業株式会社
排泄ケア支援装置及び排泄ケア支援方法
1か月前
新東工業株式会社
光合成微生物回収装置及び光合成微生物回収方法
12日前
新東工業株式会社
情報処理装置、アルコールチェッカ、及びアルコール測定システム
1か月前
新東工業株式会社
検査装置、及び検査方法
1か月前
ユニチカ株式会社
集電材
13日前
三菱マテリアル株式会社
粉末材料
1か月前
株式会社シマノ
射出成形装置
2か月前
日本製鉄株式会社
モールドパウダー
26日前
トヨタ自動車株式会社
溶湯供給装置
2か月前
芝浦機械株式会社
成形機
13日前
トヨタ自動車株式会社
ダイカスト金型
3か月前
ノリタケ株式会社
ニッケル粉末
12日前
株式会社日本高熱工業社
離型剤塗布装置
3か月前
オークマ株式会社
ワークの加工方法
1か月前
本田技研工業株式会社
金型装置
1か月前
JX金属株式会社
銅粉
3か月前
株式会社瓢屋
押湯空間形成部材
1か月前
東洋電化工業株式会社
溶湯用送線装置
2か月前
株式会社エフ・シー・シー
ダイカスト金型
1か月前
ノリタケ株式会社
粉体材料およびその利用
1か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
12日前
フタバ産業株式会社
金属搬送機構
3か月前
日本製鉄株式会社
連続鋳造装置
20日前
日鉄エンジニアリング株式会社
酸素開孔装置
1か月前
日本製鉄株式会社
連続鋳造装置
22日前
三菱重工業株式会社
金型
22日前
大陽日酸株式会社
転写型シート状接合材
2か月前
株式会社神戸製鋼所
スラブの製造方法
12日前
株式会社リコー
立体造形装置及び立体造形方法
3か月前
山陽特殊製鋼株式会社
鋳造方法
3か月前
日本製鉄株式会社
連続鋳造用浸漬ノズル
13日前
品川リフラクトリーズ株式会社
モールドパウダー
1か月前
山陽特殊製鋼株式会社
肉盛用粉末
1か月前
山陽特殊製鋼株式会社
肉盛用粉末
1か月前
品川リフラクトリーズ株式会社
モールドパウダー
5日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ