TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024069825
公報種別
公開特許公報(A)
公開日
2024-05-22
出願番号
2022180053
出願日
2022-11-10
発明の名称
良否判定システムおよび良否判定方法
出願人
UBEマシナリー株式会社
代理人
主分類
B22D
17/32 20060101AFI20240515BHJP(鋳造;粉末冶金)
要約
【課題】成形装置から発信される成形波形データを編集して判定閾値を設定し、この判定閾値と教師なし学習プログラムを組み合せて、成形開始と同時に精度の高い成形装置の良否判定を可能とする良否判定システムおよび良否判定方法を提供することを目的とする。
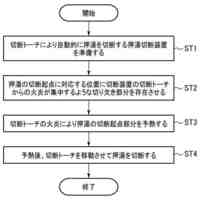
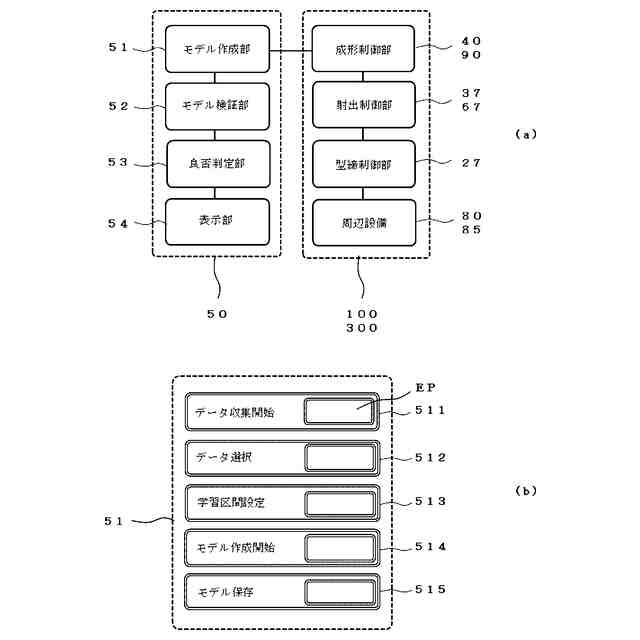
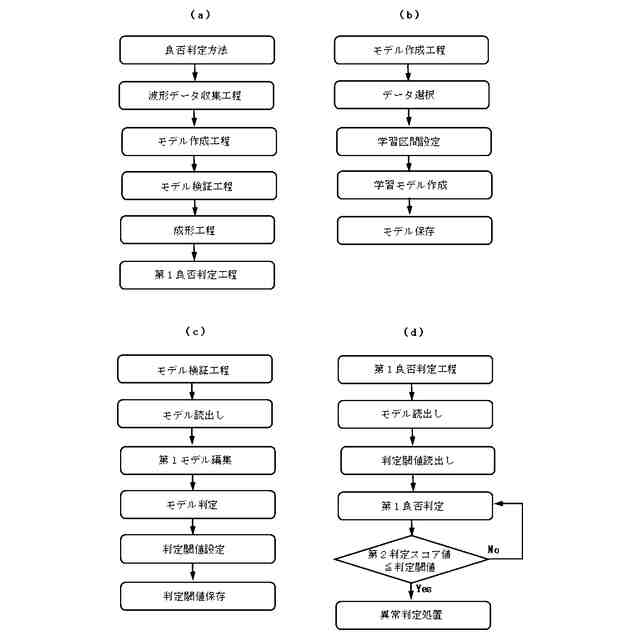
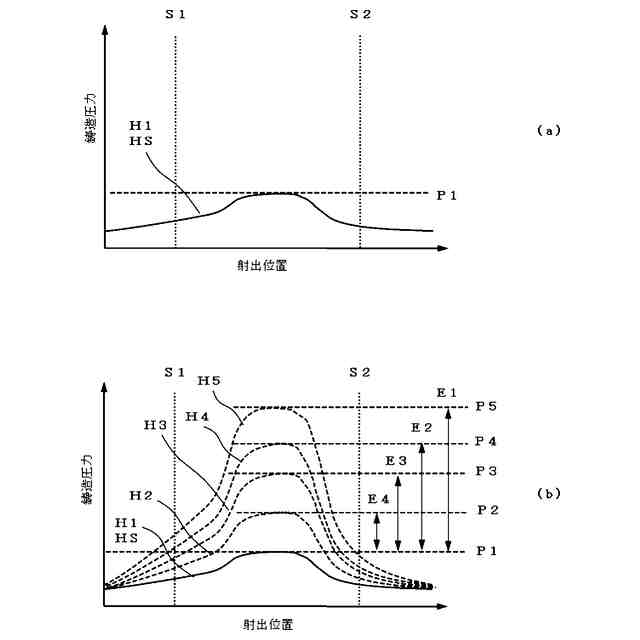
【解決手段】成形波形データを収集してモデル波形データを作成するモデル作成部およびモデル作成工程と、モデル波形データを編集した編集波形データとモデル波形データを比較して判定閾値を設定するモデル検証部およびモデル検証工程と、成形波形データと判定閾値を比較して良否判定を行う良否判定部および第1良否判定工程と、を備える。
【選択図】図5
特許請求の範囲
【請求項1】
成形金型を型締して形成される金型キャビティに向けて、溶融状態の成形材料を射出充填して成形品を成形する成形装置から発信される成形波形データに基づいて、教師なし学習プログラムを用いて前記成形装置の良否判定を行う良否判定システムにおいて、
前記成形波形データを収集してモデル波形データを作成するモデル作成部と、前記モデル波形データを編集して編集波形データを作成し、前記モデル波形データと前記編集波形データを比較して第1判定スコア値を算出し、前記第1判定スコア値に基づいて判定閾値を設定するモデル検証部と、前記モデル波形データと前記成形波形データを比較して第2判定スコア値を算出し、前記第2判定スコア値と前記判定閾値を比較して前記成形装置の良否判定を行う良否判定部と、を備えることを特徴とする良否判定システム。
続きを表示(約 800 文字)
【請求項2】
前記モデル作成部と前記モデル検証部および前記良否判定部の状態を表示する表示部を更に備える、請求項1に記載の良否判定システム。
【請求項3】
請求項1に記載の良否判定システムを用いた良否判定方法において、
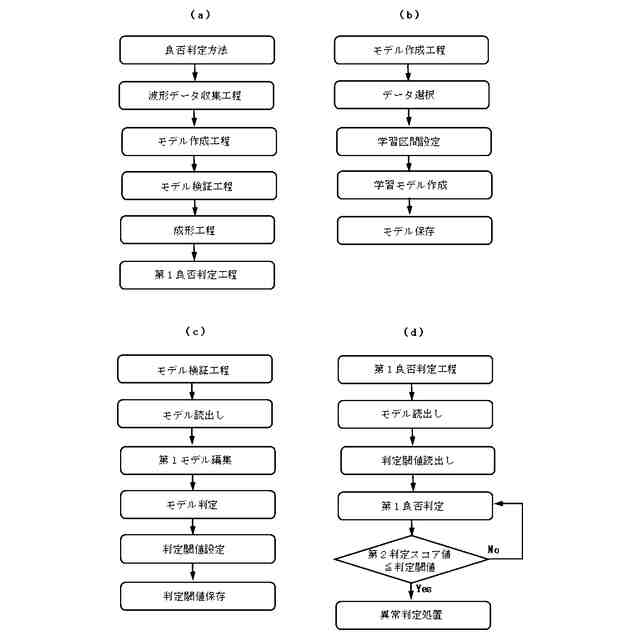
成形金型を型締して形成される金型キャビティに向けて、溶融状態の成形材料を射出充填して成形品を成形する成形装置から発信される成形波形データを収集する波形データ収集工程と、前記成形波形データからモデル波形データを作成するモデル作成工程と、前記モデル波形データを編集して編集波形データを作成し、前記モデル波形データと前記編集波形データを比較して第1判定スコア値を算出し、前記第1判定スコア値に基づいて、教師なし学習プログラムを用いた前記成形装置の良否判定に用いる判定閾値を設定するモデル検証工程と、前記モデル波形データと前記成形波形データを比較して第2判定スコア値を算出し、前記第2判定スコア値と前記判定閾値を比較して前記成形装置の良否判定を行う第1良否判定工程と、を備えることを特徴とする良否判定方法。
【請求項4】
前記モデル作成工程は、正常判定の前記成形装置で成形した前記成形波形データを用いる、請求項2に記載の良否判定方法。
【請求項5】
前記判定閾値を用いて、前記編集波形データを編集して異常判定を示す教師データを作成する教師データ作成工程と、教師あり学習プログラムを用いて、前記教師データと前記成形波形データを比較して前記成形装置の良否判定を行う第2良否判定工程と、を更に備える請求項2または3に記載の良否判定方法。
【請求項6】
前記判定閾値を用いて、前記編集波形データを編集して正常判定を示す正常波形データを作成する正常データ作成工程、を更に備える請求項2または3に記載の良否判定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形金型を型締して形成される金型キャビティに向けて、溶融状態の成形材料を射出充填して成形品を成形する成形装置から発信される成形波形データに基づいて、教師なし学習プログラムを用いて成形装置の良否判定を行う良否判定システムおよび良否判定方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
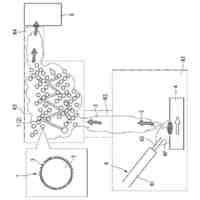
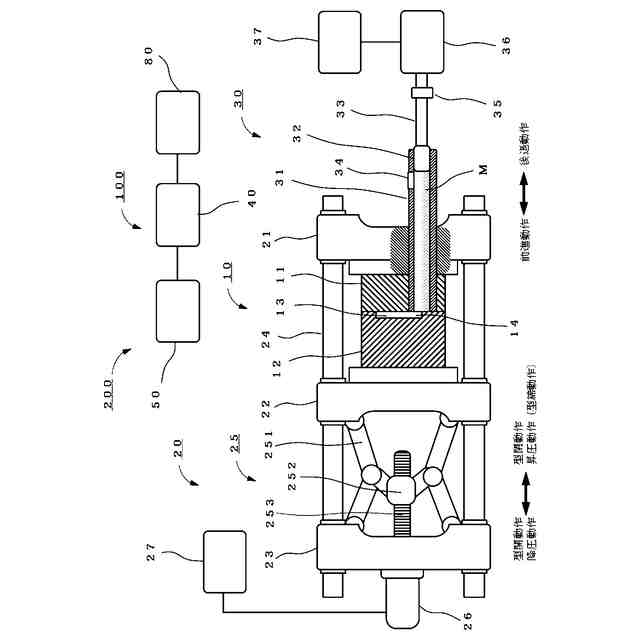
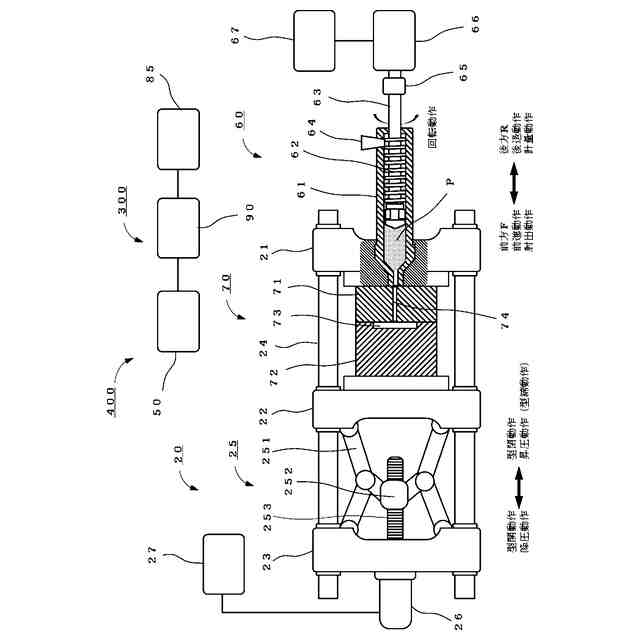
成形金型を型締して形成される金型キャビティに向けて、射出部から溶融状態の成形材料を射出充填して成形品を成形する成形装置および成形方法において、溶融状態の成形材料として、例えば、熱可塑性樹脂を可塑化溶融した溶融樹脂や、アルミニウム合金等の金属を加熱溶融した溶湯が挙げられる。ここで、溶融樹脂を用いる成形装置を射出成形機といい、射出成形機を用いた成形および成形品を射出成形および射出成形品という。また、溶湯を用いる成形装置を鋳造装置といい、鋳造装置を用いた成形および成形品を鋳造成形および鋳造品という。また、射出成形に用いる成形金型を射出成形金型といい、鋳造成形に用いる成形金型を鋳造金型という。また、成形金型および成形装置の温度管理を行う温度調整手段や、溶融状態の成形材料を製造し供給する材料供給手段、等の周辺設備と成形金型を加えて成形装置ということもある。
【0003】
このように、金型キャビティ内に溶融状態の成形材料を射出充填して成形する成形品は、成形材料の溶融安定性に加えて、成形金型や成形装置および周辺設備の全ての安定稼働によって、成形品質の安定性が確保される。言い換えれば、溶融安定性や安定稼働のうち1つでも異常が存在すれば、成形品質は大きく乱れてしまう。そのために、成形金型や成形装置および周辺設備の稼働状態、あるいは成形材料の溶融状態、等の成形運転データを監視して、成形運転データの異常の有無を判定して成形装置等や成形品の品質確認を行う良否判定の手段が多く提案されている。その中で、成形運転データに明確な異常が確認され、かつ、成形品の品質も大きく乱れたことを示す成形運転データ(異常データという)が事前に存在する場合は、この異常データを教師データとして、教師あり学習プログラムを用いた良否判定の手段が、精度が高く幅広く利用されている。
【0004】
しかしながら、実際の成形において、異常データを事前に入手することは困難なことが多い。例えば、新規に設計され製作された成形金型や、設計変更により修正加工を行った成形金型を用いた場合、同様に、新規に設計し製作した成形装置や、部品交換等により再調整を行った直後の成形装置を用いた場合、成形装置や周辺設備を交換した場合、成形材料を変更した場合、成形材料の溶融温度や射出充填量等の成形条件を変更した場合、生産性を改善する目的で成形サイクルの短縮を試みる場合、成形金型や成形装置および周辺設備の経年変化による性能変化、等では、異常データ(教師データ)は存在しないので、教師あり学習プログラムを用いた良否判定の手段を利用することができない。
【0005】
そのために、異常データ(教師データ)を必要としない、教師なし学習プログラムを用いた良否判定の手段が提案されている。例えば、特許文献1に示すように、成形機の成形状態を示す数値を検出して、検出した数値に基づいて閾値と不良率の関係を算出する。また、予め設定した不良率の目標値に対応する閾値を算出した関係に基づいて閾値を設定し、設定した閾値と検出する数値を比較して良品と不良品の判別(良否判定)を行う手段が提案されている。これによると、適切な閾値の設定によって、教師なし学習プログラムを用いた良否判定の精度を高めることができるとされている。
【先行技術文献】
【特許文献】
【0006】
特開2006-289773号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ここで、特許文献1に示す手段は、実際に成形を開始し、良品と不良品との判別のための閾値と不良率の関係を成形ショット毎に算出し閾値を設定する、あるいは、予め設定した成形ショット数の数値を検出した後に閾値と不良率の関係を算出し閾値を設定するとしている。そのために、算出に必要な不良率データが蓄積されるまでは閾値を設定することができず、閾値が設定されるまでは良否判定できない成形が継続されることになる。例えば、成形金型や成形装置および周辺設備が新規に製作されたものや設計変更および再調整を行った場合、成形材料や成形条件を変更した場合、等では、不良率データ蓄積に多くの時間を要す。そこで、特許文献1に示す手段は、予め不良率データが蓄積された場合の成形に限定される。なお、仮に不良率データが蓄積されていたとしても、成形金型や成形装置および周辺設備の経年変化による性能変化の影響により、蓄積された不良率のデータは適用できなくなることが想定される。
【0008】
そこで、本発明は、成形装置から発信される成形波形データを編集して判定閾値を設定し、この判定閾値と教師なし学習プログラムを組み合せて、成形開始と同時に精度の高い成形装置の良否判定を可能とする良否判定システムおよび良否判定方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の良否判定システムは、
成形金型を型締して形成される金型キャビティに向けて、溶融状態の成形材料を射出充填して成形品を成形する成形装置から発信される成形波形データに基づいて、教師なし学習プログラムを用いて前記成形装置の良否判定を行う良否判定システムにおいて、
前記成形波形データを収集してモデル波形データを作成するモデル作成部と、前記モデル波形データを編集して編集波形データを作成し、前記モデル波形データと前記編集波形データを比較して第1判定スコア値を算出し、前記第1判定スコア値に基づいて判定閾値を設定するモデル検証部と、前記モデル波形データと前記成形波形データを比較して第2判定スコア値を算出し、前記第2判定スコア値と前記判定閾値を比較して前記成形装置の良否判定を行う良否判定部と、を備えることを特徴とする。
【0010】
本発明の良否判定システムにおいて、
前記モデル作成部と前記モデル検証部および前記良否判定部の状態を表示する表示部を更に備える、ことが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
1か月前
芝浦機械株式会社
成形装置
17日前
トヨタ自動車株式会社
保持炉
1か月前
トヨタ自動車株式会社
金型装置
1か月前
トヨタ自動車株式会社
鋳造装置
1か月前
日本製鉄株式会社
電磁ブレーキ装置
24日前
芝浦機械株式会社
ダイカストマシン
1か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
大同特殊鋼株式会社
金属粉末材料の製造方法
23日前
トヨタ自動車株式会社
離型剤の塗布方法
1か月前
トヨタ自動車株式会社
複合中子の製造方法
1か月前
トヨタ自動車株式会社
ダイカスト鋳造装置
1か月前
トヨタ自動車株式会社
金型の温度制御方法
1か月前
日本鋳造株式会社
押湯切断方法および押湯
24日前
JX金属株式会社
銅粉
3日前
トヨタ自動車株式会社
金型の水漏れ検知システム
1か月前
芝浦機械株式会社
ダイカストマシン
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
1か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
1か月前
芝浦機械株式会社
成形機用コントローラ及び成形機
1か月前
福田金属箔粉工業株式会社
溶浸用Cu系粉末
1か月前
フタバ産業株式会社
金属搬送機構
13日前
株式会社リコー
立体造形装置及び立体造形方法
6日前
山陽特殊製鋼株式会社
鋳造方法
11日前
冨士ダイス株式会社
エルボ管及びその製造方法
27日前
株式会社IHI
造形方法及びサポート部材
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
UBEマシナリー株式会社
型締装置
16日前
セイコーエプソン株式会社
焼結用金属粉末
1か月前
マツダ株式会社
金型用ガス抜き装置
1か月前
新東工業株式会社
解枠システム及び解枠方法
11日前
黒崎播磨株式会社
連続鋳造用ノズル
23日前
新東工業株式会社
鋳型造型方法及び鋳型材料
1か月前
トヨタ自動車株式会社
金型構造
25日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ