TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024106361
公報種別
公開特許公報(A)
公開日
2024-08-08
出願番号
2023010582
出願日
2023-01-27
発明の名称
ダイカストマシンの生産管理システム
出願人
UBEマシナリー株式会社
代理人
主分類
B22D
17/32 20060101AFI20240801BHJP(鋳造;粉末冶金)
要約
【課題】視認性の高いダイカストマシンの状態管理や鋳造品の品質管理等の生産管理を行う生産管理システムを提供することを目的とする。
【解決手段】金型キャビティ内に溶湯を射出充填して鋳造品を製造するダイカストマシンから収集した鋳造データを用いて生産管理を行う、ダイカストマシンの生産管理システムにおいて、鋳造データに識別情報をつけて保存する鋳造データ保存部と、鋳造データ保存部から少なくとも1つ以上の鋳造データを抽出し波形グラフに変換して表示する波形表示部と、波形グラフに特定領域を指定する特定領域指定部と、を備え、波形グラフに特定領域を重ね書き表示するとともに、特定領域を識別可能とする。
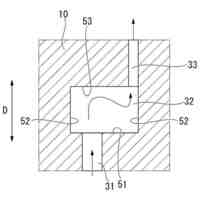
【選択図】図1
特許請求の範囲
【請求項1】
金型キャビティ内に溶湯を射出充填して鋳造品を製造するダイカストマシンから収集した鋳造データを用いて生産管理を行う、ダイカストマシンの生産管理システムにおいて、
前記鋳造データに識別情報をつけて保存する鋳造データ保存部と、前記鋳造データ保存部から少なくとも1つ以上の前記鋳造データを抽出し波形グラフに変換して表示する波形表示部と、前記波形グラフに特定領域を指定する特定領域指定部と、を備え、
前記波形グラフに前記特定領域を重ね書き表示するとともに、前記特定領域を識別可能とする、ことを特徴とするダイカストマシンの生産管理システム。
続きを表示(約 150 文字)
【請求項2】
前記特定領域は、前記波形グラフの特徴の定義付けを行う学習区間の領域である、請求項1に記載のダイカストマシンの生産管理システム。
【請求項3】
前記特定領域は、正常範囲と異常範囲の識別を行う閾値で区分けした領域である、請求項1に記載のダイカストマシンの生産管理システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型キャビティ内に溶湯を射出充填して鋳造品を製造するダイカストマシンから収集した鋳造データを用いて生産管理を行う、ダイカストマシンの生産管理システムに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
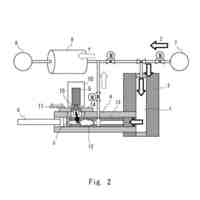
所定の組成に調整したアルミニウム合金等の金属を加熱溶融した溶湯を、鋳造金型を型締して形成される金型キャビティに向けて射出部から射出充填して、鋳造品を製造する工程を鋳造といい、鋳造する設備をダイカストマシンという。ここで、鋳造の生産性を高めるために、予め設定した判定基準値と、ダイカストマシンから収集した鋳造データを比較して、ダイカストマシンの状態管理や鋳造品の品質管理等の生産管理を行う手段が広く用いられている。
【0003】
例えば、特許文献1に示すように、良品ショット時の鋳造データを波形グラフとして表示する手段を備え、この波形グラフに生産中の鋳造データを重ね書き表示することで、良品ショット時との差異の視認性が高まり、鋳造条件の再調整作業等が効率良くできる生産管理システムが提案されている。ここで、鋳造データは、射出プランジャの移動速度、プランジャ位置、射出圧力とし、波形グラフの線の形や色分け等で視認性を高めている。
【0004】
また、特許文献2に示すように、鋳造金型に設けたガス抜き空間からを金型キャビティ空間内のガス抜きと鋳造を行うダイカストマシンにおいて、ガス抜き空間に溶湯が到達するタイミングを正確に判定することで、高品質な鋳造品の安定生産を得る生産管理システムが提案されている。ここで、鋳造データは、射出プランジャの前進移動速度、鋳造圧力、射出プランジャの移動距離とし、判定基準値は予め設定した閾値を用いる。この鋳造データと閾値を比較することで、ガス抜き空間に溶湯が到達するタイミングを正確に判定できるとされている。
【先行技術文献】
【特許文献】
【0005】
特開平9-271925号公報
特開2014-65062号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ここで、特許文献1に示す手段は、波形グラフの重ね書き表示により視認性が高められているが、正常範囲と異常範囲を識別する判定基準値に準じたものを備えていない。そのために、ダイカストマシンの状態管理や鋳造品の品質管理等の生産管理は曖昧となる。また、特許文献2に示す手段は、閾値という明確な判定基準値を備えているので、精度の高い生産管理が実現できる。なお、閾値と鋳造データの比較評価等は制御装置内で行われ、オモテ化されてないために視認性が低く、例えば、鋳造作業を操作するオペレータ等には生産管理の過程を確認することができない。その結果、例えば、オペレータが異常状態を見落とす、あるいは、異常状態の兆候を確認できずに放置されることが予想され、生産管理の効率低下を誘引する危険性を含んでいる。
【0007】
そこで、本発明は、視認性の高いダイカストマシンの状態管理や鋳造品の品質管理等の生産管理を行う生産管理システムを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明のダイカストマシンの生産管理システムは、
金型キャビティ内に溶湯を射出充填して鋳造品を製造するダイカストマシンから収集した鋳造データを用いて生産管理を行う、ダイカストマシンの生産管理システムにおいて、
前記鋳造データに識別情報をつけて保存する鋳造データ保存部と、前記鋳造データ保存部から少なくとも1つ以上の前記鋳造データを抽出し波形グラフに変換して表示する波形表示部と、前記波形グラフに特定領域を指定する特定領域指定部と、を備え、
前記波形グラフに前記特定領域を重ね書き表示するとともに、前記特定領域を識別可能とする、ことを特徴とする。
【0009】
本発明のダイカストマシンの生産管理システムにおいて、
前記特定領域は、前記波形グラフの特徴の定義付けを行う学習区間の領域である、ことが好ましい。
【0010】
本発明のダイカストマシンの生産管理システムにおいて、
前記特定領域は、正常範囲と異常範囲の識別を行う閾値で区分けした領域である、ことが好ましい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
1か月前
株式会社松風
歯科用埋没材
22日前
個人
鋼の連続鋳造鋳片の切断装置
7日前
日本製鉄株式会社
棒状部材
22日前
三菱マテリアル株式会社
粉末材料
2か月前
日本製鉄株式会社
モールドパウダー
2か月前
トヨタ自動車株式会社
溶湯供給装置
4か月前
株式会社シマノ
射出成形装置
4か月前
ノリタケ株式会社
ニッケル粉末
1か月前
トヨタ自動車株式会社
ダイカスト金型
4か月前
芝浦機械株式会社
成形機
1か月前
株式会社日本高熱工業社
離型剤塗布装置
4か月前
株式会社プロテリアル
ブロック継手の製造方法
1か月前
オークマ株式会社
ワークの加工方法
2か月前
トヨタ自動車株式会社
鋳造製品の製造方法
28日前
本田技研工業株式会社
金型装置
2か月前
JX金属株式会社
銅粉
4か月前
東洋電化工業株式会社
溶湯用送線装置
4か月前
株式会社瓢屋
押湯空間形成部材
2か月前
旭化成株式会社
焼結体の製造方法
23日前
株式会社リコー
焼結体の製造方法
1か月前
株式会社昭工舎
焼結体の製造方法
7日前
ノリタケ株式会社
粉体材料およびその利用
2か月前
福田金属箔粉工業株式会社
粉末冶金用粉末
17日前
株式会社エフ・シー・シー
ダイカスト金型
2か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
1か月前
三菱重工業株式会社
金型
1か月前
日本製鉄株式会社
連続鋳造装置
1か月前
株式会社荏原製作所
造形ノズル
17日前
日鉄エンジニアリング株式会社
酸素開孔装置
2か月前
日本製鉄株式会社
鋼の連続鋳造方法
21日前
日本製鉄株式会社
連続鋳造装置
1か月前
株式会社リコー
立体造形方法及び立体造形装置
29日前
JFEミネラル株式会社
金属超微粉の洗浄方法
1か月前
大陽日酸株式会社
転写型シート状接合材
3か月前
日本製鉄株式会社
連続鋳造用浸漬ノズル
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ