TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024051361
公報種別
公開特許公報(A)
公開日
2024-04-11
出願番号
2022157492
出願日
2022-09-30
発明の名称
離型剤スラリーの散布方法
出願人
住友金属鉱山株式会社
代理人
個人
,
個人
主分類
B22C
23/02 20060101AFI20240404BHJP(鋳造;粉末冶金)
要約
【課題】離型剤スラリーが配管系内で固液分離して詰まる問題を生じさせることなく均一に鋳型に散布する方法を提供する。
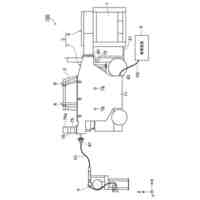
【解決手段】 先端部に離型剤スラリーの放出口を有する第1流路1aと、第1流路1aにその途中で合流する第2流路1bとを備えた離型剤スラリーの放出手段23を介してアノード鋳型12に離型剤スラリーを散布する方法であって、第1流路1aには離型剤スラリー及びその送液用気体を導入し、第2流路1bには散布時に該離型剤スラリーを分散させる分散用気体を導入する。
【選択図】 図4
特許請求の範囲
【請求項1】
先端部に離型剤スラリーの放出口を有する第1流路と、該第1流路にその途中で合流する第2流路とを備えた離型剤スラリーの放出手段を介して鋳型に離型剤スラリーを散布する方法であって、前記第1流路には離型剤スラリー及びその送液用気体を導入し、前記第2流路には散布時に該離型剤スラリーを分散させる分散用気体を導入することを特徴とする離型剤スラリーの散布方法。
続きを表示(約 250 文字)
【請求項2】
前記分散用気体及び前記送液用気体が共通の気体供給源から供給されることを特徴とする、請求項1に記載の離型剤スラリーの散布方法。
【請求項3】
第1流路と第2流路との合流部において前記第2流路の内径が前記第1流路の内径より大きいことを特徴とする、請求項2に記載の散布方法。
【請求項4】
前記第1流路は、前記離型剤スラリー及びその送液用気体の導入口から前記放出口まで曲がりのない直線状の流路で構成されることを特徴とする、請求項3に記載の散布方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電解用アノードの鋳造時において実施される離型剤スラリーの散布方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
非鉄金属製錬プロセスにおいては、乾式処理により段階的に品位が高められた熔融状態の非鉄金属に対して、最終的に電解精製を行なうことで高純度の非鉄金属を製造することが行われている。例えば銅の電解精製では、前段の精製炉において粗銅を還元処理することで生成した純度約99.5%の熔融状態の精製粗銅を略矩形板状に鋳造し、得られた銅板からなる複数の陽極(以下「アノード」という)と、別途用意した略矩形板状の複数の陰極(以下「カソード」という)とを1枚ずつ交互に並ぶように吊り下げて電解槽内の電解液内に浸漬し、それらに電圧を印加することで電気銅を製造することが行われている。
【0003】
上記の銅の電解精製は、使用するカソードの種類によってパーマネントカソード法(Permanent Cathode法、以下「PC法」という)とコンベンショナル法(以下「種板法」という)とに分類される。前者のPC法の場合はカソードにステンレス製の薄板を使用し、該薄板上に電着した電気銅は後段の剥離工程で該薄板から剥ぎ取ることにより製品として出荷され、該薄板は再利用する。一方、後者の種板法の場合はカソードに高純度の銅からなる薄板状の種板を使用し、該種板上に電着した電気銅は該種板と共にそのまま製品として出荷される。
【0004】
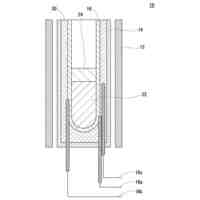
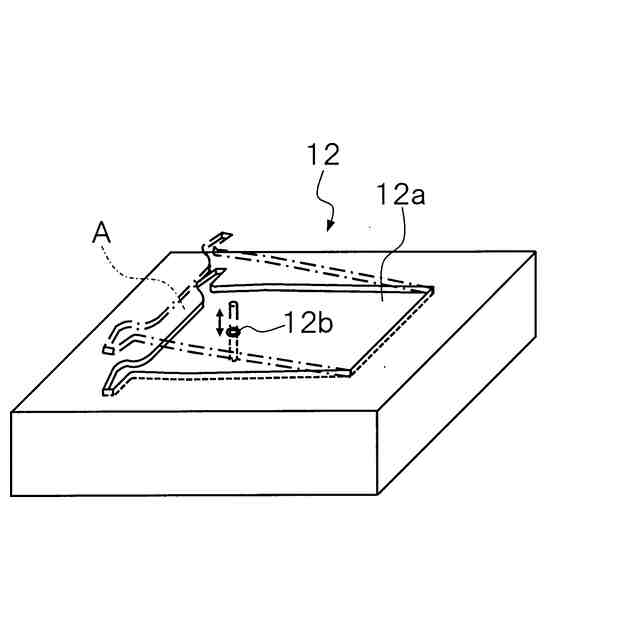
上記のPC法及び種板法のいずれにおいても、電着時にアノード及びカソードに供給する電気は、電解槽の外部に位置する電源から給電されるので、これらアノードやカソードには電解槽内に吊り下げる際の支持部としての役割と、給電用の電気的接点としての役割とを担う板状または棒状の水平延在部(以下、耳部または電極接置部ということがある)が上端部に設けられている。この電極接置部は、アノードやカソードを電解槽内に吊り下げて電解液内に浸漬させたときに電解液の液面よりは上方に位置するので、電着がすすんでも減肉することはない。そのため、この電極接置部は、アノードやカソードを電解槽内に安定的に吊り下げることができる程度の強度を有していればよく、例えばアノードの場合は電解液内に浸漬する部分に比べて肉厚が薄く作られている。
【0005】
上記のように、アノードは上端部に肉厚の異なる電極接置部を備えた特殊な形状を有しているので、その鋳造工程では、鋳造したアノードを変形させることなく鋳型から容易に剥ぎ取るため、及び熔湯から鋳型を保護するため、熔湯を鋳型に注湯する前に該鋳型に離型剤を散布している。離型剤の形態は、一般的には固体や液体のものがあり、使用する際は、適正な量の離型剤を鋳型に偏りなく広範囲に散布するため、水や空気などの分散媒と混合した状態で離型剤を散布するのが一般的である。例えば固体状の離型剤を水と均一に混合して鋳型に散布するため、所定の比率で配合された離型剤及び水を撹拌槽内で撹拌することで、粉末状の離型剤が水に懸濁した状態の離型剤スラリーを調製する技術が特許文献1に開示されている。
【先行技術文献】
【特許文献】
【0006】
実開1986-111643号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記特許文献1に記載のように、鋳型に散布する離型剤スラリーを撹拌槽を用いて調製することで、離型剤の密度に関わらず均一に混合された離型剤スラリーを得ることができる。この離型剤には粘土粉、水ガラス、硫酸バリウム、フライアッシュ、珪石紛等を挙げることができるが、離型剤の種類によっては比重3程度を超えるような水に対して密度が著しく大きなものがある。このように、比較的大きな比重を有する離型剤を用いる場合は、該離型剤と水との均質な混合状態を維持することが難しく、撹拌槽を出た離型剤スラリーは、分散先の鋳型に向けて配管系により送液されている間に該配管系内で離型剤と水とが固液分離し、場合によっては該配管系を詰まらせることがあった。配管系内で離型剤の詰まりが生じた場合、鋳型1個当たりの離型剤スラリーの散布量が減少するので、鋳型への離型剤スラリーの散布が不均一になり、そこに鋳込んで鋳造したアノードが鋳型に局所的に焼き付く等の問題が生じやすくなる。
【0008】
本発明は上記事情に鑑みてなされたものであり、比較的大きな比重を有する離型剤を含んだ離型剤スラリーを用いる場合においても、離型剤スラリーが固液分離して配管系内を詰まらせる問題を生じさせることなく均一に鋳型に散布する方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するため、本発明の離型剤スラリーの散布方法は、先端部に離型剤スラリーの放出口を有する第1流路と、該第1流路にその途中で合流する第2流路とを備えた離型剤スラリーの放出手段を介して鋳型に離型剤スラリーを散布する方法であって、前記第1流路には離型剤スラリー及びその送液用気体を導入し、前記第2流路には散布時に該離型剤スラリーを分散させる分散用気体を導入することを特徴とする。
【発明の効果】
【0010】
本発明によれば、比較的大きな比重を有する離型剤を含んだ離型剤スラリーを用いる場合であっても該離型剤スラリーが固液分離して配管系内を詰まらせる問題を抑えることができるうえ、離型剤スラリーを均一に鋳型に散布することが可能になる。これにより、鋳型1個当たりの離型剤スラリーの散布量にばらつきが生じにくくなるので、鋳型の局所的な焼き付きを防ぐことができ、結果的に高品質のアノードを安定的に鋳造することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
18日前
トヨタ自動車株式会社
保持炉
20日前
トヨタ自動車株式会社
鋳造装置
13日前
トヨタ自動車株式会社
金型装置
11日前
リョービ株式会社
ダイカスト金型
1か月前
大同特殊鋼株式会社
溶鋼被覆パウダー
2か月前
芝浦機械株式会社
射出装置及び成形機
6日前
株式会社プロテリアル
インゴットの鋳造方法
1か月前
ユニチカ株式会社
軟磁性ナノワイヤーの分散液
1か月前
トヨタ自動車株式会社
離型剤の塗布方法
19日前
トヨタ自動車株式会社
複合中子の製造方法
11日前
トヨタ自動車株式会社
ダイカスト鋳造装置
13日前
トヨタ自動車株式会社
金型の温度制御方法
19日前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
株式会社イーエム
固形潤滑剤供給装置
1か月前
三菱重工業株式会社
金属粉末製造装置
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
6日前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
1か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
11日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
12日前
黒崎播磨株式会社
浸漬ノズル
2か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
12日前
新東工業株式会社
可搬型集塵装置
2か月前
国立大学法人北海道大学
金属ナノ粒子製造装置
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
株式会社IHI
造形方法及びサポート部材
11日前
住友金属鉱山株式会社
離型剤スラリーの散布方法
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
27日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
27日前
新東工業株式会社
鋳型造型方法及び鋳型材料
20日前
株式会社日本製鋼所
射出成形機
1か月前
国立大学法人北海道大学
低融点金属粉末の製造方法
2か月前
花王株式会社
鋳物製造用構造体
1か月前
株式会社IHI
積層造形装置及び積層造形方法
27日前
東邦チタニウム株式会社
銅粉の製造方法
6日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ