TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024060191
公報種別
公開特許公報(A)
公開日
2024-05-02
出願番号
2022167396
出願日
2022-10-19
発明の名称
造形方法及びサポート部材
出願人
株式会社IHI
代理人
個人
,
個人
,
個人
主分類
B22F
10/47 20210101AFI20240424BHJP(鋳造;粉末冶金)
要約
【課題】造形物の設計の自由度を高める。
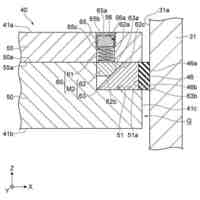
【解決手段】造形方法は、第2造形部の下面が造形される造形予定領域に沿う造形支持面を含むサポート部材2を配置するステップS4と、サポート部材2の造形支持主面22aの上に粉末材料P及びエネルギビームEを供給することによって第1造形部と連続する第2造形部を造形するステップS5と、を含む。サポート部材2は、造形支持主面22aを含む造形支持部22と、第1造形部に接しない部分を含み、第1造形部に対する造形支持部22の位置を決める脚部21と、を有する。
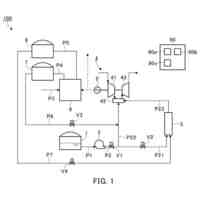
【選択図】図4
特許請求の範囲
【請求項1】
第1造形部と、前記第1造形部に連続すると共に前記第1造形部が延びる方向に交差する方向に延びる第2造形部と、を有する造形物を造形するための造形方法であって、
前記第2造形部の下面が造形される造形予定領域に沿う造形支持面を含むサポート部材を配置するステップと、
前記サポート部材の前記造形支持面の上に材料及びエネルギビームを供給することによって、前記第1造形部に連続する前記第2造形部を造形するステップと、
を含み、
前記サポート部材は、
前記造形支持面を含む造形支持部と、
前記第1造形部に接しない部分を含み、前記第1造形部に対する前記造形支持部の位置を決める脚部と、を有する、造形方法。
続きを表示(約 630 文字)
【請求項2】
前記サポート部材を配置するステップの前に、前記第1造形部を造形するステップを更に有する、請求項1に記載の造形方法。
【請求項3】
前記第2造形部を造形するステップを実施した後の前記造形物には、前記第1造形部の内面と前記サポート部材の前記第1造形部に接しない部分とによって画成される空間に通じる穴が形成されており、
前記第2造形部を造形するステップの後に、前記穴を介して前記サポート部材を取り除くステップを更に含む、請求項2に記載の造形方法。
【請求項4】
前記造形支持面は平面である、請求項3に記載の造形方法。
【請求項5】
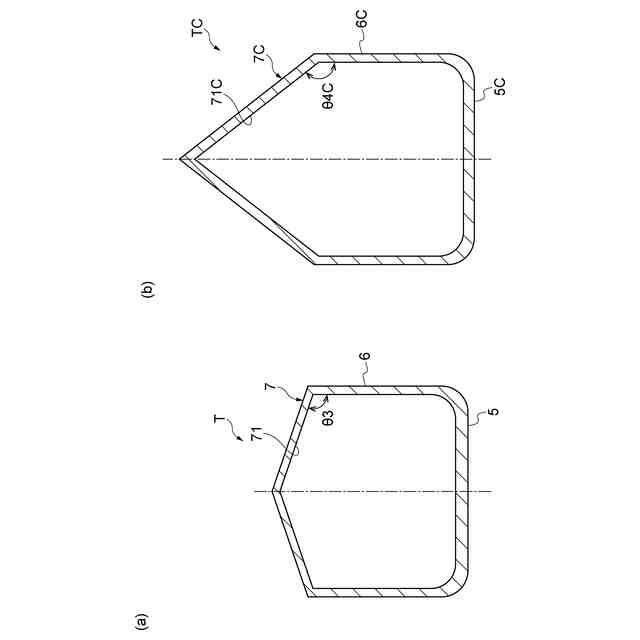
第1造形部と、前記第1造形部に連続すると共に前記第1造形部が延びる方向に交差する方向に延びる第2造形部と、を有する造形物を造形するための造形方法に用いるサポート部材であって、
所定の方向に延びる脚部と、
前記脚部の先端に支持された造形支持部と、を備え、
前記造形支持部は、
前記脚部が延びる前記所定の方向に直交する方向に沿って、前記脚部の先端と前記脚部の基端との間の脚部側面に対して離間する造形基準面と、
前記造形基準面に連続するように、前記脚部が延びる前記所定の方向に交差する方向に延びる造形支持面と、
前記造形基準面及び前記造形支持面が連続する部分に形成された造形角部と、を有する、サポート部材。
発明の詳細な説明
【技術分野】
【0001】
本開示は、造形方法及び当該造形方法に用いるサポート部材に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
中空形状の製造物を得る手法の一つとして、例えば鋳造の分野では、いわゆる中子が用いられている。特許文献1には、樹脂一体型中子の製造方法及び該樹脂一体型中子を使用する鋳型製造方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2018-164934号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
デポジッション方式の造形方法は、例えば粉末材料を供給しながら粉末材料にエネルギを供給する。粉末材料はエネルギの供給により溶融し、その後に凝固する。
【0005】
例えば、中空形状の製造物は、いわゆるオーバーハングと呼ばれるひさし状の部分を有する。デポジッション方式の造形方法を用いてこのオーバーハングを造形しようとしたとき、溶融した粉末材料のたれ落ちが発生する可能性がある。そこで、1回のデポジッション方式の造形動作によって実現できない形状を造形するときには、複数個の造形部品に分けて造形し、その後に溶接等で一体化していた。つまり、デポジッション方式の造形方法では、造形可能な形状に所定の制限があった。
【0006】
本開示は、造形物の設計の自由度を高めることが可能な造形方法及び当該造形方法に用いるサポート部材を説明する。
【課題を解決するための手段】
【0007】
本開示の一態様に係る造形方法は、第1造形部と、第1造形部に連続すると共に第1造形部が延びる方向に交差する方向に延びる第2造形部と、を有する造形物を造形するための造形方法である。造形方法は、第2造形部の下面が造形される造形予定領域に沿う造形支持面を含むサポート部材を配置するステップと、サポート部材の造形支持面の上に材料及びエネルギビームを供給することによって、第1造形部に連続する第2造形部を造形するステップと、を含む。サポート部材は、造形支持面を含む造形支持部と、第1造形部に接しない部分を含み、第1造形部に対する造形支持部の位置を決める脚部と、を有する。
【0008】
この造形方法では、サポート部材の造形支持面の上において、第1造形部と連続する第2造形部が造形される。サポート部材により、第2部分の造形中におけるたれ落ちを防止できるため、第2部分の造形が可能となる。その結果、造形物の設計の自由度を高めることができる。
【0009】
造形方法は、サポート部材を配置するステップの前に、第1造形部を造形するステップを更に有する。この場合、第1造形部の造形中にはサポート部材が配置されていない。造形を行うための装置の配置の自由度が向上するため、第1造形部の造形が容易となる。
【0010】
造形方法において、第2造形部を造形するステップを実施した後の造形物には、第1造形部の内面とサポート部材の第1造形部に接しない部分とによって画成される空間に通じる穴が形成されている。造形方法は、第2造形部を造形するステップの後に、穴を介してサポート部材を取り除くステップを更に含む。これにより、中空構造の造形物の造形が可能となる。また、造形物に要求される強度を考慮した穴の位置の設計が可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社IHI
燃焼システム
4日前
株式会社IHIアグリテック
農業用トレーラ
2日前
株式会社IHIアグリテック
農業用トレーラ
4日前
株式会社IHI
ガスタービンシステム
3日前
株式会社IHI
昇降装置及び積層造形装置
4日前
株式会社IHI
造形方法及びサポート部材
16日前
株式会社IHIエアロスペース
飛翔体発射装置及び飛翔体発射方法
5日前
株式会社IHI
循環型水耕栽培装置及び循環型水耕栽培方法
4日前
芝浦機械株式会社
成形機
23日前
トヨタ自動車株式会社
保持炉
25日前
トヨタ自動車株式会社
鋳造装置
18日前
トヨタ自動車株式会社
金型装置
16日前
リョービ株式会社
ダイカスト金型
1か月前
芝浦機械株式会社
ダイカストマシン
1日前
大同特殊鋼株式会社
溶鋼被覆パウダー
2か月前
株式会社プロテリアル
インゴットの鋳造方法
1か月前
芝浦機械株式会社
射出装置及び成形機
11日前
トヨタ自動車株式会社
離型剤の塗布方法
24日前
ユニチカ株式会社
軟磁性ナノワイヤーの分散液
2か月前
トヨタ自動車株式会社
金型の温度制御方法
24日前
トヨタ自動車株式会社
ダイカスト鋳造装置
18日前
トヨタ自動車株式会社
複合中子の製造方法
16日前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
株式会社イーエム
固形潤滑剤供給装置
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
11日前
三菱重工業株式会社
金属粉末製造装置
1か月前
芝浦機械株式会社
ダイカストマシン
1日前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
16日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
17日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
17日前
黒崎播磨株式会社
浸漬ノズル
2か月前
芝浦機械株式会社
成形機用コントローラ及び成形機
1日前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
1か月前
福田金属箔粉工業株式会社
溶浸用Cu系粉末
3日前
国立大学法人北海道大学
金属ナノ粒子製造装置
2か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ