TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024057212
公報種別
公開特許公報(A)
公開日
2024-04-24
出願番号
2022163794
出願日
2022-10-12
発明の名称
金型の温度制御方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B22C
9/06 20060101AFI20240417BHJP(鋳造;粉末冶金)
要約
【課題】サイクルタイムが可変であっても金型全体の温度を均一に保つことができる金型の温度制御方法を提供する。
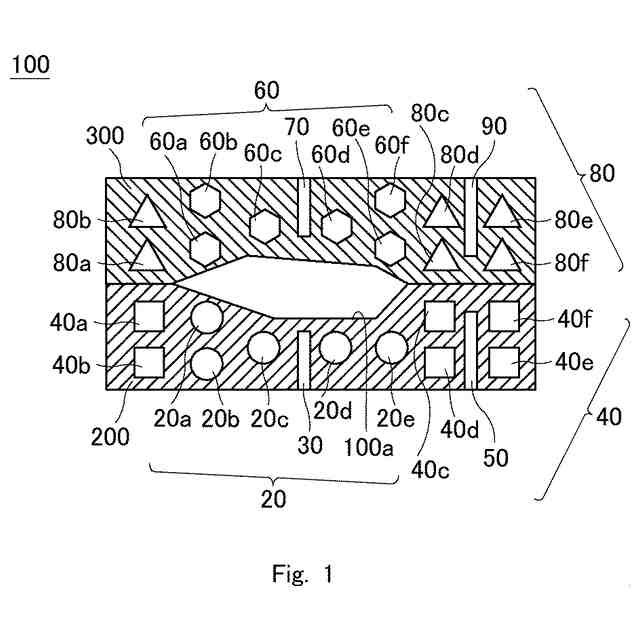
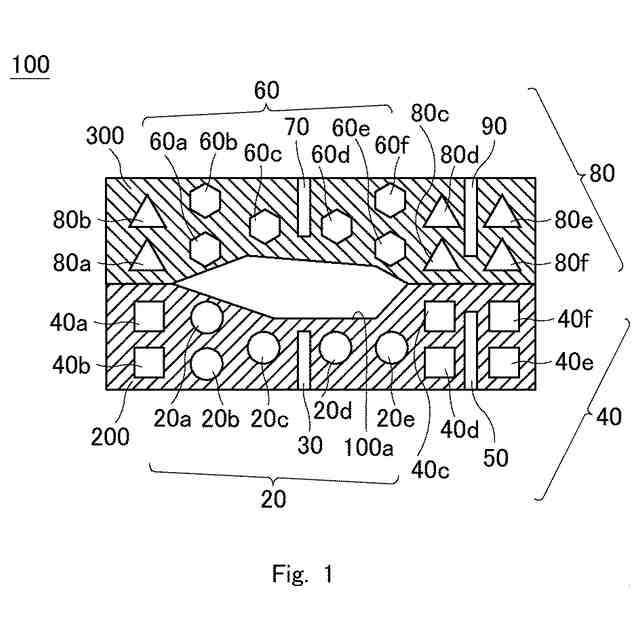
【解決手段】固定型200及び可動型300は、キャビティ100a近傍を加熱するキャビティ側加熱機構20,60と、キャビティ100a近傍の温度を測定するキャビティ側温度センサー30,70と、金型100の外周部近傍を加熱する外周部側加熱機構40,80と、前記外周部近傍の温度を測定する外周部側温度センサー50,90と、をそれぞれ有し、鋳造のサイクルタイムが速い場合、キャビティ側加熱機構20,60を停止すると共に外周部側加熱機構40,80を動作させ、キャビティ100a近傍の温度が所定未満になるとキャビティ側加熱機構20,60を動作させ、鋳造のサイクルタイムが遅い場合、キャビティ側加熱機構20,60及び外周部側加熱機構40,80をいずれも動作させる、金型の温度制御方法。
【選択図】図1
特許請求の範囲
【請求項1】
固定型と、前記固定型と組み合わせられてキャビティを形成する可動型と、を有し、
前記キャビティに金属溶湯を射出充填し、前記金属溶湯が凝固した後に型開きして形成品を取り出す、金型の温度制御方法であって、
前記固定型及び前記可動型は、
前記キャビティ近傍を加熱するキャビティ側加熱機構と、
前記キャビティ近傍の温度を測定するキャビティ側温度センサーと、
前記金型の外周部近傍を加熱する外周部側加熱機構と、
前記外周部近傍の温度を測定する外周部側温度センサーと、をそれぞれ有し、
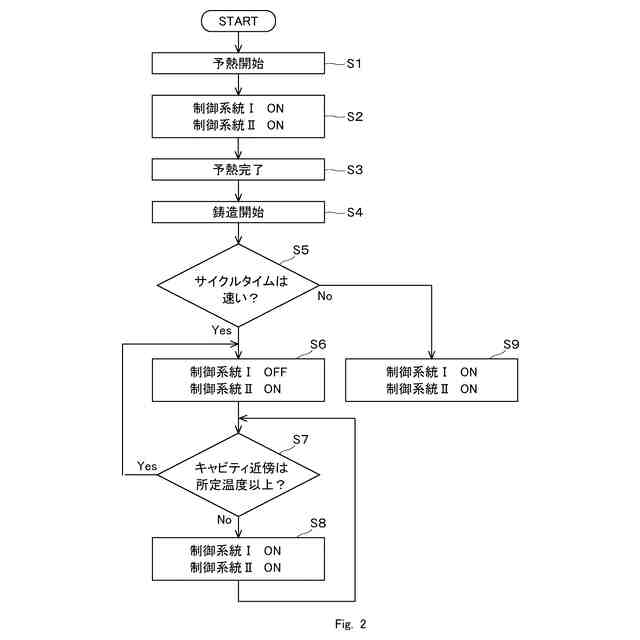
鋳造のサイクルタイムが速い場合、前記キャビティ側加熱機構を停止すると共に前記外周部側加熱機構を動作させ、前記キャビティ近傍の温度が所定未満になると前記キャビティ側加熱機構を動作させ、
鋳造のサイクルタイムが遅い場合、前記キャビティ側加熱機構及び前記外周部側加熱機構をいずれも動作させる、
金型の温度制御方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、金型の温度制御方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
鋳造用金型を予熱・維持する際に金型に温度分布が発生すると、金型が変形し、製造品の変形やバリが発生することがある。特許文献1には、金型の温度分布の発生を抑制するために、金型の外周部にヒーター等を設置し、金型の中央部に比較して外周部の温度が高い状態で鋳造を行う技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2004-090064号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
発明者らは、金型の温度制御方法に関し、以下の課題を見出した。
少数の製造品を製造する場合、製造品の数に応じてサイクルタイムを可変とすることがある。サイクルタイムが遅い鋳造を行う場合、サイクルタイムが速い鋳造を行う場合に比較して、金型の放冷が進み、特に金型のキャビティ近傍の温度が低下しやすい。
【0005】
特許文献1に開示されている技術では、金型の外周部のみにヒーターを設置しているため、金型のキャビティ近傍を加熱して温度を維持することができない。そのため、特許文献1に開示されている技術をサイクルタイムが可変である場合に適用すると、サイクルタイムが遅い鋳造を行う際にキャビティ近傍の温度を保つことが難しい。
【0006】
本開示は、このような課題に鑑みなされたものであり、サイクルタイムが可変である場合であっても金型全体の温度を均一に保つことができる金型の温度制御方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するための一態様は、
固定型と、前記固定型と組み合わせられてキャビティを形成する可動型と、を有し、
前記キャビティに金属溶湯を射出充填し、前記金属溶湯が凝固した後に型開きして形成品を取り出す、金型の温度制御方法であって、
前記固定型及び前記可動型は、
前記キャビティ近傍を加熱するキャビティ側加熱機構と、
前記キャビティ近傍の温度を測定するキャビティ側温度センサーと、
前記金型の外周部近傍を加熱する外周部側加熱機構と、
前記外周部近傍の温度を測定する外周部側温度センサーと、をそれぞれ有し、
鋳造のサイクルタイムが速い場合、前記キャビティ側加熱機構を停止すると共に前記外周部側加熱機構を動作させ、前記キャビティ近傍の温度が所定未満になると前記キャビティ側加熱機構を動作させ、
鋳造のサイクルタイムが遅い場合、前記キャビティ側加熱機構及び前記外周部側加熱機構をいずれも動作させる。
【発明の効果】
【0008】
本開示によれば、サイクルタイムが可変であっても金型全体の温度を均一に保つことができる金型の温度制御方法を提供することができる。
【図面の簡単な説明】
【0009】
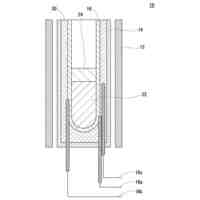
実施の形態に係る金型の断面模式図である。
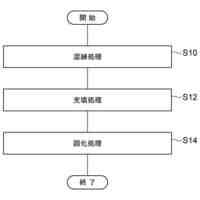
実施の形態に係る金型の温度制御方法の流れを示すフローチャートである。
【発明を実施するための形態】
【0010】
以下では、本開示の実施の形態について、図面を参照しながら詳細に説明する。各図面において、同一又は対応する要素には同一の符号が付されており、説明の明確化のため、必要に応じて重複説明は省略される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
18日前
トヨタ自動車株式会社
保持炉
20日前
株式会社プロテリアル
WMo合金粉末
2か月前
トヨタ自動車株式会社
鋳造装置
13日前
トヨタ自動車株式会社
金型装置
11日前
リョービ株式会社
ダイカスト金型
1か月前
株式会社プロテリアル
インゴットの鋳造方法
1か月前
大同特殊鋼株式会社
溶鋼被覆パウダー
2か月前
芝浦機械株式会社
射出装置及び成形機
6日前
ユニチカ株式会社
軟磁性ナノワイヤーの分散液
1か月前
トヨタ自動車株式会社
離型剤の塗布方法
19日前
トヨタ自動車株式会社
複合中子の製造方法
11日前
トヨタ自動車株式会社
ダイカスト鋳造装置
13日前
トヨタ自動車株式会社
金型の温度制御方法
19日前
株式会社イーエム
固形潤滑剤供給装置
1か月前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
三菱重工業株式会社
金属粉末製造装置
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
6日前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
12日前
芝浦機械株式会社
安全ドア装置および成形機
2か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
11日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
12日前
黒崎播磨株式会社
浸漬ノズル
2か月前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
1か月前
UBEマシナリー株式会社
中空鋳造装置および中空鋳造方法
2か月前
国立大学法人北海道大学
金属ナノ粒子製造装置
2か月前
UBEマシナリー株式会社
中空成形装置および中空成形方法
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
27日前
住友金属鉱山株式会社
離型剤スラリーの散布方法
1か月前
株式会社IHI
造形方法及びサポート部材
11日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
27日前
新東工業株式会社
鋳型造型方法及び鋳型材料
20日前
花王株式会社
鋳物製造用構造体
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ