TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024099390
公報種別
公開特許公報(A)
公開日
2024-07-25
出願番号
2023003307
出願日
2023-01-12
発明の名称
連続鋳造用ノズル
出願人
黒崎播磨株式会社
代理人
弁理士法人英和特許事務所
主分類
B22D
11/10 20060101AFI20240718BHJP(鋳造;粉末冶金)
要約
【課題】ストッパーに嵌合する条件で使用される外挿式の連続鋳造用ノズルにおいて、貫通孔から吐出するガスの吐出量が低下することを抑制する。
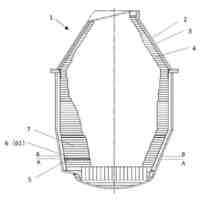
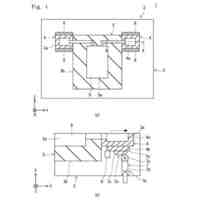
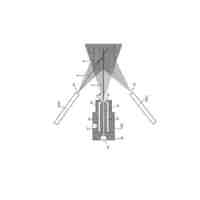
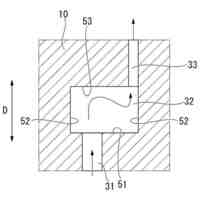
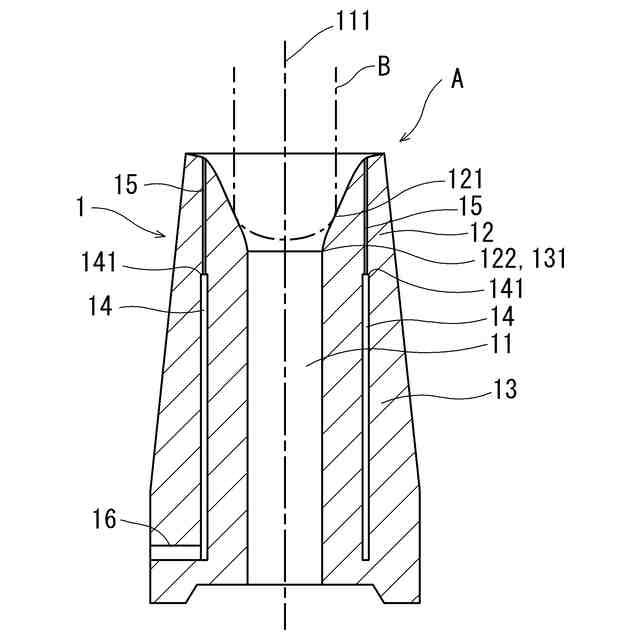
【解決手段】溶鋼の連続鋳造において溶鋼の流量を制御するストッパーBの下方に位置してストッパーBと嵌合すると共に溶鋼容器の外側から着脱される外挿式の連続鋳造用ノズルAであって、溶鋼が通過する内孔11を上下方向に有する耐火物からなるノズル本体1を備える。ノズル本体1は、ストッパーBと嵌合する嵌合部121を含むと共に内孔11の径がノズル本体1の上端に向けて拡大する拡径部12と、拡径部12の下端から下方に向けて連続すると共に内孔11がストレート状であるストレート部13とを一体的に有する。ガスプール14をストレート部13にのみ設け、ガスプール14と連通し拡径部12からガスを吐出する貫通孔15をノズル本体1に設けた。
【選択図】図1
特許請求の範囲
【請求項1】
溶鋼の連続鋳造において溶鋼の流量を制御するストッパーの下方に位置して前記ストッパーと嵌合すると共に溶鋼容器の外側から着脱される外挿式の連続鋳造用ノズルであって、
溶鋼が通過する内孔を上下方向に有する耐火物からなるノズル本体を備え、
前記ノズル本体は、前記ストッパーと嵌合する嵌合部を含むと共に前記内孔の径が前記ノズル本体の上端に向けて拡大する拡径部と、前記拡径部の下端から下方に向けて連続すると共に前記内孔がストレート状であるストレート部とを一体的に有し、
ガスプールを前記ストレート部にのみ設け、
前記ガスプールと連通し前記拡径部からガスを吐出する貫通孔を前記ノズル本体に設けている、連続鋳造用ノズル。
続きを表示(約 86 文字)
【請求項2】
前記ガスプールの上端が、前記ストレート部の上端を基準として下方の10mm以上100mm以下の範囲内にある、請求項1に記載の連続鋳造用ノズル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶鋼の連続鋳造において、タンディッシュなどの溶鋼容器から溶鋼を排出する際の流量制御を行うストッパーに嵌合する連続鋳造用ノズルに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
溶鋼の連続鋳造において、ストッパーと連続鋳造用ノズルのノズル本体との嵌合部を含む嵌合領域には、アルミナ等の介在物が付着して流量制御が困難になることがある。このような嵌合領域への介在物付着防止対策として、例えば特許文献1には、ノズル本体に設けたガスプールと連通する貫通孔から嵌合領域へガスを吐出する貫通孔式の連続鋳造用ノズルが開示されている。
【0003】
ところで、連続鋳造用ノズルは、タンディッシュなどの溶鋼容器への着脱方式において例えば特許文献2の段落0003にも示されているように、溶鋼容器の外側から着脱する「外挿式」と、溶鋼容器の内側から着脱する「内挿式」と大別される。「外挿式」の場合、溶鋼容器の外側から着脱できるようにするため、ノズル本体はその外径が上方に向かうにつれて縮小する形状を有し、「内挿式」の場合、溶鋼容器の内側から着脱できるようにするため、ノズル本体はその外径が下方に向かうにつれて縮小する形状を有する。すなわち、特許文献1に開示されている連続鋳造用ノズルは「内挿式」である。
【先行技術文献】
【特許文献】
【0004】
特開2020-146702号公報
特開平10-305357号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明者らが、外挿式の連続鋳造用ノズルにおいてノズル本体にガスプールと貫通孔を設け、ストッパーに嵌合する条件で試験を重ねたところ、貫通孔から吐出するガスの吐出量が低下する現象が散見された。
【0006】
本発明が解決しようとする課題は、ストッパーに嵌合する条件で使用される外挿式の連続鋳造用ノズルにおいて、貫通孔から吐出するガスの吐出量が低下することを抑制することにある。
【課題を解決するための手段】
【0007】
本発明者らが、貫通孔から吐出するガスの吐出量が低下する現象の見られた連続鋳造用ノズルを回収しその断面等を調査したところ、ストッパーとの嵌合部を含むノズル本体上部に亀裂の発生が見られ、この亀裂が貫通孔又はガスプールにつながることでガス漏れが生じ、結果としてガスの背圧が低下しガスの吐出量が低下する現象が発生することがわかった。また、このような現象は「外挿式」の場合に特に発生しやすいこともわかった。すなわち「外挿式」の場合、ノズル本体はその外径が上方に向かうにつれて縮小する形状を有するため、ストッパーとの嵌合部を含むノズル本体上部では耐火物の厚みが特に薄くなり、その結果、亀裂が発生しやすくなる。
【0008】
このような現状分析に基づき本発明者らは、上記課題を解決するためには、ガスプールをストッパーとの嵌合部を含むノズル本体上部(後述する「拡径部」)には設けず、その下方(後述する「ストレート部」)にのみ設けることが有効であるとの知見を得、本発明を完成させるに至った。
【0009】
すなわち、本発明の一観点によれば次の連続鋳造用ノズルが提供される。
溶鋼の連続鋳造において溶鋼の流量を制御するストッパーの下方に位置して前記ストッパーと嵌合すると共に溶鋼容器の外側から着脱される外挿式の連続鋳造用ノズルであって、
溶鋼が通過する内孔を上下方向に有する耐火物からなるノズル本体を備え、
前記ノズル本体は、前記ストッパーと嵌合する嵌合部を含むと共に前記内孔の径が前記ノズル本体の上端に向けて拡大する拡径部と、前記拡径部の下端から下方に向けて連続すると共に前記内孔がストレート状であるストレート部とを一体的に有し、ガスプールを前記ストレート部にのみ設け、
前記ガスプールと連通し前記拡径部からガスを吐出する貫通孔を前記ノズル本体に設けている、連続鋳造用ノズル。
【発明の効果】
【0010】
本発明によれば、ストッパーに嵌合する条件で使用される外挿式の連続鋳造用ノズルにおいて、貫通孔から吐出するガスの吐出量が低下することを抑制することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
黒崎播磨株式会社
マッド材
1か月前
黒崎播磨株式会社
製銑用耐火物
25日前
黒崎播磨株式会社
AOD炉のライニング構造
22日前
黒崎播磨株式会社
不焼成塩基性れんがの製造方法
1か月前
黒崎播磨株式会社
不焼成塩基性れんがの製造方法
1か月前
黒崎播磨株式会社
タンディッシュ内張り用キャスタブル
25日前
イソライト工業株式会社
断熱シート及びその製造方法
21日前
ユニチカ株式会社
集電材
1か月前
株式会社松風
歯科用埋没材
22日前
個人
鋼の連続鋳造鋳片の切断装置
7日前
三菱マテリアル株式会社
粉末材料
2か月前
日本製鉄株式会社
棒状部材
22日前
トヨタ自動車株式会社
溶湯供給装置
4か月前
株式会社シマノ
射出成形装置
4か月前
日本製鉄株式会社
モールドパウダー
2か月前
芝浦機械株式会社
成形機
1か月前
トヨタ自動車株式会社
ダイカスト金型
4か月前
ノリタケ株式会社
ニッケル粉末
1か月前
株式会社日本高熱工業社
離型剤塗布装置
4か月前
株式会社プロテリアル
ブロック継手の製造方法
1か月前
トヨタ自動車株式会社
鋳造製品の製造方法
28日前
オークマ株式会社
ワークの加工方法
2か月前
本田技研工業株式会社
金型装置
2か月前
JX金属株式会社
銅粉
4か月前
株式会社瓢屋
押湯空間形成部材
2か月前
東洋電化工業株式会社
溶湯用送線装置
4か月前
旭化成株式会社
焼結体の製造方法
23日前
株式会社リコー
焼結体の製造方法
1か月前
株式会社昭工舎
焼結体の製造方法
7日前
ノリタケ株式会社
粉体材料およびその利用
2か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
1か月前
株式会社エフ・シー・シー
ダイカスト金型
2か月前
福田金属箔粉工業株式会社
粉末冶金用粉末
17日前
日本製鉄株式会社
連続鋳造装置
1か月前
日本製鉄株式会社
連続鋳造装置
1か月前
三菱重工業株式会社
金型
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ