TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024069928
公報種別
公開特許公報(A)
公開日
2024-05-22
出願番号
2022180225
出願日
2022-11-10
発明の名称
金型構造
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
B22D
17/22 20060101AFI20240515BHJP(鋳造;粉末冶金)
要約
【課題】3枚型の金型にファンゲートを適用する。
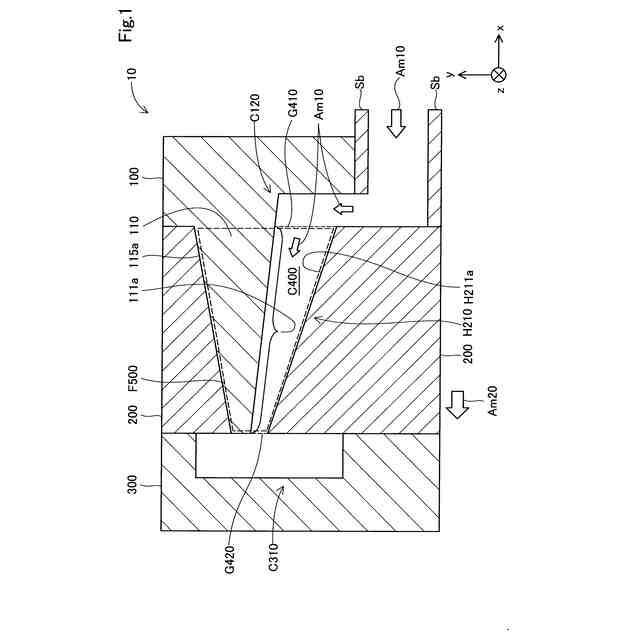
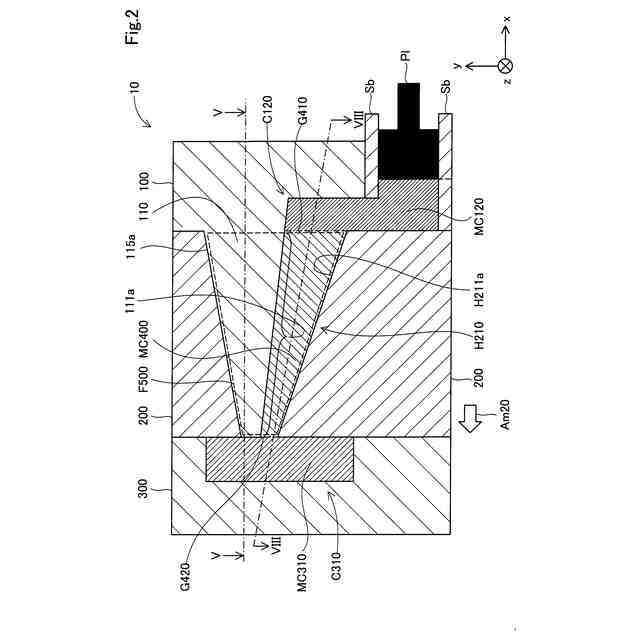
【解決手段】金型構造は、溶湯を入れる固定型から移動でき、固定型と組み、湯道を画定する中間型と、中間型から移動でき、固定型と中間型と組み、キャビティを画定する可動型と、を備え、中間型は、固定型から移動方向に貫通し、湯道の一部を画定する貫通孔を備え、固定型は、中間型に向かって突出し、固定型が中間型と組み、貫通孔内で湯道の他の一部を画定する突出部を備え、貫通孔と突出部は、中間型が固定型から離隔方向に沿って、幅が大きく、厚みが小さくなる湯道を画定し、突出部と湯道が占める空間が、中間型が固定型から離隔方向に沿って一定または小さくなる断面を有する形状であり、突出部の表面のうち湯道の厚み方向の一方の端を画定する面が、中間型が固定型から離隔方向に対して、貫通孔の内面のうち湯道の厚み方向の他方の端を画定する面と同じ方向に傾斜する、ように構成される。
【選択図】図1
特許請求の範囲
【請求項1】
金型構造であって、
溶融金属を供給するスプルーブッシュと接続された固定型と、
前記固定型に対して移動でき、前記固定型と組み合わせた状態において、湯道を画定する中間型と、
前記中間型に対して移動でき、前記固定型および前記中間型と組み合わせた状態において、前記湯道に接続されたキャビティを画定する可動型と、を備え、
前記中間型は、前記中間型が前記固定型に対して移動する方向に貫通する貫通孔であって、前記湯道の一部を画定する前記貫通孔を備え、
前記固定型は、前記中間型に向かって突出しており、前記固定型が前記中間型と組み合わせた状態において、前記貫通孔内に位置する突出部であって、前記湯道の他の一部を画定する前記突出部を備え、
前記貫通孔と前記突出部は、
前記中間型が前記固定型から離れる方向に沿って、幅が大きくなりかつ厚みが小さくなる前記湯道を画定し、
前記突出部と前記湯道が占める空間が、前記中間型が前記固定型から離れる前記方向に沿って一定または小さくなる断面を有する形状であり、
前記突出部の表面のうち前記湯道の前記厚み方向の一方の端を画定する面が、前記中間型が前記固定型から離れる前記方向に対して、前記貫通孔の内面のうち前記湯道の前記厚み方向の他方の端を画定する面と同じ方向に傾斜する、ように構成されている、
金型構造。
発明の詳細な説明
【技術分野】
【0001】
本開示は、金型構造に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
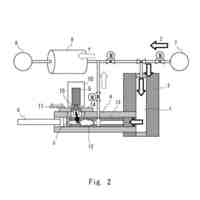
金型鋳造の技術として、成形品の中央にゲートを配した3枚型センターゲートの金型構造がある。これは、キャビティ内において溶湯が流れる距離を短くする技術として用いられる。3枚型センターゲートの金型構造は、溶湯を注入する固定型と、湯道を形成する中間型と、キャビティを有する可動型により構成される。3枚型センターゲートの金型構造では、湯道に残った材料は、中間型が可動型と共に固定型から離れることで中間型から抜き取られる。このとき、湯道に残った材料は、固定型に付着した状態である。すなわち、中間型内の湯道に残った材料は、可動型および中間型の固定型からの離隔の方向とは、逆方向に抜き取られる。
【0003】
従来の3枚型センターゲートの金型構造は、例えば、特許文献1に記載されているように、中間型に形成するゲート形状にピンゲート形状を採用している場合が多い。これは、ピンゲート形状の場合、湯道に残った材料に抜き勾配が形成されるためである。この抜き勾配とは、湯道に残った材料を固定型方向に抜くために必要な勾配である。具体的には、この抜き勾配は、中間型が固定型から離隔する方向に湯道が先細りするように形成された勾配である。ピンゲート形状の湯道は、ゲートの面積が湯口の面積よりも小さい。
【0004】
また、3枚型センターゲートの金型構造には、コーンゲート形状が採用される場合もある。コーンゲート形状は、成形品の中央付近に開口部が存在する場合に採用できる。コーンゲート形状のゲートは、開口部の端部に沿って形成される。さらに、コーンゲート形状は、湯口からゲートにかけて、一部に中空を有する円錐状に湯道が形成される。よって、コーンゲート形状は、後に説明するゲート面積を、成形品の開口部の形状および大きさに応じて設計できる自由度が高い点が、ピンゲート形状にはない特長である。しかし、コーンゲート形状は、ピンゲート形状とは逆向きの抜き勾配が形成される。このため、コーンゲート形状を採用する場合は、中間型を固定型から離隔する際に、湯道に残った材料を固定型から切断する工程が必要である。この工程後、可動型が中間型から離隔する際に、コーンゲート形状の湯道に残った材料が抜き取られる。
【0005】
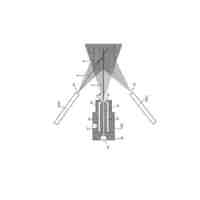
ゲート形状は、抜き勾配以外の機能も有する。その機能の一つとして、ゲートは、その厚みを薄く設定されることにより、溶湯中に含まれる初期凝固片を粉砕できる。初期凝固片とは、注湯時に湯道や金型以外で発生する凝固片である。金型鋳造では、初期凝固片は湯道の壁面に衝突することで粉砕される。この衝突は、ゲートの厚みを狭めることにより発生する。この初期凝固片の粉砕を可能にしつつ、開口面積を大きくする技術として、ファンゲート形状という技術がある。ファンゲート形状は、湯道の断面が湯口からゲートにかけて幅方向に広がり、かつ厚み方向に狭まる、という形状をしている。したがって、ファンゲート形状は、ゲートの厚みを狭めることで、初期凝固片の粉砕ができる。さらに、ファンゲート形状は、ゲートの幅を広げることで、ゲートの面積を大きくできる。ゲートの面積を変えることにより、ファンゲート形状は、ゲート速度を調整もできる。ゲート速度とは、ゲートにおける溶湯の流れる速度である。ゲート速度が速いほど、金型の溶損が激しくなる。したがって、ファンゲート形状は、ゲート速度を調整する技術としても用いられる。
【先行技術文献】
【特許文献】
【0006】
特開2006-150635号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、従来の3枚型センターゲートの金型構造では、ファンゲート形状の採用において課題がある。ファンゲート形状の湯道は、前述のとおり、湯道の断面が湯口からゲートにかけて幅方向に広がる。すなわち、ファンゲート形状の湯道は、可動型の離隔方向にかけて広がる。よって、抜き勾配は、ピンゲート形状とは逆方向に形成される。したがって、ファンゲート形状においては、コーンゲート形状と同様に、湯道に残った材料は固定型から切断された後に、湯道から抜きとられる。しかし、切断工程の追加は、製造負荷の高めるという課題となる。
【0008】
一方、ピンゲート形状は、初期凝固片の粉砕のために、ゲートの厚みを変更することが困難である。ピンゲート形状のゲートの面積は、ゲートの厚みにより変化する。よって、ゲートの厚みを薄くすることで、ゲートの面積が小さくなる。その結果、ゲート速度が上がるため、金型の溶損が激しくなる。さらに、ゲート面積は、小さいほど湯流れを悪化させる。ファンゲート形状は、ゲートの厚みを維持した状態で、ゲートの幅を製品に合わせて広げることにより湯流れを改善することができる。
【0009】
したがって、3枚型センターゲートの金型構造にファンゲート形状を適用する技術が求められていた。
【課題を解決するための手段】
【0010】
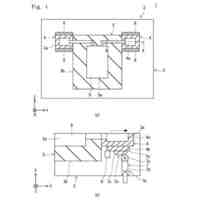
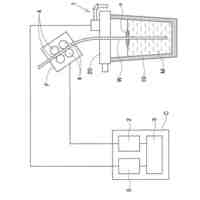
本開示の一形態によれば、金型構造が提供される。この金型構造は、溶融金属を供給するスプルーブッシュと接続された固定型と、前記固定型に対して移動でき、前記固定型と組み合わせた状態において、湯道を画定する中間型と、前記中間型に対して移動でき、前記固定型および前記中間型と組み合わせた状態において、前記湯道に接続されたキャビティを画定する可動型と、を備え、前記中間型は、前記中間型が前記固定型に対して移動する方向に貫通する貫通孔であって、前記湯道の一部を画定する前記貫通孔を備え、前記固定型は、前記中間型に向かって突出しており、前記固定型が前記中間型と組み合わせた状態において、前記貫通孔内に位置する突出部であって、前記湯道の他の一部を画定する前記突出部を備え、前記貫通孔と前記突出部は、前記中間型が前記固定型から離れる方向に沿って、幅が大きくなりかつ厚みが小さくなる前記湯道を画定し、前記突出部と前記湯道が占める空間が、前記中間型が前記固定型から離れる前記方向に沿って一定または小さくなる断面を有する形状であり、前記突出部の表面のうち前記湯道の前記厚み方向の一方の端を画定する面が、前記中間型が前記固定型から離れる前記方向に対して、前記貫通孔の内面のうち前記湯道の前記厚み方向の他方の端を画定する面と同じ方向に傾斜する、ように構成されている。
このような態様とすれば、固定型および中間型により、中間型が固定型から離れる方向に沿って、幅が大きくなりかつ厚みが小さくなる湯道が形成される。すなわち、ファンゲート形状の湯道が形成される。さらに、突出部と湯道が占める空間は、中間型が固定型から離れる方向に沿って小さくなる断面を有する形状である。よって、湯道で固化した材料と突出部は、中間型の貫通孔から抜ける。このうえ、突出部の表面のうち湯道の厚み方向の一方の端を画定する表面は、傾斜を有する。この傾斜は、中間型が固定型から離れる方向に対して、貫通孔の内面のうち湯道の厚み方向の他方の端を画定する表面と同じ方向の傾斜である。よって、本開示の金型構造は、スプルーブッシュを通じてプランジャにより湯道で固化した材料を押すことで、湯道で固化した材料を固定型からはずせる。したがって、3枚型センターゲートの金型構造にファンゲート形状が適用できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
13日前
三菱マテリアル株式会社
粉末材料
1か月前
株式会社シマノ
射出成形装置
2か月前
日本製鉄株式会社
モールドパウダー
26日前
トヨタ自動車株式会社
溶湯供給装置
2か月前
芝浦機械株式会社
成形機
13日前
トヨタ自動車株式会社
ダイカスト金型
3か月前
ノリタケ株式会社
ニッケル粉末
12日前
株式会社日本高熱工業社
離型剤塗布装置
3か月前
本田技研工業株式会社
金型装置
1か月前
オークマ株式会社
ワークの加工方法
1か月前
株式会社瓢屋
押湯空間形成部材
1か月前
東洋電化工業株式会社
溶湯用送線装置
2か月前
株式会社エフ・シー・シー
ダイカスト金型
1か月前
ノリタケ株式会社
粉体材料およびその利用
1か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
12日前
日本製鉄株式会社
連続鋳造装置
22日前
日本製鉄株式会社
連続鋳造装置
20日前
三菱重工業株式会社
金型
22日前
日鉄エンジニアリング株式会社
酸素開孔装置
1か月前
大陽日酸株式会社
転写型シート状接合材
2か月前
株式会社神戸製鋼所
スラブの製造方法
12日前
日本製鉄株式会社
連続鋳造用浸漬ノズル
13日前
品川リフラクトリーズ株式会社
モールドパウダー
5日前
品川リフラクトリーズ株式会社
モールドパウダー
1か月前
山陽特殊製鋼株式会社
肉盛用粉末
1か月前
山陽特殊製鋼株式会社
肉盛用粉末
1か月前
黒崎播磨株式会社
連続鋳造用ノズル
2か月前
UBEマシナリー株式会社
ダイカストマシンの生産管理システム
27日前
UBEマシナリー株式会社
ダイカストマシンの生産管理システム
1か月前
日本製鉄株式会社
連続鋳造方法
22日前
リョービ株式会社
ダイカスト法
1か月前
UBEマシナリー株式会社
ダイカストマシンの生産管理システム
1か月前
黒崎播磨株式会社
連続鋳造用ノズル
1か月前
フタバ産業株式会社
金属成形物の製造方法
2か月前
ユニチカ株式会社
複合ナノワイヤーおよび電波吸収材
13日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ