TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024067827
公報種別
公開特許公報(A)
公開日
2024-05-17
出願番号
2022178179
出願日
2022-11-07
発明の名称
金型用ガス抜き装置
出願人
マツダ株式会社
代理人
弁理士法人前田特許事務所
主分類
B22D
17/22 20060101AFI20240510BHJP(鋳造;粉末冶金)
要約
【課題】受圧ピンの外周面と該受圧ピンが嵌合する孔部の内周面との間の隙間に入り込んだ異物により、受圧ピンの摺動性が悪化することを出来る限り抑制する。
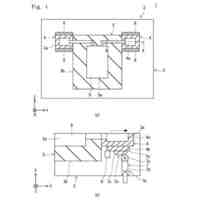
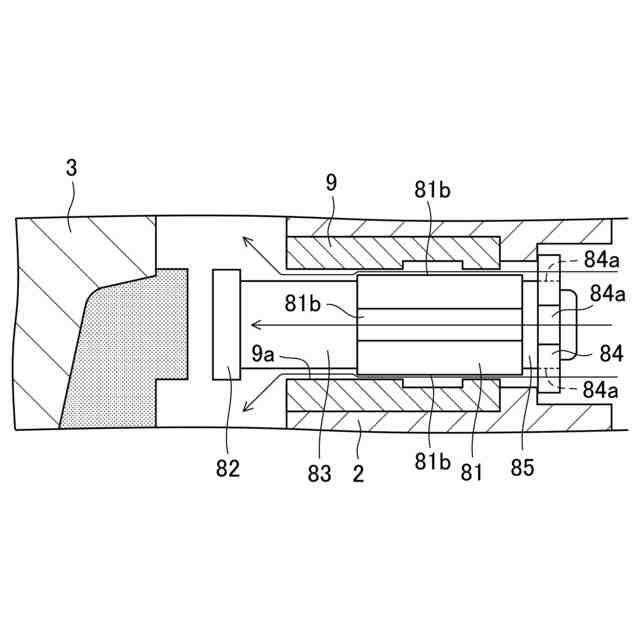
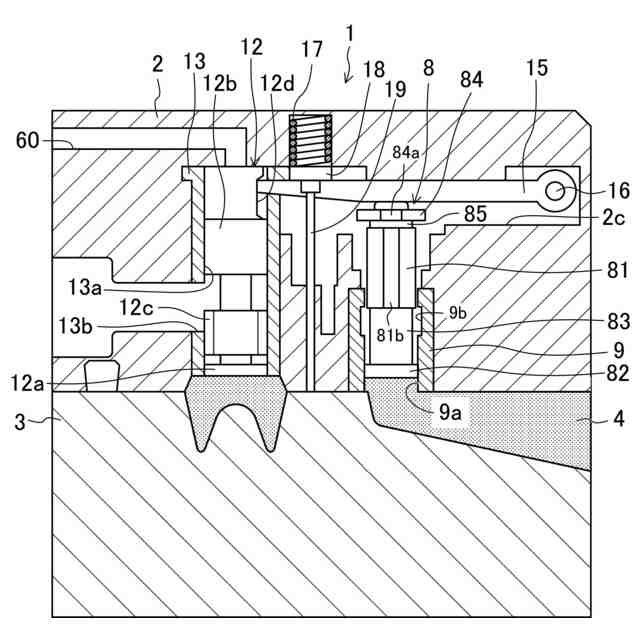
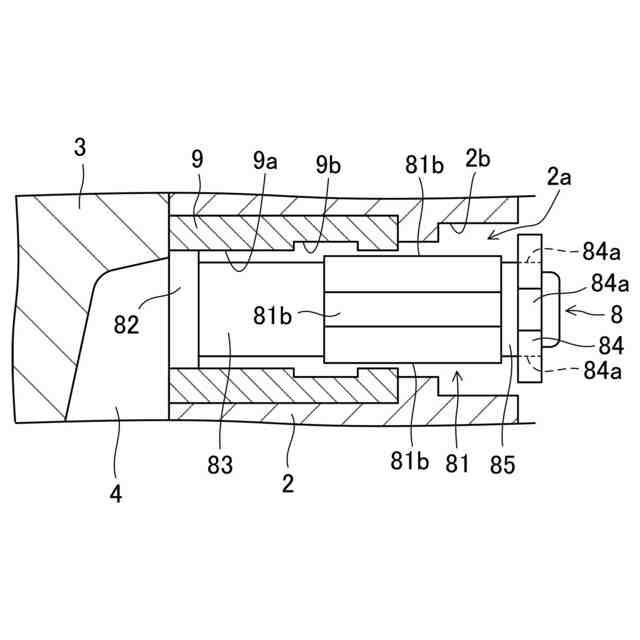
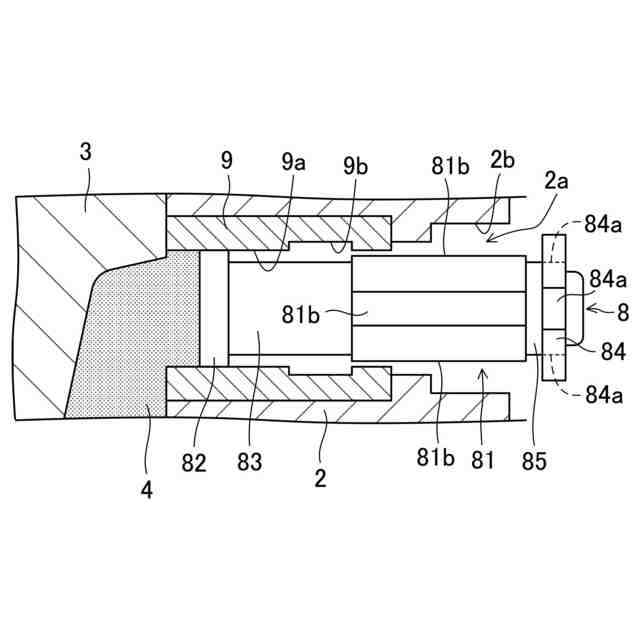
【解決手段】受圧ピン8は、固定型2に設けられかつ排気通路4の入口側の部分と連通する貫通孔2aに嵌合する嵌合部81と、嵌合部81よりも排気通路4側に嵌合部81と同軸に位置しかつ溶湯を受けて貫通孔2aに対して摺動する円柱状の先端部82と、嵌合部81と先端部82との間に嵌合部81及び先端部82と同軸に位置しかつ先端部82よりも小径な中間部83と、を有し、可動型3の型開き時に、中間部83の外周面と貫通孔2aの内周面との間の隙間及び先端部82と固定型2との間の隙間を通って可動型3側に抜けるようにエアを供給するエア供給装置6を備える。
【選択図】図8
特許請求の範囲
【請求項1】
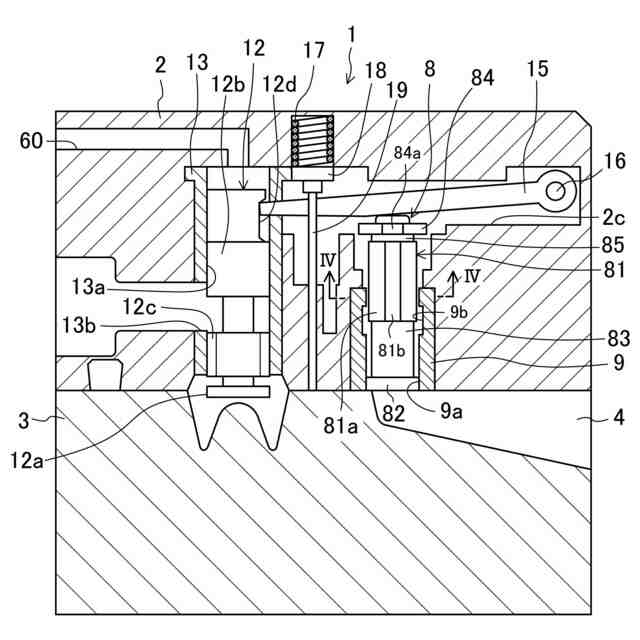
固定型と、可動型と、該固定型及び該可動型の合わせ面に形成され、金型のキャビティに連通する排気通路と、前記固定型における前記排気通路の入口側に、排気通路側及び反排気通路側に摺動自在に設けられ、該排気通路に流入する溶湯の流動圧により反排気通路側へ摺動するように構成された受圧ピンと、前記固定型における前記排気通路の出口側に設けられ、前記受圧ピンの反排気通路側への摺動により、連動レバーを介して、前記排気通路を閉じるように構成された閉鎖バルブと、を備えた金型用ガス抜き装置であって、
前記受圧ピンは、
前記固定型に設けられかつ前記排気通路の前記入口側の部分と連通する孔部に嵌合する嵌合部と、
前記嵌合部よりも前記排気通路側に該嵌合部と同軸に位置しかつ前記溶湯を受けて前記孔部に対して摺動する円柱状の先端部と、
前記嵌合部と前記先端部との間に該嵌合部及び該先端部と同軸に位置しかつ該先端部よりも小径な中間部と、
を有し、
前記可動型の型開き時に、前記中間部の外周面と前記孔部の内周面との間の隙間及び前記先端部と前記固定型との間の隙間を通って前記可動型側に抜けるようにエアを供給するエア供給装置を更に備えることを特徴とする金型用ガス抜き装置。
続きを表示(約 970 文字)
【請求項2】
請求項1に記載の金型用ガス抜き装置において、
前記嵌合部は、
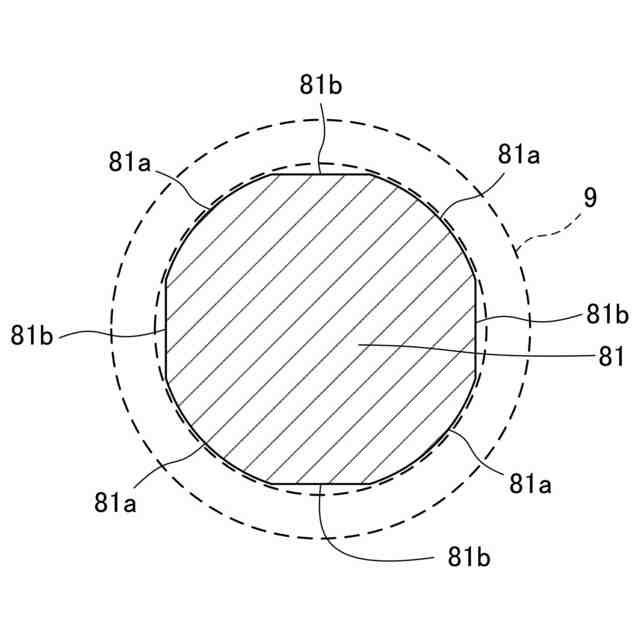
前記孔部の内周面に対して所定のクリアランスで摺動する摺動部と、
前記受圧ピンの軸方向に延びかつ前記孔部の内周面に対して前記所定のクリアランスよりも大きい隙間を形成する溝部と、
を有し、
前記エア供給装置は、前記可動型の型開き時に、前記溝部を通って、前記中間部の外周面と前記孔部の内周面との間の隙間にエアを供給するように構成されていることを特徴とする金型用ガス抜き装置。
【請求項3】
請求項2に記載の金型用ガス抜き装置において、
前記エア供給装置は、前記嵌合部よりも反排気通路側からエアを供給するよう構成されていることを特徴とする金型用ガス抜き装置。
【請求項4】
請求項3に記載の金型用ガス抜き装置において、
前記受圧ピンは、
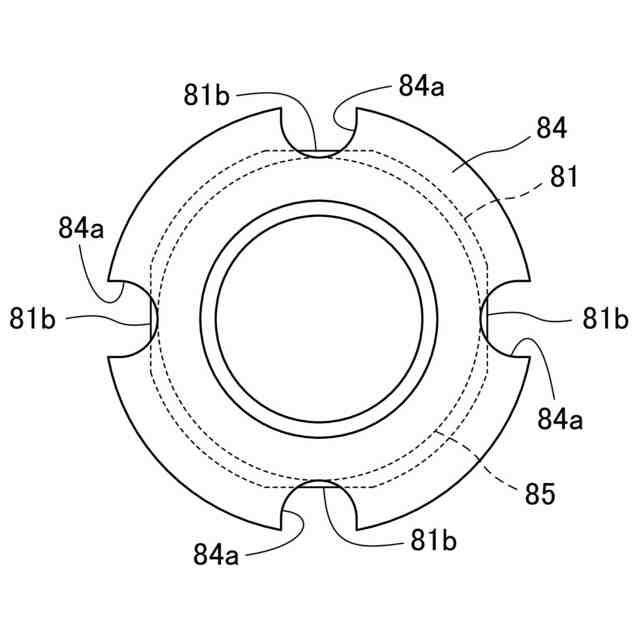
前記嵌合部よりも反排気通路側に位置し、該嵌合部の最大径よりも大径な鍔部と、
前記嵌合部と前記鍔部との間に設けられ、半径が前記受圧ピンの中心軸から前記嵌合部の前記溝部までの最短距離以下に設定された小径部と、
を更に有し、
前記鍔部は、前記軸方向の反排気通路側から見て、前記小径部の外周面と前記孔部の内周面との間の隙間に連通する窪み部を有することを特徴とする金型用ガス抜き装置。
【請求項5】
請求項4に記載の金型用ガス抜き装置において、
前記溝部は、複数あるとともに、前記嵌合部の周方向に間隔を空けてそれぞれ形成されており、
前記窪み部は、複数あるとともに、前記軸方向の反排気通路側から見て、前記各溝部と重複する位置にそれぞれ配置されていることを特徴とする金型用ガス抜き装置。
【請求項6】
請求項1~5のいずれか1つに記載の金型用ガス抜き装置において、
前記溝部は、複数あるとともに、前記嵌合部の周方向に等間隔に形成されていることを特徴とする金型用ガス抜き装置。
【請求項7】
請求項1に記載の金型用ガス抜き装置において、
前記先端部の外径は、前記嵌合部における最大径と同径であることを特徴とする金型用ガス抜き装置。
発明の詳細な説明
【技術分野】
【0001】
ここに開示された技術は、金型用ガス抜き装置に関する技術分野に属する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来より、鋳造品を鋳造する金型のキャビティ内からガスを抜くための金型用ガス抜き装置として、特許文献1に開示されたものが知られている。
【0003】
特許文献1の金型用ガス抜き装置は、固定型及び可動型の合わせ面部に形成された排気通路を備えている。この排気通路の入口は、金型のキャビティに連通し、出口は、キャビティ内のガスを吸引する吸引装置に接続されている。前記固定型における前記排気通路の入口側には、断面円形の受圧ピンが設けられている。この受圧ピンは、排気通路側及び反排気通路側に摺動自在に設けられていて、該排気通路に流入した溶湯の流動圧により反排気通路側へ摺動するように構成されている。また、前記固定型における前記排気通路の出口側には、前記受圧ピンの反排気通路側への摺動により、連動レバーを介して、前記排気通路を閉じるように構成された閉鎖バルブが設けられている。この構成により、排気通路に流入した溶湯が、前記排気通路の出口から排出されるのを防止することができる。
【先行技術文献】
【特許文献】
【0004】
特開2019-5792号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記のような金型用ガス抜き装置では、受圧ピンががたつくことなくかつスムーズに摺動するように、受圧ピンは、該受圧ピンが嵌合する孔部の内周面との間に、所定のクリアランスを空けて配置されている。キャビティで繰り返し多数の鋳造品を形成し続けると、やがて、このクリアランス部分に溶湯やキャビティの潤滑用の潤滑油等の異物が入り込んで固化してしまい、受圧ピンが摺動しにくくなるおそれがある。受圧ピンが摺動しにくくなると、閉鎖バルブにより排気通路を閉じることができなくなって、ガス抜き装置の連続稼働が阻害されてしまう。
【0006】
特許文献1では、受圧ピンの排気通路側の部分に窪みを設けて、溶湯の流れを弱くすることで、溶湯がクリアランス部分に入ることを抑制するようにしている。しかしながら、このような構成であっても、クリアランス部分への溶湯の侵入を完全に抑制することは困難であり、鋳造を繰り返すうちに僅かに侵入した溶湯が蓄積されて、受圧ピンが摺動しにくくなるおそれがある。このため、受圧ピンの摺動性の悪化を抑制するという観点からは改良の余地がある。
【0007】
ここに開示された技術は斯かる点に鑑みてなされたものであり、その目的とするところは、受圧ピンの外周面と該受圧ピンが嵌合する孔部の内周面との間の隙間に入り込んだ異物により、受圧ピンの摺動性が悪化することを出来る限り抑制することにある。
【課題を解決するための手段】
【0008】
前記課題を解決するために、ここに開示された技術の第1の態様では、固定型と、可動型と、該固定型及び該可動型の合わせ面に形成され、金型のキャビティに連通する排気通路と、前記固定型における前記排気通路の入口側に、排気通路側及び反排気通路側に摺動自在に設けられ、該排気通路に流入する溶湯の流動圧により反排気通路側へ摺動するように構成された受圧ピンと、前記固定型における前記排気通路の出口側に設けられ、前記受圧ピンの反排気通路側への摺動により、連動レバーを介して、前記排気通路を閉じるように構成された閉鎖バルブと、を備えた金型用ガス抜き装置を対象として、前記受圧ピンは、前記固定型に設けられかつ前記排気通路の前記入口側の部分と連通する孔部に嵌合する嵌合部と、前記嵌合部よりも前記排気通路側に該嵌合部と同軸に位置しかつ前記溶湯を受けて前記孔部に対して摺動する円柱状の先端部と、前記嵌合部と前記先端部との間に該嵌合部及び該先端部と同軸に位置しかつ該先端部よりも小径な中間部と、を有し、前記可動型の型開き時に、前記中間部の外周面と前記孔部の内周面との間の隙間及び前記先端部と前記固定型との間の隙間を通って前記可動型側に抜けるようにエアを供給するエア供給装置を更に備える、という構成とした。
【0009】
この構成によると、可動型の型開き時に可動型側に抜けるエアが供給されるため、鋳造時に、受圧ピンの外周面と孔部の内周面との間に異物が入りこんでいたとしても、エアの圧力によって異物を排出することができる。特に、先端部の反排気通路側に、該先端部よりも小径な中間部があることにより、中間部に供給されたエアは、中間部の周方向全体に広がった後、可動型側に抜ける。これにより、特に異物が入り込み易い孔部の可動型側の部分全体にエアを供給することができる。この結果、受圧ピンの摺動性が悪化することを出来る限り抑制することができる。
【0010】
ここに開示された技術の第2の態様では、前記嵌合部は、前記孔部の内周面に対して所定のクリアランスで摺動する摺動部と、前記受圧ピンの軸方向に延びかつ前記孔部の内周面に対して前記所定のクリアランスよりも大きい隙間を形成する溝部と、を有し、前記エア供給装置は、前記可動型の型開き時に、前記溝部を通って、前記中間部の外周面と前記孔部の内周面との間の隙間にエアを供給するように構成されている、という構成でもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
マツダ株式会社
モータ
4日前
マツダ株式会社
モータ
4日前
マツダ株式会社
鋳造装置
9日前
マツダ株式会社
車両用駆動システム
4日前
マツダ株式会社
車両用駆動システム
4日前
マツダ株式会社
車両用駆動システム
4日前
マツダ株式会社
車両用駆動システム
4日前
マツダ株式会社
車両用駆動システム
4日前
マツダ株式会社
車両のフレーム構造
10日前
マツダ株式会社
車両の制御システム
23日前
マツダ株式会社
自動変速機の制御システム
4日前
マツダ株式会社
ワイヤハーネスの接続構造
17日前
マツダ株式会社
自動変速機の制御システム
23日前
マツダ株式会社
モータ及び車両用駆動システム
4日前
マツダ株式会社
成形体の製造方法及び製造装置並びに成形体
1か月前
トーカロ株式会社
プレス金型の製造方法、及びプレス金型
4日前
ユニチカ株式会社
集電材
2か月前
株式会社松風
歯科用埋没材
1か月前
日本鋳造株式会社
鋳造方法
23日前
個人
鋼の連続鋳造鋳片の切断装置
1か月前
マツダ株式会社
鋳造装置
9日前
日本製鉄株式会社
棒状部材
1か月前
三菱マテリアル株式会社
粉末材料
3か月前
トヨタ自動車株式会社
溶湯供給装置
5か月前
日本製鉄株式会社
モールドパウダー
3か月前
株式会社シマノ
射出成形装置
5か月前
芝浦機械株式会社
成形機
2か月前
ノリタケ株式会社
ニッケル粉末
2か月前
トヨタ自動車株式会社
ダイカスト金型
5か月前
株式会社プロテリアル
ブロック継手の製造方法
2か月前
本田技研工業株式会社
金型装置
3か月前
オークマ株式会社
ワークの加工方法
3か月前
トヨタ自動車株式会社
鋳造製品の製造方法
1か月前
株式会社瓢屋
押湯空間形成部材
3か月前
東洋電化工業株式会社
溶湯用送線装置
5か月前
旭化成株式会社
焼結体の製造方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ