TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024036081
公報種別
公開特許公報(A)
公開日
2024-03-15
出願番号
2022140801
出願日
2022-09-05
発明の名称
射出成形機
出願人
株式会社日本製鋼所
代理人
弁理士法人筒井国際特許事務所
主分類
B22D
17/26 20060101AFI20240308BHJP(鋳造;粉末冶金)
要約
【課題】射出成形機の製造コストの削減、小型化の推進あるいは性能の向上の少なくとも1つを実現する。
【解決手段】射出成形機100Aは、材料の射出動作を行う射出装置2Aと、射出装置2Aから射出された材料を成形するように構成された型締装置1Aと、を備える。ここで、射出装置2Aは、スクリュと、スクリュと接続されたピストン27と、ピストン27を軸方向に駆動する油圧装置3Aと、を有する。一方、型締装置1Aは、第1金型を装着可能な可動盤11と、第2金型を装着可能な固定盤10と、可動盤11を固定盤10に対して型閉方向あるいは型開方向に移動させるように構成された電動駆動部16Aと、を有する。
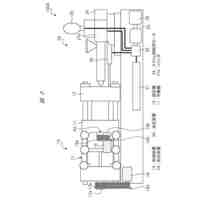
【選択図】図3
特許請求の範囲
【請求項1】
材料の射出動作を行う射出装置と、
前記射出装置から射出された前記材料を成形するように構成された型締装置と、
を備える、射出成形機であって、
前記射出装置は、
スクリュと、
前記スクリュと接続されたピストンと、
前記ピストンを軸方向に駆動する油圧装置と、
を有し、
前記型締装置は、
第1金型を装着可能な可動盤と、
第2金型を装着可能な固定盤と、
前記可動盤を前記固定盤に対して型閉方向あるいは型開方向に移動させるように構成された電動駆動部と、
を有する、射出成形機。
続きを表示(約 330 文字)
【請求項2】
請求項1に記載の射出成形機において、
前記型締装置は、成形された前記材料からなる成形品を押し出すエジェクタ装置を有し、
前記エジェクタ装置は、前記成形品を押し出すための押出力を発生させる押出力駆動部を含む、射出成形機。
【請求項3】
請求項2に記載の射出成形機において、
前記押出力駆動部は、電動駆動によって前記押出力を発生させる、射出成形機。
【請求項4】
請求項1に記載の射出成形機において、
前記材料は、金属材料である、射出成形機。
【請求項5】
請求項1に記載の射出成形機において、
前記材料は、マグネシウム合金である、射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機に関し、例えば、金属材料を射出して成形品を製造する射出成形機に適用して有効な技術に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特開2000-289066号公報(特許文献1)には、電動射出装置と油圧型締装置とを備える射出成形機に関する技術が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2000-289066号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
射出成形機とは、材料を熱で溶かした後、金型に流し込んで成形品を製造する装置であり、材料の溶融、型への流し込み(射出)、冷却および取り出しといった一連の射出成形工程を処理することができる装置である。この射出成形機は、材料の射出動作を行う射出装置と、射出装置から射出された材料を成形する型締装置から構成される。
【0005】
この点に関し、本発明者は、射出成形機の製造コスト削減、小型化の推進あるいは性能を向上する観点から射出装置と型締装置の駆動方式の組み合わせについて検討を行った結果、現状の射出成形機における射出装置および型締装置の駆動方式の組み合わせには、射出成形機の製造コスト削減、小型化の推進あるいは性能を向上する観点から改善の余地が存在することが明らかとなった。したがって、射出成形機においては、射出装置と型締装置の駆動方式の組み合わせについての工夫が望まれている。
【課題を解決するための手段】
【0006】
一実施の形態における射出成形機は、材料の射出動作を行う射出装置と、射出装置から射出された材料を成形するように構成された型締装置と、を備える。ここで、射出装置は、スクリュと、スクリュと接続されたピストンと、ピストンを軸方向に駆動する油圧装置と、を有する。一方、型締装置は、第1金型を装着可能な可動盤と、第2金型を装着可能な固定盤と、可動盤を固定盤に対して型閉方向あるいは型開方向に移動させるように構成された電動駆動部と、を有する。
【発明の効果】
【0007】
一実施の形態によれば、射出成形機の製造コストの削減、小型化の推進あるいは性能の向上の少なくとも1つを実現することができる。
【図面の簡単な説明】
【0008】
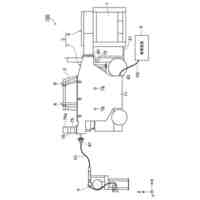
射出成形機の構成を示す模式図である。
関連技術における射出成形機の模式的な構成を示す図である。
実施の形態における射出成形機の模式的な構成を示す図である。
【発明を実施するための形態】
【0009】
実施の形態を説明するための全図において、同一の部材には原則として同一の符号を付し、その繰り返しの説明は省略する。なお、図面をわかりやすくするために平面図であってもハッチングを付す場合がある。
【0010】
<射出成形機の構成>
本実施の形態における技術的思想は、射出装置と型締装置とを備える射出成形機に幅広く適用することが可能である。この点に関し、以下では、射出成形機のうち、1つの型締装置に対して1つの射出装置が設けられた射出成形機を例に挙げて、本実施の形態における技術的思想を説明するが、本実施の形態における技術的思想は、これに限らず、例えば、1つの型締装置に対して複数の射出装置が設けられた「マルチ射出成形機」にも幅広く適用することが可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
19日前
トヨタ自動車株式会社
保持炉
21日前
株式会社プロテリアル
WMo合金粉末
2か月前
トヨタ自動車株式会社
鋳造装置
14日前
トヨタ自動車株式会社
金型装置
12日前
リョービ株式会社
ダイカスト金型
1か月前
大同特殊鋼株式会社
溶鋼被覆パウダー
2か月前
芝浦機械株式会社
射出装置及び成形機
7日前
株式会社プロテリアル
インゴットの鋳造方法
1か月前
トヨタ自動車株式会社
離型剤の塗布方法
20日前
ユニチカ株式会社
軟磁性ナノワイヤーの分散液
2か月前
トヨタ自動車株式会社
ダイカスト鋳造装置
14日前
トヨタ自動車株式会社
金型の温度制御方法
20日前
トヨタ自動車株式会社
複合中子の製造方法
12日前
株式会社イーエム
固形潤滑剤供給装置
1か月前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
三菱重工業株式会社
金属粉末製造装置
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
7日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
13日前
黒崎播磨株式会社
浸漬ノズル
2か月前
芝浦機械株式会社
安全ドア装置および成形機
2か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
13日前
石福金属興業株式会社
PtAu合金粉末の製造方法
12日前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
1か月前
国立大学法人北海道大学
金属ナノ粒子製造装置
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
UBEマシナリー株式会社
中空成形装置および中空成形方法
2か月前
UBEマシナリー株式会社
中空鋳造装置および中空鋳造方法
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
28日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
28日前
株式会社IHI
造形方法及びサポート部材
12日前
住友金属鉱山株式会社
離型剤スラリーの散布方法
1か月前
株式会社日本製鋼所
射出成形機
2か月前
花王株式会社
鋳物製造用構造体
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ