TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024042158
公報種別
公開特許公報(A)
公開日
2024-03-28
出願番号
2022146667
出願日
2022-09-15
発明の名称
射出装置及びダイカストマシン
出願人
芝浦機械株式会社
代理人
個人
,
個人
,
個人
主分類
B22D
17/20 20060101AFI20240321BHJP(鋳造;粉末冶金)
要約
【課題】プランジャチップの部品寿命を向上させる射出装置を提供する。
【解決手段】実施形態の射出装置は、プランジャロッドフランジを有するプランジャロッドと、射出ピストンロッドと、プランジャロッドと射出ピストンロッドを連結するカップリング部を備える。カップリング部は、第1のフランジを有する第1のセンタリングピンと、第2のフランジを有する第2のセンタリングピンと、第3のフランジを有する第3のセンタリングピンと、第1のセンタリングピンの動きを制限する第1のストッパ部と、第2のセンタリングピンの動きを制限する第2のストッパ部と、第3のセンタリングピンの動きを制限する第3のストッパ部と、を有する枠体と、第1のフランジを第1のストッパ部に押し付ける第1の弾性体と、第2のフランジを第2のストッパ部に押し付ける第2の弾性体と、第3のフランジを第3のストッパ部に押し付ける第3の弾性体と、を含む。
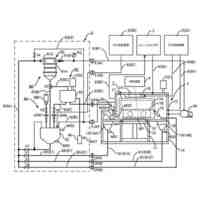
【選択図】図3
特許請求の範囲
【請求項1】
一端にブランジャチップを取り付け可能で、他端にプランジャロッドフランジを有するプランジャロッドと、
一端にピストンロッドフランジを有する射出ピストンロッドと、
前記プランジャロッドと前記射出ピストンロッドを連結するカップリング部であって、
前記プランジャロッドフランジの外周に沿って設けられ、第1のフランジを有する第1のセンタリングピンと、
前記プランジャロッドフランジの外周に沿って設けられ、第2のフランジを有する第2のセンタリングピンと、
前記プランジャロッドフランジの外周に沿って設けられ、第3のフランジを有する第3のセンタリングピンと、
前記プランジャロッドフランジと前記ピストンロッドフランジを覆う枠体であって、前記第1のセンタリングピンの前記プランジャロッドフランジの方向への動きを制限する第1のストッパ部と、前記第2のセンタリングピンの前記プランジャロッドフランジの方向への動きを制限する第2のストッパ部と、前記第3のセンタリングピンの前記プランジャロッドフランジの方向への動きを制限する第3のストッパ部と、を有する枠体と、
前記第1のフランジを前記第1のストッパ部に押し付ける第1の弾性体と、
前記第2のフランジを前記第2のストッパ部に押し付ける第2の弾性体と、
前記第3のフランジを前記第3のストッパ部に押し付ける第3の弾性体と、
を含むカップリング部と、
を備えることを特徴とする射出装置。
続きを表示(約 990 文字)
【請求項2】
前記第1の弾性体、前記第2の弾性体、及び前記第3の弾性体は、皿ばねであることを特徴とする請求項1記載の射出装置。
【請求項3】
前記第1のフランジは前記第1のストッパ部に接し、前記第2のフランジは前記第2のストッパ部に接し、前記第3のフランジは前記第3のストッパ部に接することを特徴とする請求項1記載の射出装置。
【請求項4】
前記第2のセンタリングピン及び前記第3のセンタリングピンは、前記第1のセンタリングピンの下方に設けられ、前記第2のセンタリングピンと前記第3のセンタリングピンとの間の距離は前記第1のセンタリングピンと前記第2のセンタリングピンとの間の距離よりも短く、前記第2のセンタリングピンと前記第3のセンタリングピンとの間の距離は前記第1のセンタリングピンと前記第3のセンタリングピンとの間の距離よりも短い、ことを特徴とする請求項1記載の射出装置。
【請求項5】
前記プランジャロッドフランジの前記ピストンロッドフランジに対向する面は、クラウニング形状であることを特徴とする請求項1記載の射出装置。
【請求項6】
前記カップリング部を載置し、前記カップリング部を水平方向に移動可能とするガイドレールを、更に備えることを特徴とする請求項1記載の射出装置。
【請求項7】
前記カップリング部は、前記ガイドレールに接するローラーを、更に含むことを特徴とする請求項6記載の射出装置。
【請求項8】
一端にブランジャチップを取り付け可能で、他端にプランジャロッドフランジを有するプランジャロッドと、
一端にピストンロッドフランジを有する射出ピストンロッドと、
前記プランジャロッドと前記射出ピストンロッドを連結するカップリング部と、
前記カップリング部を載置し、前記カップリング部を水平方向に移動可能とするガイドレールと、
を備えることを特徴とする射出装置。
【請求項9】
前記カップリング部は、前記ガイドレールに接するローラーを、更に含むことを特徴とする請求項8記載の射出装置。
【請求項10】
請求項1ないし請求項9いずれか一項記載の射出装置を備えたことを特徴とするダイカストマシン。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出装置及びダイカストマシンに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
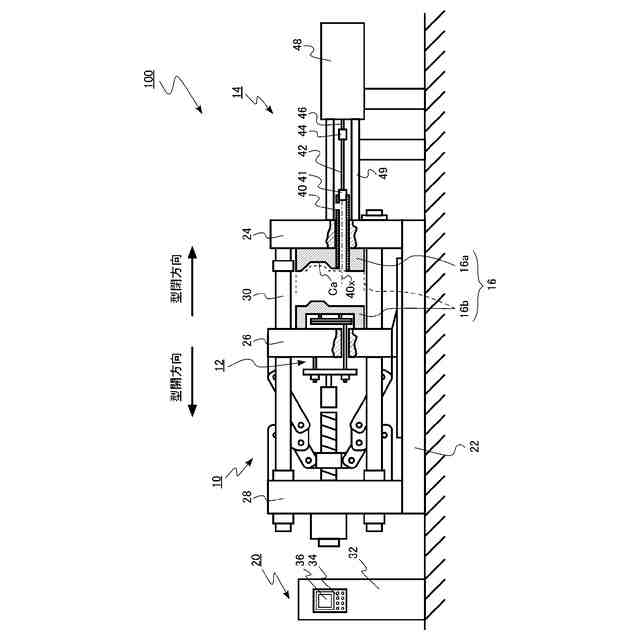
ダイカストマシンは、型締装置を用いて型締めされた金型内の空洞(キャビティ)に、射出装置を用いて溶湯を充填することで、ダイカスト品を製造する。
【0003】
ダイカストマシンには、金型内の空洞につながる射出スリーブが水平方向に設けられる。射出装置は、射出スリーブに対し、先端にプランジャチップが設けられたプランジャロッドを前進移動させることにより、射出スリーブ内に供給された溶湯を金型内の空洞に充填する。
【0004】
プランジャロッドはカップリング部を用いて射出ピストンロッドに連結される。射出ピストンロッドが射出アクチュエータによって駆動され、前進移動することにより、プランジャロッドが前進移動する。
【0005】
射出スリーブの中心軸とプランジャロッドの中心軸とは、一致することが望ましい。仮に、射出スリーブの中心軸とプランジャロッドの中心軸とが一致しない場合、射出スリーブ内を移動するプランジャチップと射出スリーブとの間の摩擦が大きくなる。プランジャチップと射出スリーブとの間の摩擦が大きくなると、プランジャチップの摩耗が増大し、プランジャチップの部品寿命が低下する。また、プランジャチップと射出スリーブとの間の摩擦が増大することで、溶湯を金型内へ充填する射出動作が不安定となり、ダイカスト品の品質が低下する。
【0006】
射出スリーブの中心軸とプランジャロッドの中心軸とが一致することにより、射出スリーブ内を移動するプランジャチップと射出スリーブとの間の摩擦が低減する。プランジャチップと射出スリーブとの間の摩擦が低減することで、プランジャチップの摩耗が低減し、プランジャチップの部品寿命が向上する。また、プランジャチップと射出スリーブとの間の摩擦が低減することで、溶湯を金型内へ充填する射出動作が安定し、ダイカスト品の品質が向上する。
【0007】
特許文献1には、カップリング部に設けられた下弾性支持ユニットと左右弾性支持ユニットとにより、プランジャロッドを支持する射出装置が記載されている。しかしながら、特許文献1に記載の発明では、射出スリーブの中心軸とプランジャロッドの中心軸とを一致させることが困難である。
【先行技術文献】
【特許文献】
【0008】
特開2015-71169号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明が解決しようとする課題は、プランジャチップの部品寿命を向上させ、射出動作を安定させる射出装置を提供することである。
【課題を解決するための手段】
【0010】
本発明の一態様の射出装置は、一端にブランジャチップを取り付け可能で、他端にプランジャロッドフランジを有するプランジャロッドと、一端にピストンロッドフランジを有する射出ピストンロッドと、前記プランジャロッドと前記射出ピストンロッドを連結するカップリング部であって、前記プランジャロッドフランジの外周に沿って設けられ、第1のフランジを有する第1のセンタリングピンと、前記プランジャロッドフランジの外周に沿って設けられ、第2のフランジを有する第2のセンタリングピンと、前記プランジャロッドフランジの外周に沿って設けられ、第3のフランジを有する第3のセンタリングピンと、前記プランジャロッドフランジと前記ピストンロッドフランジを覆う枠体であって、前記第1のセンタリングピンの前記プランジャロッドフランジの方向への動きを制限する第1のストッパ部と、前記第2のセンタリングピンの前記プランジャロッドフランジの方向への動きを制限する第2のストッパ部と、前記第3のセンタリングピンの前記プランジャロッドフランジの方向への動きを制限する第3のストッパ部と、を有する枠体と、前記第1のフランジを前記第1のストッパ部に押し付ける第1の弾性体と、前記第2のフランジを前記第2のストッパ部に押し付ける第2の弾性体と、前記第3のフランジを前記第3のストッパ部に押し付ける第3の弾性体と、を含むカップリング部と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
18日前
芝浦機械株式会社
射出装置及び成形機
6日前
芝浦機械株式会社
成形機
18日前
株式会社ソディック
積層造形装置
2か月前
トヨタ自動車株式会社
保持炉
20日前
トヨタ自動車株式会社
金型装置
11日前
株式会社プロテリアル
WMo合金粉末
2か月前
トヨタ自動車株式会社
鋳造装置
13日前
リョービ株式会社
ダイカスト金型
1か月前
株式会社プロテリアル
インゴットの鋳造方法
1か月前
大同特殊鋼株式会社
溶鋼被覆パウダー
2か月前
芝浦機械株式会社
射出装置及び成形機
6日前
ユニチカ株式会社
軟磁性ナノワイヤーの分散液
1か月前
トヨタ自動車株式会社
離型剤の塗布方法
19日前
トヨタ自動車株式会社
金型の温度制御方法
19日前
トヨタ自動車株式会社
ダイカスト鋳造装置
13日前
トヨタ自動車株式会社
複合中子の製造方法
11日前
株式会社イーエム
固形潤滑剤供給装置
1か月前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
三菱重工業株式会社
金属粉末製造装置
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
6日前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
1か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
芝浦機械株式会社
安全ドア装置および成形機
2か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
11日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
12日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
12日前
UBEマシナリー株式会社
中空鋳造装置および中空鋳造方法
2か月前
UBEマシナリー株式会社
中空成形装置および中空成形方法
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
山陽特殊製鋼株式会社
鋳造設備
2か月前
国立大学法人北海道大学
金属ナノ粒子製造装置
2か月前
住友金属鉱山株式会社
離型剤スラリーの散布方法
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
27日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ