TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024024714
公報種別
公開特許公報(A)
公開日
2024-02-26
出願番号
2022127542
出願日
2022-08-10
発明の名称
中空鋳造装置および中空鋳造方法
出願人
UBEマシナリー株式会社
代理人
主分類
B22D
18/04 20060101AFI20240216BHJP(鋳造;粉末冶金)
要約
【課題】厚肉部と薄肉部を備える鋳造品において、鋳造金型および鋳造装置等の設備の簡素化と安全確保、および、厚肉部の鋳巣改善と鋳造品の軽量化を可能とする、中空鋳造装置および中空鋳造方法を提供することを目的とする。
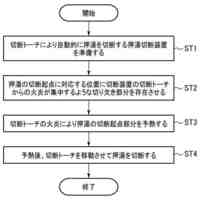
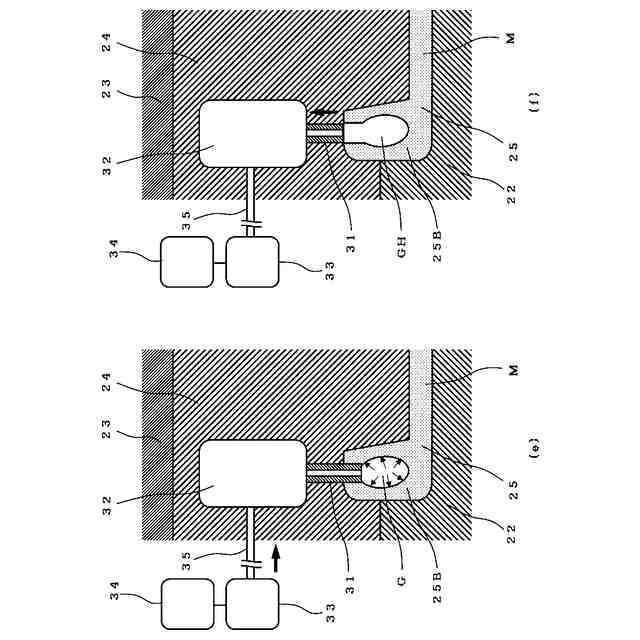
【解決手段】厚肉部と薄肉部を備える金型キャビティ内に溶湯を充填して、厚肉部に充填された溶湯の内部に、温度上昇によって熱膨張する膨張ガスを注入する膨張ガス注入部および膨張ガス注入工程と、溶湯からの熱量を受けて膨張ガスが温度上昇して熱膨張するガス膨張工程と、ガス膨張工程によって厚肉部の溶湯の内部に中空部を形成する中空部形成工程と、を備える。
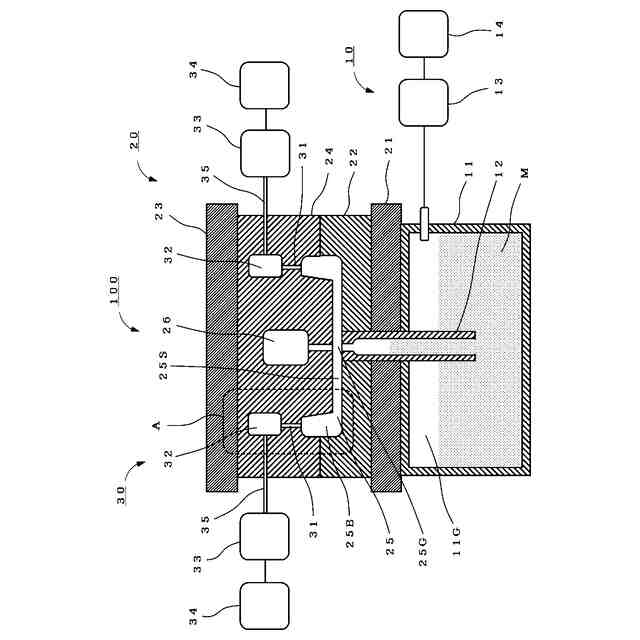
【選択図】図1
特許請求の範囲
【請求項1】
厚肉部と薄肉部を備える金型キャビティ内に溶湯を充填して、前記厚肉部の内部に中空部を形成する中空鋳造装置において、
前記厚肉部に充填された前記溶湯の内部に、温度上昇によって熱膨張する膨張ガスを注入する膨張ガス注入部、を備えることを特徴とする中空鋳造装置。
続きを表示(約 590 文字)
【請求項2】
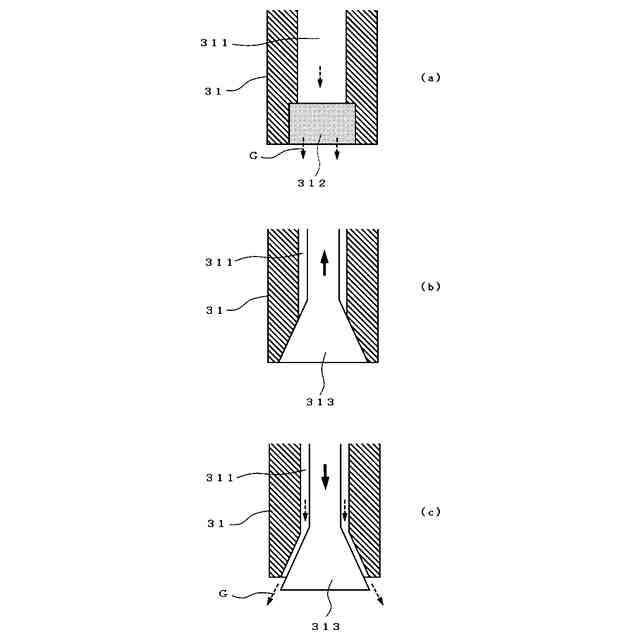
前記膨張ガス注入部は、前記厚肉部の溶湯に向けて膨張ガスを放出するガス注入ピンと、前記ガス注入ピンを前記厚肉部に対して進退させる注入ピン駆動部と、前記ガス注入ピンに前記膨張ガスを供給する膨張ガス供給部と、前記膨張ガス供給部と前記注入ピン駆動部を操作するガス注入制御部と、を備える請求項1に記載の中空鋳造装置。
【請求項3】
請求項1に記載の中空鋳造装置を用いて行う中空鋳造方法において、
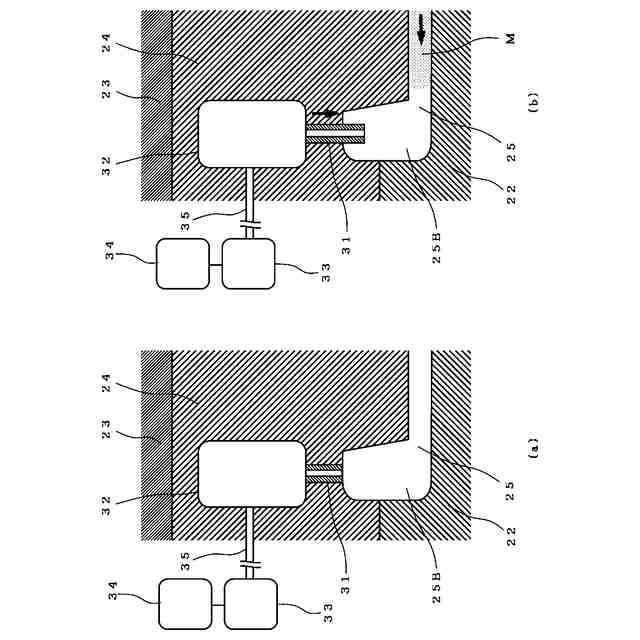
鋳造金型を型締して前記厚肉部と前記薄肉部を備える前記金型キャビティを形成する型締工程と、前記金型キャビティに向けて溶湯を充填する充填工程と、充填された前記溶湯の密度調整を行う増圧工程と、前記金型キャビティ内で前記溶湯を冷却凝固させる冷却工程、とからなる鋳造成形を行うに際して、
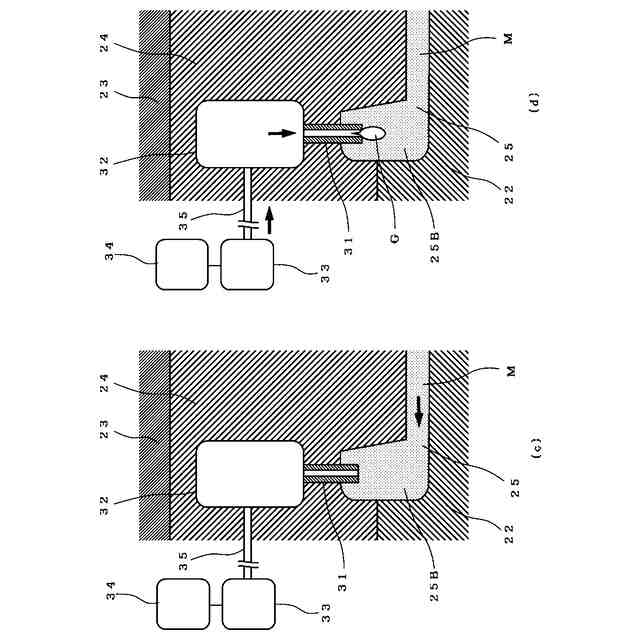
前記充填工程に続いて、前記厚肉部に充填された前記溶湯の内部に前記膨張ガス注入部から温度上昇によって熱膨張する前記膨張ガスを注入する膨張ガス注入工程と、前記溶湯からの熱量を受けて前記膨張ガスが温度上昇して熱膨張するガス膨張工程と、前記ガス膨張工程によって前記厚肉部の内部に前記中空部を形成する中空部形成工程と、を備えることを特徴とする中空鋳造方法。
【請求項4】
前記ガス膨張工程で前記厚肉部の前記溶湯の密度調整を行う、請求項3に記載の中空鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、厚肉部と薄肉部を備える金型キャビティ内に溶湯を充填して、厚肉部の内部に中空部を形成する中空鋳造装置および中空鋳造方法に関するものである。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
アルミニウム合金等の溶湯を金型キャビティ内に充填する鋳造成形は、設定された鋳造品の個数を製造するまで、以下に示す工程を繰り返す。先ず、鋳造金型を型締して金型キャビティを形成し(型締工程)、金型キャビティ内に溶湯を充填する(充填工程)。充填した溶湯の密度調整を行い(増圧工程)、その状態で溶湯を冷却凝固させる(冷却工程)。続いて、鋳造金型を型開して(型開工程)、金型キャビティから冷却凝固した鋳造品を取り出す(取出し工程)。その後、金型キャビティの清掃や離型剤塗布等の準備工程を行い、次ショットの鋳造成形に進む。
【0003】
ここで、例えば、鋳造品の軽量化や剛性化、あるいは、鋳造品の内部に温調媒体等の流体を循環させる流路の形成、断熱材や制振材等の機能性素材を装着するスペースの確保、等を目的として、鋳造品の内部に中空部を形成する手段について提案が多くなされている。例えば、特許文献1に示すような、金型キャビティの所定の位置に砂中子を配置して溶湯を充填し、冷却工程後の鋳造品から砂中子を排出して、中空部を形成する手段が提案されている。また、特許文献2に示すような、中空部品を金型キャビティにインサートした状態で溶湯を充填し、中空部品を内包した鋳造品を製造する手段が提案されている。また、特許文献3に示すような、金型キャビティ内に溶湯を充填して充満させた後、まだ冷却凝固していない溶湯を金型キャビティから排出して、中空部を形成する手段が提案されている。さらに、特許文献4に示すような、金型キャビティに溶湯を充填して充満させた後、溶湯の内部に高圧ガスを注入して、まだ冷却凝固していない溶湯を金型キャビティから排出して、中空部を形成する手段が提案されている。
【先行技術文献】
【特許文献】
【0004】
特開平2―241643号公報
特開2009-166130号公報
特開平11-5150号公報
特開2000-263212号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、特許文献1において、砂中子の材料準備と造型設備および造型工程を必要とする。さらに、鋳造品から砂中子を排出し回収する処理設備と処理工程を必要とし、生産性の面で課題が残る。また、砂中子の一部が鋳造品の内部に残存すると鋳造品質を低下させることになる。さらに、金型キャビティに砂中子を支持するために、鋳造品に穴が開いた状態となり、鋳造品の形状設計に大きな制約を受ける。また、特許文献2において、鋳造品から中空部品を排出する工程は不要であるが、中空部品の材料準備と造型設備および造型工程は必要であり、生産性の面での課題は残る。また、鋳造品の内部に中空部品が残存しているために、その分ほど軽量化の効果が小さくなる。さらに、鋳造品の溶湯と中空部品の線膨張係数等の熱的物性が異なる場合、鋳造品が使用される環境温度によっては、鋳造品と中空部品とが離れ隙間が生じ、この隙間を起点として鋳造品の破損が生じることが考えられる。
【0006】
これに対して、特許文献3において、砂中子や中空部品等を使用せず、鋳造成形と同時に中空部の形成を行うことから、生産性の高い手段と言える。金型キャビティと接触している溶湯は急速に冷却され薄い凝固層が形成される。この凝固層に孔を開けて空気を導入し、凝固層の内部の溶湯を鉛直下方の溶湯炉に向けて排出することで、中空部が形成される。ここで、例えば、鉛直上方に配列した金型キャビティでは、溶湯を排出することができないために中空部を形成することができない。また、薄肉部を備える金型キャビティでは、薄肉部の溶湯が凝固して溶湯の排出が停滞し、中空部が途切れてしまう。そのために、鋳造品の形状に大きな制約を受ける。さらに、中空部の内部圧力が小さく、金型キャビティ形状を正確に転写することができないために、鋳造品の外観品質に課題が残る。
【0007】
これに対して、特許文献4において、凝固層に孔を開けて高圧ガスを注入し、凝固層の内部の溶湯を積極的に排出して中空部を形成する。また、中空部の内部圧力が高く、金型キャビティの形状を正確に転写した外観品質に優れた鋳造品を製造することができるとされている。反面、高圧ガスの供給設備を必要とするために、徹底した安全管理を必要とし、鋳造装置の大型化や複雑化は避けられない。さらに、例えば、厚肉部と薄肉部を備える金型キャビティでは、注入した高圧ガスが完全に凝固した薄肉部で遮断され、金型キャビティ内で高圧ガスの行き場が無くなってしまう。その結果、厚肉部に閉鎖された高圧ガスが、凝固層を突き破って噴出して、中空部が破裂した鋳造品となることが考えられる。また、高圧ガスの噴出と同時に溶湯も噴出するので、安全面での課題も残る。
【0008】
そこで本発明は、厚肉部と薄肉部を備える鋳造品において、鋳造金型および鋳造装置等の設備の簡素化と安全確保、および、厚肉部の鋳巣改善と鋳造品の軽量化を可能とする、中空鋳造装置および中空鋳造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の中空鋳造装置は、
厚肉部と薄肉部を備える金型キャビティ内に溶湯を充填して、前記厚肉部の内部に中空部を形成する中空鋳造装置において、
前記厚肉部に充填された前記溶湯の内部に、温度上昇によって熱膨張する膨張ガスを注入する膨張ガス注入部、を備えることを特徴とする。
【0010】
本発明の中空鋳造装置において、
前記膨張ガス注入部は、前記厚肉部の溶湯に向けて膨張ガスを放出するガス注入ピンと、前記ガス注入ピンを前記厚肉部に対して進退させる注入ピン駆動部と、前記ガス注入ピンに前記膨張ガスを供給する膨張ガス供給部と、前記膨張ガス供給部と前記注入ピン駆動部を操作するガス注入制御部と、を備えることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
29日前
トヨタ自動車株式会社
保持炉
1か月前
トヨタ自動車株式会社
金型装置
22日前
トヨタ自動車株式会社
鋳造装置
24日前
リョービ株式会社
ダイカスト金型
1か月前
日本製鉄株式会社
電磁ブレーキ装置
1日前
芝浦機械株式会社
ダイカストマシン
7日前
株式会社プロテリアル
インゴットの鋳造方法
2か月前
芝浦機械株式会社
射出装置及び成形機
17日前
トヨタ自動車株式会社
離型剤の塗布方法
1か月前
トヨタ自動車株式会社
複合中子の製造方法
22日前
トヨタ自動車株式会社
ダイカスト鋳造装置
24日前
日本鋳造株式会社
押湯切断方法および押湯
1日前
トヨタ自動車株式会社
金型の温度制御方法
1か月前
株式会社イーエム
固形潤滑剤供給装置
1か月前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
三菱重工業株式会社
金属粉末製造装置
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
17日前
芝浦機械株式会社
ダイカストマシン
7日前
福田金属箔粉工業株式会社
溶浸用Cu系粉末
9日前
石福金属興業株式会社
PtAu合金粉末の製造方法
22日前
芝浦機械株式会社
成形機用コントローラ及び成形機
7日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
23日前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
2か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
23日前
冨士ダイス株式会社
エルボ管及びその製造方法
4日前
株式会社IHI
造形方法及びサポート部材
22日前
セイコーエプソン株式会社
焼結用金属粉末
10日前
住友金属鉱山株式会社
離型剤スラリーの散布方法
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
1か月前
トヨタ自動車株式会社
金型構造
2日前
新東工業株式会社
鋳型造型方法及び鋳型材料
1か月前
マツダ株式会社
金型用ガス抜き装置
7日前
UBEマシナリー株式会社
良否判定システムおよび良否判定方法
2日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ